KR20150126996A - 밀링 공구 및 공구 보디 - Google Patents
밀링 공구 및 공구 보디 Download PDFInfo
- Publication number
- KR20150126996A KR20150126996A KR1020150062237A KR20150062237A KR20150126996A KR 20150126996 A KR20150126996 A KR 20150126996A KR 1020150062237 A KR1020150062237 A KR 1020150062237A KR 20150062237 A KR20150062237 A KR 20150062237A KR 20150126996 A KR20150126996 A KR 20150126996A
- Authority
- KR
- South Korea
- Prior art keywords
- along
- cutting
- helix
- radial distance
- spiral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000003801 milling Methods 0.000 title claims abstract description 109
- 230000002093 peripheral effect Effects 0.000 claims abstract description 21
- 230000036346 tooth eruption Effects 0.000 claims abstract description 18
- 238000000034 method Methods 0.000 claims description 15
- 238000000926 separation method Methods 0.000 claims description 6
- 238000003754 machining Methods 0.000 description 16
- 239000000463 material Substances 0.000 description 5
- 230000001788 irregular Effects 0.000 description 4
- 238000009434 installation Methods 0.000 description 3
- 229910000997 High-speed steel Inorganic materials 0.000 description 2
- 238000012886 linear function Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/122—Milling tools having a shape similar to that of a gear or part thereof, with cutting edges situated on the tooth contour lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/16—Hobs
- B23F21/163—Hobs with inserted cutting elements
- B23F21/166—Hobs with inserted cutting elements in exchangeable arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/12—Cutters specially designed for producing particular profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F1/00—Making gear teeth by tools of which the profile matches the profile of the required surface
- B23F1/06—Making gear teeth by tools of which the profile matches the profile of the required surface by milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/126—Milling tools with inserted cutting elements
- B23F21/128—Milling tools with inserted cutting elements in exchangeable arrangement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/17—Gear cutting tool
- Y10T407/1715—Hob
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/17—Gear cutting tool
- Y10T407/1715—Hob
- Y10T407/1725—Hob including holder having seat for inserted tool
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gear Processing (AREA)
- Milling Processes (AREA)
Abstract
원통형 톱니들을 구비하는 작업편의 호브 절삭을 위한 밀링 공구는, 그들 사이에서 중앙 회전 축선이 연장하는 두 개의 대향 단부들 및 주변 표면을 구비하는 공구 보디, 및 주변 표면으로부터 돌출하는 다수의 절삭 치형부들을 포함하고, 상기 절삭 치형부들 (8a ~ 8h) 의 전방 단부 세트는 중앙 회전 축선과 동심인 가상 나선의 전방 단부 부분을 따라서 배치되고, 상기 절삭 치형부들 (8i) 의 후방 단부 세트는 상기 나선의 후방 단부 부분을 따라서 배치된다. 절삭 치형부들은 전방 단부 세트의 최전방 절삭 치형부 (8a) 로 시작하여 작업편과 연속적으로 맞물리도록 배치된다. 후방 단부 세트는 중앙 회전 축선으로부터 일정한 제 1 방사상 거리 (r1) 에 배치된 적어도 세 개의 인접한 절삭 치형부들을 구비한다. 전방 단부 세트는 중앙 회전 축선으로부터 나선을 따라서 일정하지 않은 제 2 방사상 거리 (r2) 에 배치된 적어도 두 개의 인접한 절삭 치형부들을 구비한다. 제 2 방사상 거리는 제 1 방사상 거리보다 더 작고 최전방 절삭 치형부로부터 나선을 따라서 연속적으로 증가한다.
Description
본 발명은 기어 휠들 등의 원통형 톱니들을 구비하거나 랙들을 구비하는 작업편의 호브 절삭 (hobbing) 을 위해 형성된 밀링 공구에 관한 것이다. 또한, 본 발명은 이러한 밀링 공구용 공구 보디 및 이러한 공구 보디용 세그먼트에 관한 것이다.
밀링 공구는 양자의 스퍼들, 즉 직선의 원통형 기어들의 형태로 또는 나선형 우선 (right hand; 右旋) 기어 또는 나선형 좌선 (left hand; 左旋) 기어의 형태로 원통형 톱니들을 형성하기 위해 구성될 수도 있다. 이러한 목적을 위해 밀링 공구는 양자의 우선 리드 (lead) 또는 좌선 리드으로 구성될 수도 있다.
작업편의 호브 절삭을 위해 형성된 밀링 공구들은 EP2487000, EP2662173, 및 EP2537617 에서 개시된다.
EP2487000 는 기어 휠들 등의 원통형 톱니들을 구비하거나 랙들을 구비하는 작업편의 호브 절삭을 위해 형성된 밀링 공구를 개시한다. 밀링 공구는, 주변 표면과 두 개의 대향 단부들을 구비하는 공구 보디를 포함하고, 상기 두 개의 대향 단부들 사이에서 중앙 회전 축선이 연장하고, 상기 공구 보디는 중앙 회전 축선을 중심으로 미리 정해진 회전 방향으로 회전가능하다. 공구는 주변 표면으로부터 돌출하는 절삭 인서트들의 형태로 다수의 이격된 절삭 치형부들을 추가로 포함하고, 각각의 절식 치형부는 절삭 날 및 칩 표면을 포함한다. 절삭 치형부들은 나선을 따라서 작업편에 연속적으로 맞물리기 위하여 중앙 회전 축선과 동심인 가상 나선을 따라서 배치된다. 절삭 치형부들은 중앙 회전 축선으로부터 동일한 방사상 거리에 모두 배치된다.
EP2487000 에 개시된 밀링 공구는, 공구 길이가 작업편의 코드 (chord) 를 커버하기에 충분히 길어질 필요가 있어서 공구의 절삭 치형부들이 공구와의 맞물림에 대한 작업편 롤들로서 작업편과 부드럽게 맞물릴 수 있는 일종의 밀링 공구이다. 특히 황삭에 대한 이러한 전제 조건의 충족 실패는 작업편과의 맞물림 시에 최전방 절삭 치형부들에 큰 힘이 가해지는 것을 야기한다. 그러므로, 비교적 짧은 공구들은 높은 소음 레벨들과 관련된다. 작업편과 동시에 맞물린 수개의 절삭 치형부들을 구비하는 긴 공구들은 더 낮은 소음 레벨들과 관련되지만, 다른 한편으로는 진동하기 쉬워 진다. 게다가, 큰 재료 비용들로 인해 그리고 큰 서비스 비용들로 인해 예컨대 마모된 절삭 인서트들을 교제하기 위하여, 또는 공구가 고체의 고속 스틸 공구인 경우 절삭 날들을 샤프닝 (sharpening) 하기 위하여 이러한 긴 공구들과 관련된 비용들이 높아 진다. 공구의 절삭 치형부들에 대한 불규칙적인 마모로부터 높은 서비스 비용들이 뒤따른다. 나선의 최전방 및 최후방 턴들의 절삭 치형부들은 공구의 중앙 섹션에 위치된 절삭 치형부들보다 더 적은 재료를 제거하고, 따라서 마모에 덜 민감하다. 마모된 절삭 인서트들의 교체 시에, 많은 수의 인서트들이 마모에 대해 검사될 필요가 있고, 또한 그러하지 않은 인서트들은 교체될 필요가 있다. 게다가, 기계 가공 동안 절삭 치형부들에 가해진 힘들이 더 큰 중앙 섹션이 단부 섹션들보다 더 빨리 마모되기 때문에, 공구 보디에 대한 마모는 불규칙하다. 이러한 이유를 위하여, 값비싼 공구 보디는 종종 단부 섹션들이 여전히 작동될지라도 중앙 섹션에 대한 마모로 인해 교체될 필요가 있다.
EP2662173 및 EP2537617 는 수개의 분리가능하게 상호 연결된 디스크 형상의 세그먼트들로부터 형성된 공구 보디를 포함하는 호브 절삭용 밀링 공구들을 개시하고, 각각의 세그먼트는 다수의 절삭 치형부들을 포함한다. 이러한 공구들을 이용하여, 공구 보디의 마모된 섹션들만 교체하는 것이 가능하고, 따라서 밀링 공구의 부품들의 수명을 연장하는 것이 가능하다. 하지만, 공구 또는 심지어 세그먼트 내의 절삭 치형부들에 대한 불규칙적인 마모가 갖는 문제는 계속된다. EP2662173 및 EP2537617 에 개시된 종류의 짧은 밀링 공구들은 특히 작업편의 황삭에 대해 전술한 단점과 관련된다.
본 발명은 전술한 문제점들을 극복하는 것과 작업편의 호브 절삭에 적합한 밀링 공구를 제공하는 것을 목표로 하고, 상기 밀링 공구는 불규칙적인 마모에 덜 민감하며, 이는 짧은 밀링 공구의 이점들을 긴 밀링 공구의 이점들 (예컨대, 더 낮은 소음) 과 결합시킨다. 그러므로, 본 발명의 주된 목적은 호브 절삭용 밀링 공구 및 이러한 밀링 공구용의 공구 보디를 제공하는 것이고, 이들은 호브 절삭을 위해 공지된 밀링 공구들 및 공구 보디들에 대하여 적어도 일부 개선된 양태로 존재한다. 다른 목적은 호브 절삭용 밀링 공구 및 이러한 밀링 공구용 공구 보디를 제공하는 것이고, 이들은 작업편의 황삭에 특히 적합하다.
본 발명의 제 1 양태에 따라, 이러한 목적들은 초기에 규정된 밀링 공구에 있어서, 상기 밀링 공구는:
- 주변 표면과 두 개의 대향 단부들을 구비하는 공구 보디로서, 상기 두 개의 대향 단부들 사이에 중앙 회전 축선이 연장하고, 공구 보디는 중앙 회전 축선을 중심으로 미리 정해진 회전 방향으로 회전가능한, 상기 공구 보디,
- 주변 표면으로부터 돌출하는 다수의 이격된 절삭 치형부들로서, 각각의 절삭 치형부는 절삭 날과 칩 표면을 포함하는, 상기 절삭 치형부들을 포함하고, 절삭 치형부들의 전방 단부 세트는 중앙 회전 축선과 동심인 가상 나선의 전방 단부 부분을 따라 배치되고, 상기 절삭 치형부들의 후방 단부 세트는 상기 나선의 인접한 후방 단부 부분을 따라 배치되고, 절삭 치형부들은 전방 단부 세트의 최전방 절삭 치형부로 시작하여 나선을 따라서 작업편과 연속적으로 맞물리도록 배치되고,
절삭 치형부들의 후방 단부 세트는 중앙 회전 축선으로부터 나선을 따라서 일정한 제 1 방사상 거리에 배치된 적어도 세 개의 나선을 따라서 인접한 절삭 치형부들을 포함하는 밀링 공구에 의해 달성된다. 밀링 공구는, 절삭 치형부들의 전방 단부 세트가 중앙 회전 축선으로부터 나선을 따라서 일정하지 않은 제 2 방사상 거리에 배치된 적어도 두 개의 나선을 따라서 인접한 절삭 치형부들을 포함하고, 제 2 방사상 거리가 제 1 방사상 거리보다 더 작고 최전방 절삭 치형부로부터 나선을 따라서 연속적으로 증가하는 것을 특징으로 한다.
따라서 밀링 공구는 절삭 치형부들의 두 개의 세트들과 형성되고, 상기 절삭 치형부들의 일 전방 단부 세트는 나선의 전방 단부 세트를 따라서 배치되고, 일 후방 단부 세트는 나선의 후방 단부 세트를 따라서 배치된다. 전방 단부 세트는 밀링 공구의 최전방 절삭 치형부를 포함하고, 후방 단부 세트는 밀링 공구의 최후방 절삭 치형부를 바람직하게는 포함한다. 나선의 전방 단부 부분을 따라서, 절삭 치형부들은 후방 단부 부분을 따르는 것보다 중앙 회전 축선으로부터 더 짧은 방사상 거리에 배치된다. 절삭 공구로부터 중앙 회전 축선까지의 방사상 거리는 본 명세서에서 중앙 회전 축선으로부터 가장 멀리 제거되는 절삭 날의 지점으로부터 방사상 방향으로 중앙 회전 축선까지의 거리로서 규정된다. 따라서, 이는 나선을 따라서 절삭 치형부들의 크기를 다양하게 함으로써 또는 동일한 크기의 절삭치형부들의 방사상 설치를 다양하게 함으로써 달성될 수 있다.
후방 단부 세트 이전에 작업편과 맞물리는 절삭 치형부들의 전방 단부 세트는 특히 작업편의 황삭에 대해 부드럽고 신속한 재료 제거를 보장한다. 전방 단부 세트의 절삭 치형부들의 수는 밀링 공구의 의도된 적용에 따라 나선의 두 개 내지 한개 이상의 완전한 턴을 변화시킬 수도 있다. 후방 단부 세트의 절삭 치형부들은 형성된 톱니들의 최종 형상을 제공하는 인벌류트 (involute) 로 형상화된 절삭 치형부로서 작용할 수도 있다. 후방 단부 세트의 더 많은 수의 절삭 치형부들은 일반적으로 톱니들의 더 정확한 형상화에 기여한다. 후방 단부 세트의 적은 수의 절삭 치형부들은 밀링 공구가 황삭에 대해서만 사용될 때 사용될 수도 있고, 상기 경우 다른 밀링 공구가 톱니들의 최종 성형에 대해 사용될 수도 있다.
중앙 회전 축선으로부터 연속적으로 증가하는 방사상 거리 덕분에, 절삭 깊이는 각각의 연속적인 절삭 치형부의 전방 단부 세트가 이전의 절삭 치형부보다 더 많은 재료들을 제거하도록 나선을 따라서 증가한다. 그러므로, 최전방 절삭 치형부들에 대한 힘은 중앙 회전 축선으로부터 동일한 방사상 거리에 배치된 절삭 치형부들을 모두 구비하는 짧은 밀링 공구들과 비교하여 상당히 감소되고, 따라서 더 높은 이송 속도를 허용하며, 이로 인해 더 효과적인 기계 가공 및 더 높은 생산성을 허용한다. 그러므로, 본 발명의 밀링 공구는 비교적 적은 절삭 치형부들과 함께 비교적 짧게 만들어질 수 있다. 이는 작업편의 코드 (chord) 를 가로질러 도달하는 긴 밀링 공구와 비교하여 기계 가공 시에 진동 레벨들뿐만 아니라 밀링 공구의 비용을 감소시킨다. 게다가, 절삭 치형부들의 전방 단부 세트의 배열체 덕분에, 밀링 공구는 모든 절삭 치형부들이 작업편의 기계 가공에서 더 균등하게 사용되도록 구성될 수 있다. 그러므로, 밀링 공구는 종래의 긴 밀링 공구보다 더 균등하게 마모된다.
본 발명의 일 실시형태에 따라, 제 2 방사상 거리는 나선을 따라서 각 절삭 치형부에 대해 거리 Δd 로 증가하고, Δd 는 최전방 절삭 치형부로부터 각 거리의 함수이다. 거리 Δd 는 적용에 따른 최전방 절삭 치형부로부터 각 거리의 선형 함수 또는 비선형 함수, 예컨대 지수 함수일 수도 있다.
본 발명의 일 실시형태에 따라, 거리 Δd 는 나선을 따라서 인접한 절삭 치형부들의 각각의 쌍에 대해 일정하거나 실질적으로 일정하다. 이 실시형태에서, 나선의 전방 단부 부분은 절단된 원추형 나선의 일부로서 형성될 수 있다. 절삭 깊이의 규칙적인 증가는 특정 적용들을 위하여 부드러운 기계 가공에 기여한다. 절단된 원추형 나선은 절단된 Archimedean 원추형 스파이럴로서 바람직하게는 형성된다. 이러한 특정 구성은 제 1 절삭 치형부들에 대한 작은 절삭 깊이로 인해 부드러운 기계 가공을 보장하고, 전체 절삭 깊이에 대해 나선을 따라서 연속적으로 증가한다.
본 발명의 일 실시형태에 따라, 거리 Δd 는 나선을 따라서 일정하지 않다. 거리 Δd 는 이러한 경우에 나선을 따라서 증가하거나 감소할 수 있다. 최전방 절삭 치형부들에 대해 방사상 거리의 큰 증가와 나선을 따라서 연속적으로 감소하는 거리 Δd 를 갖는 밀링 공구는 큰 직경들을 갖는 작업편들의 기계 가공에 일반적으로 더 적합하다.
본 발명의 일 실시형태에 따라, 제 2 방사상 거리는 나선을 따라서 각 절삭 공구에 대해
0.02h ≤Δd ≤ 0.1h ㎜
의 거리 Δd 로 증가하고, 여기서 h 는 후방 단부 세트의 절삭 치형부의 치형부 높이이다. 치형부 높이 h 는, 본 명세서에서, 절삭 치형부가 밀링 공구의 주변 표면으로부터 돌출하는, 공구의 방사상 거리에서 측정된 바와 같은 거리로서 규정된다. 또한, 치형부 높이 h 는 윤곽 높이로서 일반적으로 공지된다. 이 실시형태에서, 방사상 거리의 증가는, 모든 절삭 치형부들이 작업편의 기계 가공에서 사용된다는 것을 보장하기에 충분히 작지만, 여전히 절삭 깊이의 충분한 점진적 증가를 제공하기에 충분히 크다. 방사상 거리의 비교적 큰 증가, 즉 큰 Δd 는 비교적 큰 작업편들의 기계 가공에 대해 사용될 수 있는 반면, 더 작은 증가는 적은 수의 톱니들을 갖는 비교적 적은 작업편들의 기계 가공에 대해 바람직하다.
본 발명의 일 실시형태에 따라, 전방 단부 부분은 나선의 적어도 하나의 완전한 턴을 따라서 연장한다. 절삭 치형부들의 전방 단부 세트는 이 경우에 나선의 적어도 하나의 완전한 턴을 따라서 배치된다. 이는 연속적인 절삭 치형부들 사이의 방사상 거리의 상대적인 증가가 작아질 수 있기 때문에 부드러운 작업을 보장한다. 따라서, 이 실시형태에 따른 밀링 공구는 조용하고 황삭에 특히 적합하다. 또한, 각 잘삭 치형부에 대한 절삭 깊이의 상대적으로 적은 증가는 이송 속도를 증가시키는 것을 가능하게 하고, 더 효과적인 기계 가공을 허용하는 것을 가능하게 한다.
본 발명의 일 실시형태에 따라, 나선은 일정한 또는 실질적으로 일정한 축방향 피치를 가진다. 이는 기계 가공 프로세스의 높은 효율에 기여한다.
본 발명의 일 실시형태에 따라, 나선을 따라서 인접한 절삭 치형부들의 각각의 쌍 사이에서의 각 분리는 일정하거나 실질적으로 일정하다. 이러한 절삭 치형부들의 위치 결정은 톱니들의 기계 가공에서 높은 정확성에 기여한다. 이는 높은 정확성이 요구되는 인벌류트로 형상화된 절삭 치형부들로서 기능을 하는 치형부들의 후방 단부 세트에 대해 특히 유리하다.
본 발명의 일 실시형태에 따라, 후방 단부 세트의 모든 절삭 치형부들은 중앙 회전 축선으로부터 상기 일정한 제 1 방사상 거리에 배치된다. 이는 기능을 절충하지 않으면서 밀링 공구의 디자인을 간략화한다. 그러므로, 후방 단부 세트의 모든 절삭 치형부들이 기계 가공 작업에 대해 사용되기 때문에 밀링 공구의 효과는 이 실시형태에서 개선된다.
본 발명의 일 실시형태에 따라, 절삭 치형부들은 나선의 적어도 두 개의 완전한 턴들을 따라서 배치된다. 밀링 공구는 이 실시형태에서 작업편의 외부 호브 절삭에 특히 적합하다. 전방 단부 부분 및 후방 단부 부분의 상대적인 연장과 전방 단부 세트 및 후방 단부 세트 각각에 포함된 치형부들의 수는 다양해질 수 있다.
본 발명의 일 실시형태에 따라, 절삭 치형부들은 교체가능한 절삭 인서트들로서 구성된다. 따라서, 이 실시형태에서, 밀링 공구는 공구 보디 및 체결 수단에 의해 체결된 별개로 분리 가능한 절삭 인서트들을 포함한다. 이는 공구 보디보다 더 빨리 마모되는 절삭 인서트가 쉽게 교체될 수 있기 때문에 밀링 공구의 사용 기간을 연장시킨다. 또한, 상이한 절삭 인서트들의 사용을 밀링 공구 내의 상이한 위치들에 대해 가능하게 하거나, 상이한 절삭 인서트들의 사용을 상이한 적용들에 대해 가능하게 한다. 예를 들어, 최전방 절삭 인서트들은 특정 적용들에 대해 후방 단부 부분의 절삭 인서트들과는 상이한 형상을 가질 수 있다. 절삭 인서트들은 색인가능한 절삭 인서트들, 양면 절삭 인서트들 또는 단면 절삭 인서트들의 형태일 수도 있다.
본 발명의 추가의 실시형태에 따라, 상기 절삭 인서트들 모두는 동일하다. 절삭 인서트들의 제 1 단부 세트는, 본 명세서에서, 중앙 회전 축선에 가장 근접하게 탑재된 전방 단부 세트의 최전방 절삭 치형부와 함께, 후방 단부 세트의 절삭 인서트들보다 중앙 회전 축선에 더 근접하게 탑재된다. 따라서, 방사상 거리는 절삭 인서트들의 설치에 의해서만 바뀐다. 이는 밀링 공구의 마지막 사용자를 위해 절삭 인서트 탑재 및 교체 프로세스를 간략화한다.
본 발명의 제 2 양태에 따라, 본 발명은 기어 휠들 등의 원통형 톱니들을 갖거나 랙들을 갖는 작업편의 호브 절삭을 위해 형성된 밀링 공구용 공구 보디에 관한 것으로, 상기 공구 보디는:
- 주변 표면과 두 개의 대향 단부들로서, 상기 두 개의 대향 단부들 사이에서 중앙 회전 축선이 연장하고, 공구 보디는 중앙 회전 축선을 중심으로 미리 정해진 회전 방향으로 회전가능한, 상기 주변 표면과 두 개의 대향 단부들,
- 주변 표면에 배치된 다수의 이격된 인서트 시트들을 포함하고, 상기 인서트 시트들의 전방 단부 세트는 중앙 회전 축선과 동심인 가상 나선의 전방 단부 부분을 따라서 배치되고, 상기 인서트 시트들의 후방 단부 세트는 상기 나선의 인접한 후방 단부 부분을 따라서 배치되고, 각각의 인서트 시트는 절삭 인서트를 수용하기 위해 배치되어서, 절삭 인서트들이, 탑재 시에, 전방 단부 세트의 최전방 인서트 시트에 탑재된 절삭 인서트 시트로 시작하여 나선을 따라서 연속적으로 상기 작업편 (30) 와 맞물리도록 배치되고,
각각의 인서트 시트는 방사상 거리에서 각각의 절삭 인서트를 고정하기 위한 스토핑 수단을 포함하고,
인서트 시트들의 후방 단부 세트는 중앙 회전 축선으로부터 나선을 따라서 일정한 제 1 방사상 거리에 배치된 각각의 스토핑 수단을 구비하는 적어도 세 개의 나선을 따르는 인접한 인서트 시트들을 포함한다. 공구 보디는, 인서트 시트들의 전방 단부 세트가 중앙 회전 축선으로부터 나선을 따라서 일정하지 않은 제 2 방사상 거리에 배치된 각각의 스토핑 수단을 구비하는 적어도 두 개의 나선을 따르는 인접한 인서트 시트들을 포함하고, 제 2 방사상 거리는 제 1 방사상 거리보다 더 작고 최전방 인서트 시트로부터 나선을 따라서 연속적으로 증가하는 것을 특징으로 한다.
이러한 공구 보디는 본 명세서에 개시된 실시형태들 중 어느 하나에 따른 밀링 공구에서 사용하기 위해 구성된다. 따라서 이러한 공구 보디와 관련된 이점들은 전술한 이점들에 상응한다. 방사상 방향으로 절삭 인서트들을 고정하기 위해 사용된 스토핑 수단은 스토핑 표면의 형태로 있을 수도 있고, 상기의 경우에 스토핑 표면은 공구 보디의 방사상 방향에 대해 바람직하게는 법선이고 중앙 회전 축선과 평행하게 연장한다. 다른 대안은 수형 또는 암형 스토핑 부재의 형태로 스토핑 수단을 사용하는 것이고, 이는 예를 들어 EP2487000 에서 개시되는 CoroTurn TR iLock system 에서 사용되는 것과 같은 절삭 인서트의 상응하는 부재와의 맞물림을 위해 형성된다.
본 발명의 이러한 제 2 양태의 일 실시형태에 따라, 제 2 방사상 거리는 나선을 따라서 각 인서트 시트에 대해 거리 ㅿd 로 증가하고, ㅿd 는 최전방 인서트 시트로부터 각 거리의 함수이다.
본 발명의 제 2 양태의 일 실시형태에 따라, ㅿd 는 나선을 따라서 인접한 인서트 시트들의 각각의 쌍에 대해 일정하거나 실질적으로 일정하다. 나선의 전방 단부 부분은 이 경우에 절단된 원추형 나선의 일부로서 형성될 수도 있다. 절단된 원추형 나선은 절단된 Archimedean 원추형 스파이럴로서 바람직하게는 형성된다.
본 발명의 제 2 양태의 일 실시형태에 따라, 거리 ㅿd 는 나선을 따라서 일정하지 않다.
본 발명의 제 2 양태의 일 실시형태에 따라, 나선의 전방 단부 부분은 나선의 적어도 하나의 완전한 턴을 따라서 연장한다.
본 발명의 제 2 양태의 일 실시형태에 따라, 나선은 일정하거나 실질적으로 일정한 축방향 피치를 갖는다.
본 발명의 일 실시형태에 따라, 나선을 따라서 인접한 인서트 시트들의 각각의 쌍 사이에서의 각 분리는 일정하거나 실질적을 일정하다.
본 발명의 일 실시형태에 따라, 후방 단부 세트의 모든 인서트 시트들은 중앙 회전 축선으로부터 일정한 제 1 방사상 거리에 배치된 스토핑 수단을 갖는다.
본 발명에 따른 공구 보디의 추가의 실시형태에 따라, 인서트 시트들은 나선의 적어도 두 개의 완전한 턴들을 따라서 배치된다.
공구 보디의 전술한 실시형태들과 관련된 이점들은 상응하는 밀링 공구에 대해 전술한 이점들에 상응한다.
본 발명의 제 2 양태의 다른 실시형태에 따라, 공구 보디는 적어도 두 개의 분리 가능하게 상호 연결되는 디스크 형상의 세그먼트들을 포함하고, 각각의 세그먼트는 중앙 회전 축선에 수직하게 연장하는 두 개의 대향 평면-평행 단부 표면들을 갖는 허브 부재, 적어도 두 개의 이격된 절삭 인서트들을 수용하기 위해 구성된 주변 캠, 및 이웃하는 세그먼트와 함께 세그먼트를 상호 연결하기 위한 상호 연결 수단을 포함한다. 이러한 세그먼트된 공구 보디의 세그먼트들을 상호 연결하기 위한 상호 연결 수단은 EP2662173 및 EP2537617 에 개시되어 있다. 이 실시형태에서, 공구 보디의 하나 이상의 세그먼트 또는 세그먼트들은 절삭 치형부들의 전방 단부 세트를 포함할 수 있는 동안에, 다른 세그먼트 또는 세그먼트들은 치형부의 후방 단부 세트를 포함할 수 있다. 따라서, 공구의 구성은 기계 가공 적용에 따라 쉽게 수정될 수도 있다.
본 발명의 제 3 양태에 따라, 본 발명은 전술한 공구 보디의 세트먼트에 관한 것으로, 상기 세그먼트가 인서트 시트들의 상기 전방 단부 세트의 적어도 일부를 포함하는 것을 특징으로 한다. 하나 이상의 이러한 세그먼트들은, 세그먼트들의 디자인에 따라, 인서트 시트들의 후방 단부 세트의 적어도 일부를 각각 포함하는 하나 이상의 다른 세그먼트 또는 세그먼트들과 결합될 수도 있다. 매우 다용도의 공구는 본 발명에 따른 세그먼트를 이용하여 달성될 수도 있다.
본 발명의 바람직한 실시형태들은 첨부된 도면들을 참조하여 이하에서 설명될 것이다. 도면들에서, 동일한 참조 표시들은 동일하거나 상응하는 구성 요소들에 대해 사용된다.
도 1 은 작업편과 함께 본 발명의 제 1 실시형태에 따른 밀링 공구의 사시도를 개략적으로 도시한다.
도 2 는 작업편과 맞물린 도 1 의 밀링 공구의 측면도를 도시한다.
도 3 은 작업편과 맞물리기 전의 도 1 의 밀링 공구의 단면도를 도시한다.
도 4 는 도 1 의 밀링 공구의 사시도를 도시한다.
도 5 는 도 1 의 밀링 공구의 측면도를 도시한다.
도 6 은 도 1 의 밀링 공구의 상면도를 도시한다.
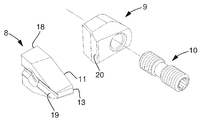
도 7 은 도 1 의 밀링 공구에서 사용된 밀링 인서트 및 체결 수단의 사시도를 도시한다.
도 8 은 본 발명의 실시형태에 따른 공구 보디의 단면도를 도시한다.
도 9 는 본 발명의 제 2 실시형태에 따른 밀링 공구의 사시도를 개략적으로 도시한다.
도 2 는 작업편과 맞물린 도 1 의 밀링 공구의 측면도를 도시한다.
도 3 은 작업편과 맞물리기 전의 도 1 의 밀링 공구의 단면도를 도시한다.
도 4 는 도 1 의 밀링 공구의 사시도를 도시한다.
도 5 는 도 1 의 밀링 공구의 측면도를 도시한다.
도 6 은 도 1 의 밀링 공구의 상면도를 도시한다.
도 7 은 도 1 의 밀링 공구에서 사용된 밀링 인서트 및 체결 수단의 사시도를 도시한다.
도 8 은 본 발명의 실시형태에 따른 공구 보디의 단면도를 도시한다.
도 9 는 본 발명의 제 2 실시형태에 따른 밀링 공구의 사시도를 개략적으로 도시한다.
도 1 내지 도 6 은 본 발명의 제 1 실시형태에 따른 밀링 공구 (1) 를 개략적으로 도시하고, 상기 밀링 공구 (1) 는 이른바 호브 가공에 의하여 작업편 (30) 에서 외부 원통형 톱니들을 형성하기 위해 구성된다. 밀링 공구 (1) 는 밀링 머신 또는 멀티 작업 머신의 공구 스핀들 (2) 에 고정되고, 중앙 회전 축선 (C1) 을 중심으로 회전 방향 (R1) 으로 회전가능하다. 작업편 (30) 은 작업편 스핀들 (31) 에 고정되고, 중앙 회전 축선 (C2) 을 중심으로 회전 방향 (R2) 으로 회전가능하며, 이는 밀링 공구 (1) 및 작업편 (30) 이 웜 드라이브 (worm drive) 의 웜 및 웜 기어로서 각각 회전하게 한다. 밀링 공구 (1) 는 작업편 (30) 의 중앙 회전 축선 (C2) 과 평행한 이동 방향 (Z) 으로 작업편 (30) 에 대하여 이동가능하다. 명확성을 위해, 작업편 (30) 은 본 명세서에서 마감된 톱니들로, 즉 마감된 기계화 상태로 도시된다.
도 4 에 도시된 바와 같이, 밀링 공구는 두 개의 단부들, 이 실시형태에서는 공구 스핀들 (2) 에 고정되는 Coromant Capto® 부품의 형태로 고정 부재 (5) 를 구비하는 고정 단부 (4) 및 대향하는 외측 단부 (6) 를 갖는 공구 보디 (3) 를 포함한다. 주변 표면 (7) 은 외측 단부 (6) 와 고정 단부 (4) 사이의 중앙 회전 축선 (C1) 을 중심으로 연장한다. 다수의 이격된 절삭 치형부들은 공구 보디 (3) 에서 스크류들 (10) 로 체결된 클램프들 (9) 에 의해 공구 보디 (3) 의 인서트 시트들 (14) 에 단단하게 탑재된 동일한 절삭 인서트들 (8) 의 형태로 배치된다. 도 7 에서 훨씬 더 상세하게 도시된 각각의 절삭 인서트 (8) 는 절삭 날 (11) 및 칩 표면 (12) 을 포함하고, 상기 칩 표면 (12) 은 밀링 공구 (1) 의 회전 방향 (R1) 으로 보여지는 바와 같이 전방으로 향한다. 절삭 인서트들 (8) 은 리드 각 (β) 을 갖는 가상 나선의 두 개의 턴들을 따라서 탑재되고, 최전방 절삭 인서트 (8a) 로 시작하여 나선을 따라서 연속적으로 맞물리도록 배치된다. 본 명세서에서 리드 각 (β) 은 2.9°이지만, 밀링 공구의 직경에 따라 0.5°내지 10°사이에서, 더 구체적으로는 1°내지 5°사이에서 통상적으로 변할 수도 있고, 큰 직경들을 갖는 공구들은 비교적 작은 리드 각들로 통상적으로 구성된다. 나선을 따라서 두 개의 인접한 절삭 인서트들 (8) 사이의 거리는 인접한 절삭 인서트들 (8) 의 각각의 쌍에 대해 동등하고, 따라서 두 개의 인접한 절삭 인서트들 (8) 사이의 각 분리 (α) 에 대해 또한 동등하다. 각 분리 (α) 는 본 명세서에서 40°이지만, 18°내지 60°사이에서 변할 수도 있다. 도시된 실시형태에서, 밀링 공구 (1) 는 우선 리드으로 구성되고 스퍼 기어들 및 우선의 나선 기어들의 외부 호브 절삭에 적합하다.
절삭 인서트들 (8) 은 본 명세서에서 8 개의 절삭 인서트들 (8a ~ 8h) 을 포함하는 전방 단부 세트와 본 명세서에서 10 개의 절삭 인서트들 (8i) 을 포함하는 후방 단부 세트로서 배치된다. 전방 단부 세트의 절삭 인서트들 (8a ~ 8h) 은 중앙 회전 축선 (C1) 과 동심인 가상 나선의 전방 단부 부분을 따라서 배치된다. 전방 단부 부분은 본 명세서에서 절삭 인서트 (8a) 를 포함하는 나선의 일부로서 규정되고, 상기 절삭 인서트 (8a) 는 작업편 (30) 과 먼저 맞물린다. 밀링 공구 (1) 가 우선 리드으로 구성되는 도시된 실시형태에서, 나선의 전방 단부 부분은 공구 보디 (3) 의 외측 단부 (6) 에 가장 근접한 부분이다. 전방 단부 세트의 최전방 절삭 인서트 (8a) 로부터 전방 단부 세트의 마지막 절삭 인서트 (8h) 까지의 각 거리는 본 명세서에서 280°이다. 후방 단부 세트의 절삭 인서트들 (8i) 은 전방 단부 부분에 인접한 나선의 후방 단부 부분을 따라서 배치된다. 본 명세서에서, 절삭 인서트들 (8i) 의 후방 단부 세트는 전방 단부 세트의 최전방 절삭 인서트 (8a) 로부터 320°의 각 거리에서 개시한다. 후방 단부 세트의 절삭 인서트들 (8i) 은 중앙 회전 축선 (C1) 으로부터 제 1 방사상 거리 (r1) 에 모두 배치되고, 방사상 거리는 중앙 회전 축선 (C1) 으로부터 절삭 날 (11) 의 최외측 부분 (13) 까지의 거리로서 규정된다. 제 1 방사상 거리 (r1) 는 나선을 따라서 일정하여서, 절삭 인서트들 (8i) 모두는 중앙 회전 축선 (C1) 으로부터 동일한 거리에 각각의 절삭 날들 (11) 과 함께 배치된다.
전방 단부 세트의 절삭 인서트들 (8a ~ 8h) 은 중앙 회전 축선 (C1) 으로부터 나선을 따라서 일정하지 않은 제 2 방사상 거리 (r2) 에서 배치된다. 도 6 에서 스파이럴 라인으로서 표시된 제 2 방사상 거리 (r2) 는 제 1 방사상 거리 (r1) 보다 더 작고, 최전방 절삭 인서트 (8a) 로부터 나선을 따라서 연속적으로 증가한다. 도시된 실시형태에서, 나선의 전방 단부 부분은 절단된 원추형 나선으로서, 더 구체적으로는 절단된 Archimedean 원추형 스파이럴으로서 형성되고, 나선은 밀링 공구 (1) 의 외측 단부 (6) 에서 절단된다. 밀링 공구 (1) 는 본 명세서에서 90㎜ 의 직경 (φ) 을 가지고 제 1 방사상 거리 (r1) 는 따라서 45㎜ 이다. 제 2 방사상 거리 (r2) 는 전방 단부 세트의 최전방 절삭 인서트 (8a) 에 대한 38.6㎜ 로부터 마지막 절삭 인서트 (8h) 에 대한 44.2㎜ 까지 각 절삭 인서트 (8a ~ 8h) 에 대해 일정한 거리 (Δd=0.8㎜) 로 서서히 증가한다. 도 5 에 도시된 바와 같이, 후방 단부 세트의 절삭 인서트들 (8i) 은, 절삭 치형부가 밀링 공구 (1) 의 주변 표면 (7) 으로부터 돌출하는, 공구의 방사상 방향으로 측정된 바와 같은 본 명세서에서 거리로서 규정되는 9.8㎜ 의 치형부 높이 (h) 를 가진다. 따라서, 이 실시형태에서 Δd=0.08h 이다.
절삭 인서트들이 탑재되지 않은 공구 보디 (3) 가 도 8 에 도시된다. 공구 보디 (3) 는 중앙 회전 축선 (C1) 과 동심인 가상 나선을 따라서 주변 표면 (7) 에 배치되는 다수의 이격된 인서트 시트들 (14) 을 포함한다. 상기 인서트 시트들 (14) 의 전방 단부 세트는 본 명세서에서 나선의 전방 단부 부분을 따라서 배치된 8 개의 인서트 시트들 (14a ~ 14h) 을 포함하고, 상기 인서트 시트들 (14) 의 후방 단부 세트는 본 명세서에서 상기 나선의 인접한 후방 단부 부분을 따라서 배치된 인서트 시트들 (14i) 을 포함한다. 각각의 인서트 시트 (14) 는 절삭 인서트 (8) 를 수용하도록 배치되어서, 절삭 인서트들 (8) 은, 탑재 시에, 전방 단부 세트의 최전방 인서트 시트 (14a) 에 탑재된 절삭 인서트 (8a) 로 시작하는 나선을 따라서 작업편 (30) 과 연속적으로 맞물리도록 배치된다.
각각의 인서트 시트 (14) 는 인서트 시트 (14) 에 탑재된 절삭 인서트 (8) 가 중앙 회전 축선 (C1) 을 향해 공구 보디 (3) 의 방사상 방향으로 이동하는 것을 방지하기 위해 스토핑 표면 (15) 의 형태로 스토핑 수단을 포함한다. 스토핑 표면 (15) 은 이러한 목적을 위해 공구 보디 (3) 의 방사상 방향에 대해 법선 (normal) 으로 배치되고 중앙 회전 축선 (C1) 과 평행하게 연장한다. 각각의 스토핑 표면 (15) 은 주변 표면 (7) 보다 중앙 회전 축선 (C1) 에 더 근접하게 배치되어서, 절삭 인서트 (8) 를 수용하기 위해 공구 보디 (3) 에 포켓이 형성된다. 후방 단부 세트의 인서트 시트들 (14i) 은 중앙 회전 축선 (C1) 으로부터 제 1 방사상 거리 (r3) 에 배치된 각각의 스토핑 표면들 (15i) 을 구비하고, 상기 제 1 방사상 거리 (r3) 는 나선을 따라서 일정하다. 따라서, 후방 단부 세트의 모든 스토핑 표면들 (15i) 은 중앙 회전 축선 (C1) 으로부터 동일한 거리에 배치된다.
전방 단부 세트의 인서트 시트들 (14a ~ 14h) 은 도 8 에서 스파이럴 라인으로 도시된, 중앙 회전 축선 (C1) 으로부터의 나선을 따라서 일정하지 않은 제 2 방사상 거리 (r4) 에 배치된 각각의 스토핑 표면들 (15a ~ 15h) 을 구비한다. 제 2 방사상 거리 (r4) 는 제 1 방사상 거리 (r3) 보다 더 작고, 최전방 인서트 시트 (14a) 로부터 나선을 따라서 연속적으로 증가한다. 도시된 실시형태에서, 나선의 전방 단부 부분은 절단된 원추형 나선으로서, 더 구체적으로는 절단된 Archimedean 원추형 스파이럴로서 형성된다. 도시된 실시형태에서, 각 인서트 시트 (14a ~ 14h) 에 대한 방사상 거리의 증가는 밀링 공구 (1) 에 대해 전술한 바와 같이 각 절삭 인서트 (8a ~ 8h) 에 대한 방사상 거리의 증가에 상응한다. 즉, 현재 실시형태에서 공구 보디 (3) 를 포함하는 밀링 공구 (1) 의 방사상 거리 (r2) 는 공구 보디 (3) 의 방사상 거리 (r4) 의 변함함에 의해 변하게 된다.
각각의 인서트 시트 (14) 는 공구 보디 (3) 의 주변 표면 (7) 으로부터 돌출하고 절삭 인서트 (8) 의 뒤에서 지지 구조체를 회전적으로 형성하는 돌기 (16) 를 추가로 포함한다. 돌기 (16) 에는, 잠금 리지 (17) 가 형성된다.
도 7 은 도시된 실시형태에 따라 밀링 공구 (1) 에서 사용된 절삭 인서트 (8), 클램프 (9) 및 스크류 (10) 를 도시한다. 절삭 인서트 (8) 는 이 실시형태에서 단면 절삭 인서트로서 형성된다. 절삭 인서트 (8) 는 공구 보디 (3) 의 방사상 스토핑 표면 (15) 에 기초하기 위한 지지 표면 (18) 을 포함한다. 그루브 (19) 는 잠금 리지 (17) 와의 맞물림을 위해 형성된다. 절삭 인서트 (8) 는 클램프 (9) 및 스크류 (10) 에 의해 인서트 시트 (14) 에 고정된다. 탑재 시에, 클램프 (9) 의 가압 표면 (20) 는 절삭 인서트 (8) 의 칩 표면 (12) 의 연장에 대항하여 가압하고, 이로 인해 인서트 시트 (14) 에 고정된다. 절삭 인서트는, 탑재 시에, 작업편 (30) 과의 맞물림을 절단하기 위해 공구 보디 (3) 로부터 돌기 (16) 를 지나서 방사상으로 돌출한다.
도 1 내지 도 3 에 도시된 바와 같이, 기계 가공 프로세스에서, 밀링 공구 (1) 는 회전 방향 (R1) 으로 고속으로 회전하도록 설정된다. 작업편 (30) 은 회전 방향 (R2) 으로 상당하게 더 낮은 속도로 회전하도록 설정되고, 이는 밀링 공구 (1) 가 잡업편 (30) 을 최전방 절삭 인서트 (8a) 와 먼저 맞물리게 한 후, 절삭 인서트 (8b) 등과 맞물리게 선택되었다. 이로 인해, 각각의 절삭 인서트 (8) 는 작업편 (30) 으로부터 재료를 제거한다. 스퍼 기어의 밀링을 위하여, 밀링 공구 (1) 의 중앙 회전 축선 (C1) 이 나선의 리드 각 (β) 에 상응하는 각도로 작업편 (30) 의 회전 방향 (R2) 에 대해 틸팅된다. 밀링 공구 (30) 는 작업편 (30) 에 대해 방향 (Z) 으로 이송되고, 톱니들은 이로 인해 작업편에 형성된다. 절삭 인서트들 (8i) 의 후방 단부 세트들 보다 이전에 작업편 (30) 과 맞물리는 절삭 인서트들 (8a ~ 8h) 의 전방 단부 세트는 톱니들의 황삭 및 예비 성형 (preforming) 을 실시한다. 후방 단부 세트의 절삭 인서트들 (8i) 은 톱니들이 최종 인벌류트 형상을 갖게 한다.
도 9 는 본 발명의 제 2 실시형태에 따른 밀링 공구 (1) 를 개략적으로 도시한다. 밀링 공구 (1) 는 이 실시형태에서 단지 밀링 공구가 좌선 리드으로 구성된다는 점에서 제 1 실시형태의 밀링 공구 (1) 와 상이하다. 이로 인해, 중앙 회전 축선 (C1) 으로부터 최소 방사상 거리에 위치된 최전방 절삭 인서트 (8a) 는 밀링 공구 (1) 의 고정 단부 (4) 에 가장 근접하게 위치된다. 후방 단부 세트의 절삭 인서트들 (8i) 은 밀링 공구 (1) 의 외측 단부 (6) 에 근접하게 위치된다. 사용 시에, 밀링 공구 (1) 가 맞물리기 위한 작업편의 회전 방향은, 최전방 절삭 인서트 (8a) 가 작업편과 먼저 맞물리게 되어야 한다. 제 1 실시형태와 비교해 볼 때, 작업편의 회전은 역전되어야 한다. 밀링 공구 (1) 는 이 실시형태에서 스퍼 기어들의 호브 절삭에 적합하고, 이 경우 밀링 공구는 좌선의 나선 기어들 및 작업편의 회전 방향에 대해 틸팅되어야 한다.
본 발명은 개시된 실시형태들에 제한되지 않고, 이하의 청구항들의 범위 내에서 변하게 되고 수정될 수도 있다. 예를 들어, EP2487000 에 개시된 종류의 색인가능한 절삭 인서트들과 같은 다른 종류의 절삭 인서트들이 사용될 수도 있다. 또한, 스크류들과 같은 절삭 인서트들을 체결하는 다른 수단들이 사용될 수도 있다. 또한, 절삭 인서트들의 디자인에 의해 적어도 부분적으로 제 2 방사상 거리 (r2) 를 변하게 하는 것이 가능하다. 예를 들어, 절삭 인서트들의 전방 단부 세트의 적어도 일부는 절삭 인서트들의 나머지보다 더 작아질 수도 있고, 그리고/또는 더 큰 곡률 반경을 갖는 절삭 날을 구비할 수도 있다.
또한, 전방 단부 세트에서뿐만 아니라 후방 단부 세트에서 절삭 치형부들의 수, 공구의 직경, 및 나선의 각 턴에 대한 절삭 치형부들의 수를 변하게 하는 것이 가능하다. 나선을 따라서 인접한 절삭 치형부들 사이의, 또는 공구 보디의 경우에 나선을 따라서 인접한 인서트 시트들 사이의 전방 단부 세트 내에서 제 2 방사상 거리의 증가는 나선을 따라서 동등해질 필요가 없으며, 나선을 따라서 변할 수도 있다.
물론, 밀링 공구는 솔레노이드 고속 스틸 공구와 같은 공구 보디와 통합된 교체불가능한 절삭 치형부들을 구비하는 밀링 공구의 형태로 또한 있을 수도 있다. 그러한 경우에, 절삭 치형부들의 전방 단부 세트 내에서 일정하지 않은 제 2 방사상 거리는 공구의 주변 표면에 대해 절삭 치형부들의 설치에 의해 또는 절삭 치형부들의 디자인에 의해 변할 수도 있다.
전술한 밀링 공구는 단일 나사 구비 밀링 공구, 즉 단일 나선 라인을 따라서 배치된 절삭 치형부들을 구비하는 밀링 공구의 형태로 있다. 하지만, 이중 나사 구비 또는 심지어 삼중 나사 구비 밀링 공구로서 본 발명에 따른 밀링 공구를 구성하는 것이 또한 가능하고, 상기 경우 밀링 공구의 리드 각은 상응하는 단일 나사 구비 밀링 공구와 비교하여 증가된다.
또한, 밀링 공구는, EP2662173 및 EP2537617 에서 개시된 것과 같은 밀링 공구의 양 단부들에서 지지체를 제공하기 위하여 밀링 공구의 외측 단부에서 밀링 공구를 예컨대 베어링 브래킷 (bearing bracket) 에 연결하기 위한 수단을 포함한다.
1
밀링 공구
2
공구 스핀들
3 공구 보디 4 고정 단부
5 고정 부재 6 외측 단부
7 주변 표면 8 절삭 인서트
9 클램프 10 스크류
11 절삭 날 12 칩 표면
13 절삭 날의 최외측 부분 14 인서트 시트
15 스토핑 표면 16 돌기
17 잠금 리지 18 지지 표면
19 그루브 20 가압 표면
30 작업편 31 작업편 스핀들
C1 공구의 중앙 회전 축선 C2 작업편의 중앙 회전 축선
R1 공구의 회전 방향 R2 작업편의 회전 방향
Z 이동 방향 α 각 분리
β 리드 각 φ 공구 직경
r1 공구의 제 1 방사상 거리 r2 공구의 제 2 방사상 거리
r3 공구 보디의 제 1 방사상 거리 r4 공구 보디의 제 2 방사상 거리
h 치형부 높이
3 공구 보디 4 고정 단부
5 고정 부재 6 외측 단부
7 주변 표면 8 절삭 인서트
9 클램프 10 스크류
11 절삭 날 12 칩 표면
13 절삭 날의 최외측 부분 14 인서트 시트
15 스토핑 표면 16 돌기
17 잠금 리지 18 지지 표면
19 그루브 20 가압 표면
30 작업편 31 작업편 스핀들
C1 공구의 중앙 회전 축선 C2 작업편의 중앙 회전 축선
R1 공구의 회전 방향 R2 작업편의 회전 방향
Z 이동 방향 α 각 분리
β 리드 각 φ 공구 직경
r1 공구의 제 1 방사상 거리 r2 공구의 제 2 방사상 거리
r3 공구 보디의 제 1 방사상 거리 r4 공구 보디의 제 2 방사상 거리
h 치형부 높이
Claims (17)
- 기어 휠들 등의 원통형 톱니들 (cogs) 을 구비하거나 랙들 (racks) 을 구비하는 작업편 (30) 의 호브 절삭 (hobbing) 을 위해 형성된 밀링 공구 (1) 로서,
상기 밀링 공구 (1) 는:
- 주변 표면 (7) 및 두 개의 대향 단부들 (4, 6) 을 구비하는 공구 보디 (3) 로서, 상기 두 개의 대향 단부들 (4, 6) 사이에서 중앙 회전 축선 (C1) 이 연장하고, 상기 공구 보디 (3) 는 상기 중앙 회전 축선 (C1) 을 중심으로 미리 정해진 회전 방향 (R1) 으로 회전가능한, 상기 공구 보디 (3),
- 상기 주변 표면으로부터 돌출하는 다수의 이격된 절삭 치형부들 (8) 로서, 각각의 절삭 치형부 (8) 는 절삭 날 (11) 과 칩 표면 (12) 을 포함하는, 상기 다수의 이격된 절삭 치형부들 (8)
을 포함하고,
상기 절삭 치형부들 (8a ~ 8h) 의 전방 단부 세트는 상기 중앙 회전 축선 (C1) 과 동심인 가상 나선의 전방 단부 부분을 따라서 배치되고, 상기 절삭 치형부들 (8i) 의 후방 단부 세트는 상기 나선의 인접한 후방 단부 부분을 따라서 배치되고, 상기 절삭 치형부들 (8) 은 상기 전방 단부 세트의 최전방 절삭 치형부 (8a) 로 시작하여 상기 나선을 따라서 작업편과 연속적으로 맞물리도록 배치되고,
상기 절삭 치형부들 (8i) 의 후방 단부 세트는 상기 중앙 회전 축선 (C1) 으로부터 상기 나선을 따라서 일정한 제 1 방사상 거리 (an along the helix constant first radial distance; r1) 에 배치된 적어도 세 개의 나선을 따라서 인접한 절삭 치형부들 (8i) 을 포함하고,
상기 절삭 치형부들 (8a ~ 8h) 의 전방 단부 세트는 상기 중앙 회전 축선 (C1) 으로부터 상기 나선을 따라서 일정하지 않은 제 2 방사상 거리 (an along the helix non-constant second radial distance; r2) 에 배치된 적어도 두 개의 상기 나선을 따라서 인접한 절삭 치형부들 (8a ~ 8h) 을 포함하고,
상기 제 2 방사상 거리 (r2) 는 상기 제 1 방사상 거리 (r1) 보다 더 작고 최전방 절삭 치형부 (8a) 로부터 상기 나선을 따라서 연속적으로 증가하는 것을 특징으로 하는, 밀링 공구. - 제 1 항에 있어서,
상기 제 2 방사상 거리 (r2) 는 상기 나선을 따라서 각 절삭 치형부 (8a ~ 8h) 에 대해 거리 Δd 로 증가하고, 여기서 Δd 는 상기 최전방 절삭 치형부 (8a) 로부터의 각 (angular) 거리의 함수인 것을 특징으로 하는, 밀링 공구. - 제 2 항에 있어서,
상기 거리 Δd 는 상기 나선을 따라서 인접한 절삭 치형부들 (8a ~ 8h) 의 각각의 쌍에 대해 일정하거나 실질적으로 일정한 것을 특징으로 하는, 밀링 공구. - 제 2 항에 있어서,
상기 거리 Δd 는 상기 나선을 따라서 일정하지 않은 것을 특징으로 하는, 밀링 공구. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 제 2 방사상 거리 (r2) 는 상기 나선을 따라서 각 절삭 치형부에 대해
0.02h ≤ Δd ≤ 0.1h ㎜
의 거리 Δd 로 증가하고, 여기서 h 는 상기 후방 단부 세트의 절삭 치형부 (8i) 의 치형부 높이인 것을 특징으로 하는, 밀링 공구. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 전방 단부 부분은 상기 나선의 적어도 하나의 완전한 턴 (turn) 을 따라서 연장하는 것을 특징으로 하는, 밀링 공구. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 나선은 일정한 또는 실질적으로 일정한 축방향 피치를 갖는 것을 특징으로 하는, 밀링 공구. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 나선을 따라서 인접한 절삭 치형부들 (8) 의 각각의 쌍 사이에서의 각 (angular) 분리는 일정하거나 실질적으로 일정한 것을 특징으로 하는, 밀링 공구. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 후방 단부 세트의 모든 절삭 치형부들 (8i) 은 상기 중앙 회전 축선 (C1) 으로부터 상기 일정한 제 1 방사상 거리 (r1) 에 배치되는 것을 특징으로 하는, 밀링 공구. - 제 1 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 절삭 치형부들 (8) 은 상기 나선의 적어도 두 개의 완전한 턴들을 따라서 배치되는 것을 특징으로 하는, 밀링 공구. - 제 1 항 내지 제 10 항 중 어느 한 항에 있어서,
상기 절삭 치형부들 (8) 은 교체가능한 절삭 인서트들 (8) 로서 구성되는 것을 특징으로 하는, 밀링 공구. - 제 11 항에 있어서,
상기 절삭 인서트들 (8) 모두는 동일한 것을 특징으로 하는, 밀링 공구. - 기어 휠들 등의 원통형 톱니들을 구비하거나 랙들을 구비하는 작업편 (30) 의 호브 절삭을 위해 형성된 밀링 공구 (10) 용 공구 보디 (3) 로서,
상기 공구 보디 (3) 는:
- 주변 표면 (7) 및 두 개의 대향 단부들 (4, 6) 로서, 상기 두 개의 대향 단부들 (4, 6) 사이에서 중앙 회전 축선 (C1) 이 연장하고, 상기 공구 보디 (3) 는 상기 중앙 회전 축선 (C1) 을 중심으로 미리 정해진 회전 방향 (R1) 으로 회전가능한, 상기 주변 표면 (7) 및 두 개의 대향 단부들 (4, 6),
- 상기 주변 표면 (7) 내에 배치된 다수의 이격된 인서트 시트들 (14)
을 포함하고,
상기 인서트 시트들 (14a ~ 14h) 의 전방 단부 세트는 상기 중앙 회전 축선 (C1) 과 동심인 가상 나선의 전방 단부 부분을 따라서 배치되고, 상기 인서트 시트들 (14i) 의 후방 단부 세트는 상기 나선의 인접한 후방 단부 부분을 따라서 배치되고, 각각의 인서트 시트 (14) 는 상기 절삭 인서트 (8) 를 수용하도록 배치되어서, 절삭 인서트들 (8) 이, 탑재 시에, 상기 전방 단부 세트의 최전방 인서트 시트 (14a) 내에 탑재된 상기 절삭 인서트 시트 (8a) 로 시작하여 상기 나선을 따라서 상기 작업편 (30) 에 연속적으로 맞물리도록 배치되고,
각각의 인서트 시트 (14) 는 방사상 방향으로 각각의 상기 절삭 인서트 (8) 를 고정하기 위한 스토핑 수단 (15; stopping means) 을 포함하고,
상기 인서트 시트들 (14i) 의 후방 단부 세트는 상기 중앙 회전 축선 (C1) 으로부터 상기 나선을 따라서 일정한 제 1 방사상 거리 (r3) 에 배치된 각각의 스토핑 수단 (15i) 을 구비하는 적어도 세 개의 나선을 따라서 인접한 인서트 시트들 (14i) 을 포함하고,
상기 인서트 시트들 (14a ~ 14b) 의 전방 단부 세트는 상기 중앙 회전 축선 (C1) 으로부터 상기 나선을 따라서 일정하지 않은 제 2 방사상 거리 (r4) 에 배치된 각각의 스토핑 수단 (15a ~ 15h) 을 구비하는 적어도 두 개의 나선을 따라서 인접한 인서트 시트들 (14a ~ 14b) 을 포함하고,
상기 제 2 방사상 거리 (r4) 는 상기 제 1 방사상 거리 (r3) 보다 더 작고 상기 최전방 인서트 시트 (14a) 로부터 나선을 따라서 연속적으로 증가하는 것을 특징으로 하는, 밀링 공구 (10) 용 공구 보디 (3). - 제 13 항에 있어서,
상기 나선의 상기 전방 단부 부분은 절단된 원추형 나선의 일부로서 형성되는 것을 특징으로 하는, 밀링 공구 (10) 용 공구 보디 (3). - 제 13 항 또는 제 14 항에 있어서,
상기 나선의 상기 전방 단부 부분은 상기 나선의 적어도 하나의 완전한 턴을 따라서 연장하는 것을 특징으로 하는, 밀링 공구 (10) 용 공구 보디 (3). - 제 13 항 내지 제 15 항 중 어느 한 항에 있어서,
상기 공구 보디 (3) 는 적어도 두 개의 분리가능하게 상호 연결된 디스크 형상의 세그먼트들을 포함하고, 각각의 세그먼트는 상기 중앙 회전 축선에 수직으로 연장하는 두 개의 대향 평면-평행 단부 표면들을 갖는 허브 부재, 적어도 두 개의 이격된 절삭 인서트들을 수용하기 위해 구성된 주변 캠, 및 세그먼트를 이웃하는 세그먼트와 상호 연결하기 위한 상호 연결 수단을 포함하는 것을 특징으로 하는, 밀링 공구 (10) 용 공구 보디 (3). - 제 16 항에 따른 공구 보디용 세그먼트로서,
상기 세그먼트는 상기 인서트 시트들의 전방 단부 세트의 적어도 일부를 포함하는, 공구 보디용 세그먼트.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14167187.5A EP2942140A1 (en) | 2014-05-06 | 2014-05-06 | A milling tool and a tool body |
| EP14167187.5 | 2014-05-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150126996A true KR20150126996A (ko) | 2015-11-16 |
Family
ID=50630698
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150062237A Withdrawn KR20150126996A (ko) | 2014-05-06 | 2015-05-01 | 밀링 공구 및 공구 보디 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10099304B2 (ko) |
| EP (1) | EP2942140A1 (ko) |
| JP (1) | JP2015212006A (ko) |
| KR (1) | KR20150126996A (ko) |
| CN (1) | CN105081429A (ko) |
| BR (1) | BR102015010149A2 (ko) |
| RU (1) | RU2015116857A (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2965847B1 (en) * | 2014-07-09 | 2019-09-11 | Sandvik Intellectual Property AB | Cutting insert and power skiving tool |
| US20170014923A1 (en) * | 2015-07-14 | 2017-01-19 | Caterpillar Inc. | Dual Ended, Full Form Tooth Generating Gear Cutter and Associated Cutting Insert |
| MX392437B (es) * | 2015-08-10 | 2025-03-24 | Illinois Tool Works | Herramienta de corte para un cortador viajero de tubos de diametro grande. |
| EP3834975B1 (en) | 2015-08-10 | 2025-10-01 | Illinois Tool Works INC. | Large diameter travelling pipe cutter |
| US10654117B2 (en) * | 2016-03-03 | 2020-05-19 | Kennametal Inc. | Cutting tool assembly for milling a rail top |
| JP6367889B2 (ja) * | 2016-10-25 | 2018-08-01 | 三菱重工工作機械株式会社 | スカイビング加工用カッタ |
| CN107008957B (zh) * | 2017-06-14 | 2019-05-21 | 河南科技大学 | 一种等高齿加工用铣刀盘 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US688098A (en) * | 1901-07-31 | 1901-12-03 | Firm Of Friedrich Stolzenberg & Co | Worm-wheel-cutting tool. |
| US1430485A (en) * | 1921-01-28 | 1922-09-26 | Gould & Eberhardt | Hob and method of making it |
| US1648470A (en) * | 1922-11-20 | 1927-11-08 | Cleveland Worm And Gear Compan | Hob for worm gears |
| US1728198A (en) * | 1927-06-30 | 1929-09-17 | Timken Axle Co Detroit | Hob |
| US1765853A (en) * | 1927-08-27 | 1930-06-24 | Nat Tool Company | Worm generating hob |
| GB794912A (en) * | 1954-03-12 | 1958-05-14 | Wolfram Lindner | Improvements in or relating to single-start or multiple-start hobs |
| DE965775C (de) * | 1955-05-11 | 1957-06-19 | Klingelnberg Soehne Ferd | Zusammengesetzter Schraubwaelzfraeser |
| DE1049195B (de) * | 1955-06-04 | 1959-01-22 | Klingelnberg Soehne Ferd | Formfraeser mit Mehrfachschneiden |
| DE1083621B (de) * | 1956-02-14 | 1960-06-15 | Fritz Werner Ag | Schwach kegelfoermiger Schneckenfraeser oder Gewindebohrer |
| US3371396A (en) * | 1966-04-07 | 1968-03-05 | Barber Colman Co | Cutter for milling gears and the like |
| JPS52159493U (ko) * | 1976-05-28 | 1977-12-03 | ||
| SE535540C2 (sv) | 2011-02-11 | 2012-09-18 | Sandvik Intellectual Property | Fräsverktyg för kuggfräsning |
| SE536294C2 (sv) * | 2011-04-08 | 2013-08-06 | Sandvik Intellectual Property | Fräsverktyg utformat för hobbning av ett arbetsstycke |
| SE535941C2 (sv) | 2011-06-20 | 2013-02-26 | Sandvik Intellectual Property | Fräsverktyg för hobbning samt segment härför |
| SE536487C2 (sv) * | 2012-05-09 | 2013-12-17 | Sandvik Intellectual Property | Fräsverktyg för hobbning |
-
2014
- 2014-05-06 EP EP14167187.5A patent/EP2942140A1/en not_active Withdrawn
-
2015
- 2015-04-09 JP JP2015079780A patent/JP2015212006A/ja not_active Withdrawn
- 2015-04-30 RU RU2015116857A patent/RU2015116857A/ru not_active Application Discontinuation
- 2015-05-01 KR KR1020150062237A patent/KR20150126996A/ko not_active Withdrawn
- 2015-05-04 CN CN201510220837.1A patent/CN105081429A/zh active Pending
- 2015-05-05 BR BR102015010149-0A patent/BR102015010149A2/pt not_active IP Right Cessation
- 2015-05-05 US US14/703,947 patent/US10099304B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN105081429A (zh) | 2015-11-25 |
| RU2015116857A3 (ko) | 2018-11-06 |
| BR102015010149A2 (pt) | 2018-05-02 |
| US20150321276A1 (en) | 2015-11-12 |
| US10099304B2 (en) | 2018-10-16 |
| RU2015116857A (ru) | 2016-11-20 |
| EP2942140A1 (en) | 2015-11-11 |
| JP2015212006A (ja) | 2015-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20150126996A (ko) | 밀링 공구 및 공구 보디 | |
| KR101746078B1 (ko) | 공작기계 및 기어링 제조 방법 | |
| JP6128997B2 (ja) | ミーリングインサート | |
| US20250058389A1 (en) | Chamfering tool, chamfering system, gear-cutting machine and method for chamfering toothings | |
| JP5902564B2 (ja) | フライス工具及びセグメント | |
| EP2659999B1 (en) | A milling tool | |
| US8678714B2 (en) | Milling tool, and milling insert kit | |
| RU2593882C2 (ru) | Зуборезная фреза, концевая фреза и способ фасонного фрезерования | |
| EP2433735B1 (en) | A gear milling cutter as well as a set of gear milling cutter inserts therefor | |
| US20140206269A1 (en) | Tool for Grinding Toothed Workpieces Having Collision Contours | |
| CA2714509C (en) | Form tap having a plurality of lobes | |
| KR20120139595A (ko) | 복수의 다른 베벨 기어의 기어 예비절삭 방법과 부합하는 밀링 공구의 사용 | |
| JP2021514862A5 (ko) | ||
| KR20170015925A (ko) | 스레드 밀링 커터 | |
| US20170087647A1 (en) | Rotary cutting tool | |
| JP5162920B2 (ja) | 歯車の加工方法及び歯車加工装置 | |
| JP2024516564A (ja) | 高送りサークルセグメントカッター | |
| CN115319205A (zh) | 一种直廓环面蜗杆车削加工机床及加工方法 | |
| RU2298461C1 (ru) | Устройство для шлифования винтов | |
| EP3187293A1 (en) | Modular screw cutter | |
| UA60011A (uk) | Черв'ячна фреза |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20150501 |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination |