JP3822913B2 - オフィスオートメーション機器用非粘着性複合材 - Google Patents
オフィスオートメーション機器用非粘着性複合材 Download PDFInfo
- Publication number
- JP3822913B2 JP3822913B2 JP54791198A JP54791198A JP3822913B2 JP 3822913 B2 JP3822913 B2 JP 3822913B2 JP 54791198 A JP54791198 A JP 54791198A JP 54791198 A JP54791198 A JP 54791198A JP 3822913 B2 JP3822913 B2 JP 3822913B2
- Authority
- JP
- Japan
- Prior art keywords
- fluorine
- functional group
- office automation
- automation equipment
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


















Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/02—Apparatus for electrographic processes using a charge pattern for laying down a uniform charge, e.g. for sensitising; Corona discharge devices
- G03G15/0208—Apparatus for electrographic processes using a charge pattern for laying down a uniform charge, e.g. for sensitising; Corona discharge devices by contact, friction or induction, e.g. liquid charging apparatus
- G03G15/0216—Apparatus for electrographic processes using a charge pattern for laying down a uniform charge, e.g. for sensitising; Corona discharge devices by contact, friction or induction, e.g. liquid charging apparatus by bringing a charging member into contact with the member to be charged, e.g. roller, brush chargers
- G03G15/0233—Structure, details of the charging member, e.g. chemical composition, surface properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
- C08F214/184—Monomers containing fluorine with fluorinated vinyl ethers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D127/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers
- C09D127/02—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment
- C09D127/12—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C09D127/18—Homopolymers or copolymers of tetrafluoroethene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J127/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Adhesives based on derivatives of such polymers
- C09J127/02—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J127/12—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Adhesives based on derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/14—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base
- G03G15/16—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer
- G03G15/1665—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer by introducing the second base in the nip formed by the recording member and at least one transfer member, e.g. in combination with bias or heat
- G03G15/167—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer by introducing the second base in the nip formed by the recording member and at least one transfer member, e.g. in combination with bias or heat at least one of the recording member or the transfer member being rotatable during the transfer
- G03G15/1685—Structure, details of the transfer member, e.g. chemical composition
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/20—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat
- G03G15/2003—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat
- G03G15/2014—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat using contact heat
- G03G15/2053—Structural details of heat elements, e.g. structure of roller or belt, eddy current, induction heating
- G03G15/2057—Structural details of heat elements, e.g. structure of roller or belt, eddy current, induction heating relating to the chemical composition of the heat element and layers thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
- Y10T428/2878—Adhesive compositions including addition polymer from unsaturated monomer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/3154—Of fluorinated addition polymer from unsaturated monomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31931—Polyene monomer-containing
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Polymers & Plastics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Medicinal Chemistry (AREA)
- Plasma & Fusion (AREA)
- Life Sciences & Earth Sciences (AREA)
- Laminated Bodies (AREA)
- Fixing For Electrophotography (AREA)
- Electrostatic Charge, Transfer And Separation In Electrography (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Description
【技術分野】
【0001】
本発明は、非粘着性、防汚性、耐摩耗性、耐熱性および弾性などを有し、かつ特に基材への接着性に優れた含フッ素重合体を基材に適用してなるオフィスオートメーション機器用非粘着性複合材に関する。
【0002】
なお、本発明におけるオフィスオートメーション機器とは、オフィス活動の効率化および質向上を図ることを目的とした電子式事務機器ならびにその周辺機器全般をいい、特に情報処理技術を生かした、複写機、プリンター、ファクシミリ、パソコン、多機能電話などの電子機器のことをいう。
【背景技術】
【0003】
従来から、ファクシミリや複写機器などのいわゆるオフィスオートメーション機器(以下、単に「OA機器」ともいう)においては、たとえば、紙葉上に静電気的に付着したトナー粉体を熱と圧力によって紙に定着させる機能を有する定着ロール、高圧電源から感光ドラムの表面に一定の静電気的な電荷を付与する機能を有する帯電ロール、高圧電源から紙に静電気的電荷を付与し、感光体ドラム表面に静電気的に付着しているトナー粉体を紙へ転写する機能を有する転写ロールまたは転写ベルトなどの部品の表面に、それらの機能を充分に発揮させるために種々の材料が用いられている。
【0004】
前記帯電ロールのばあいは、導電性の付与および制御、抵抗値の均一化、紙の離型性などの点から、ウレタンゴム基材にクロロプレンゴムまたはヒドリンゴムを塗布し、その上に導電性付与材料により導電性、抵抗値の制御を施したナイロンをチューブの形態で適用する方法により製造され、または前記基材に何も適用せずにそのまま用いられている。しかし、これらのばあいはえられるロールの表面が耐摩耗性、紙送り性、トナー非粘着性に劣るという問題がある。
【0005】
また、前記定着ロールおよび加圧ロールのばあい、トナー非粘着性、コピー紙の離型性、弾性および耐摩耗性などの点から、(1)金属基材にテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)をチューブまたは塗料の形態で適用する方法、(2)金属基材にシリコンゴム、含フッ素ゴムおよびシリコンゴムを順に塗布し、最外層にシリコンオイルまたは含フッ素シリコンオイルを塗布する方法、または(3)金属基材にシリコンゴムまたは含フッ素ゴムを塗布する、もしくはさらにPFAをチューブの形態で適用する方法などにより、耐摩耗性、非粘着性などの優れた性能を有する含フッ素重合体を各種OA用機器の部品の表面に適用することが考えられる。しかし、その優れた非粘着性に起因して、前記OA機器の部品を構成する金属、ガラスまたは樹脂(含フッ素重合体を除く)などの基材などとの接着性が充分ではなく、前記部品を製造する際の加工性、使用時における耐摩耗性に支障をきたし、さらには、含フッ素重合体が本来有する非粘着性がトナーに対しては不充分であるという問題があり、紙送り性能が優れないなど、近年の高度情報化社会における、高性能化の要素にもとづく、高画質、カラー化、情報処理の迅速化という要請にもとづく各種OA機器の作動速度の高速化およびそれに伴なう高耐久化を妨げることとなってしまう。
【0006】
そこで、含フッ素樹脂の接着性を補うべく、塗料の形態で含フッ素樹脂を適用するばあいについては、金属の表面を化学的または物理的に粗面処理を行なうなどして含フッ素樹脂と基材とのアンカー効果を期待して密着させる方法がある。しかし、この方法は粗面化処理自体に手間がかかり、また接着強度も初期にはえられても、繰り返し温度変化を与えたり高温で使用したりしたときにアンカー効果の減衰などをおこす。
【0007】
また含フッ素樹脂表面を、液体アンモニアに金属ナトリウムを溶かした溶液で処理して、その表面を化学的に活性化する方法も提案されている。ところがこの方法では、処理液自体が環境汚染を引き起こす恐れがあるとともに、その取扱いに危険がともなうという問題点がある。
【0008】
また含フッ素樹脂表面にプラズマスパッタリングなどの物理化学的処理を施して表面を活性化する方法も提案されているが、この方法では、処理に手間がかかったりあるいはコスト上昇をともなうなどの問題点があった。
【0009】
また、含フッ素樹脂塗料に接着性を改良するための種々の成分を添加したり、プライマー層を形成しておくことも検討されている。
【0010】
たとえば含フッ素樹脂を含む塗料組成物にクロム酸などの無機酸を加えて金属表面に化成皮膜をつくり、密着を高めるなどの技術がある(特許文献1)。しかし、クロム酸は6価クロムを含有することから、食品安全性、作業安全性ともに充分とはいえない。またリン酸などの他の無機酸を使用するばあいには含フッ素樹脂塗料の安全性を損なうという問題があった。
【0011】
前記無機酸にかえて、含フッ素樹脂を含む塗料にポリアミドイミド、ポリイミド、ポリエーテルスルホン、ポリエーテルエーテルケトンなどの耐熱性樹脂類、さらにそれらに加えて金属粉末などを添加し、プライマー層を形成することが検討されている(特許文献2)。しかし、そもそも含フッ素樹脂と耐熱性樹脂類は相溶性がほとんどなく、塗膜中で相分離などをおこして、プライマー層と含フッ素樹脂のトップコート層のあいだで相間剥離をおこしやすい。また、含フッ素樹脂と耐熱性樹脂との熱収縮率の違いや、耐熱性樹脂の添加による塗膜伸度の低下などにより、高温加工時や使用時などのピンホールや、ひびわれなどの塗膜欠陥などを生じやすい。またこれら耐熱性樹脂は、焼成時に褐色化がおこるため意匠性に劣り、白色や鮮やかな着色、透明性などを求められる用途では使用困難である。また、耐熱性樹脂類をブレンドすると含フッ素樹脂が本来有する非粘着性や低摩擦性も低下させる。
【0012】
また、透明性を求められるガラス基材などへの含フッ素樹脂塗料の接着に際しては、基材表面をシランカップリング剤で処理したり、シリコーン樹脂を含フッ素樹脂塗料に添加したりして接着性の改良を試みている(特許文献3、特許文献4など)が、接着性の向上が不充分であり、かつ耐熱性が低下し、焼成時や高温使用時に剥離や発泡、着色をおこしやすい。
【0013】
一方、含フッ素樹脂塗料として、ヒドロキシル基やカルボキシル基など官能基を含むハイドロカーボン系(非フッ素系)単量体を共重合したものが検討されているが、これらはそもそも、耐候性を主目的として検討されたもので、本発明の目的とする200〜350℃といった耐熱性を必要とする用途や、非粘着性、低摩擦性などを必要とする用途では使用困難である。
【0014】
つまり官能基を含むハイドロカーボン系(非フッ素系)単量体を共重合したものは、高温での加工時または使用時にその単量体構成部分から熱分解がおこりやすく、塗膜破壊、着色、発泡、剥離などがおこり含フッ素樹脂塗装の目的を達成することができないものである。
【0015】
また、含フッ素樹脂は一般的に機械的強度や寸法安定性が不充分であり、価格的に高価である。そこで、これらの欠点を最小とし、かつ含フッ素重合体が本来有する前記長所を最大限に生かすために、フィルムの形態での適用も検討されている。
【0016】
しかし、含フッ素樹脂は本来接着力が低く、含フッ素重合体をフィルムの形態で他の材料(基材)と直接接着させることは困難である。たとえば、熱融着などで接着を試みても、接着強度が不充分であったり、ある程度の接着強度があったとしても基材の種類により接着強度がばらつきやすく、接着性の信頼性が不充分であることが多かった。
【0017】
含フッ素樹脂フィルムと基材とを接着させる方法として、
1.基材の表面をサンドブラスター処理などで物理的に粗面化する方法、
2.含フッ素樹脂フィルムにナトリウムエッチングなどの化学的処理、プラズマ処理、光化学的処理などの表面処理を行なう方法、
3.接着剤を用いて接着させる方法
などが主に検討されているが、前記1、2については、処理工程が必要となり、工程が複雑で生産性がわるい。また、基材の種類や形状が限定される。そもそも接着力も不充分であり、えられた複合体の着色や色などの外観上の問題(意匠性)も生じやすい。また、ナトリウムエッチングなどの薬品を使用する方法は安全性にも問題がある。
【0018】
前記3の接着剤の検討も種々行なわれている。一般のハイドロカーボン系(非フッ素系)の接着剤は接着性が不充分であるとともに、それ自体の耐熱性が不充分で、一般に高温での成形や加工を必要とする含フッ素重合体フィルムの接着加工条件では、耐えられず、分解による剥離や着色などをおこす。前記接着剤を用いた積層体も接着剤層の耐熱性、耐薬品性、耐水性が不充分であるために、温度変化や環境変化により接着強度が維持できなくなり、信頼性に欠ける。
【0019】
一方、官能基を有する含フッ素重合体を用いた接着剤、接着剤組成物による接着の検討が行なわれている。
【0020】
たとえば含フッ素重合体に無水マレイン酸やビニルトリメトキシシランなどに代表されるカルボキシル基、カルボン酸無水物残基、エポキシ基、加水分解性シリル基を有するハイドロカーボン系単量体をグラフト重合した含フッ素重合体を接着剤に用いた報告(たとえば特許文献5〜10)やヒドロキシルアルキルビニルエーテルのような官能基を含むハイドロカーボン系単量体をテトラフルオロエチレンやクロロトリフルオロエチレンと共重合した含フッ素共重合体と、イソシアナート系硬化剤との接着性組成物を硬化させ、塩ビとコロナ放電処理されたETFEとの接着剤に用いた報告(たとえば特許文献11)がなされている。
【0021】
これら、ハイドロカーボン系の官能基モノマーをグラフト重合または共重合した含フッ素樹脂を用いた接着剤または接着剤組成物は耐熱性が不充分で、含フッ素樹脂フィルムとの複合体を高温で加工するときや、高温で使用するときに分解・発泡などがおき接着強度を低下させたり、剥離したり、着色したりする。また前記特許文献11記載の接着性組成物では、含フッ素樹脂フィルムはコロナ放電処理を必要とする。
【0022】
このように、OA機器用の部品に用いるOA機器用非粘着性複合材として、前記の要請をすべて満たし、基材と強固に接着する材料はえられていない。
【0023】
【特許文献1】
特公昭63−2675号公報
【特許文献2】
特開平6−264000号公報
【特許文献3】
特公昭54−42366号公報
【特許文献4】
特開平5−177768号公報
【特許文献5】
特開平7−18035号公報
【特許文献6】
特開平7−25952号公報
【特許文献7】
特開平7−25954号公報
【特許文献8】
特開平7−173230号公報
【特許文献9】
特開平7−173446号公報
【特許文献10】
特開平7−173447号公報
【特許文献11】
特開平7−228848号公報
【発明の開示】
【発明が解決しようとする課題】
【0024】
叙上の事実に鑑み、本発明の目的は、複雑な工程を必要とすることなく、接着性に優れた含フッ素重合体からなる材料を基材に適用してなるOA機器用非粘着性複合材であって、OA機器用の各種部品に用いることのできる複合材を提供することにある。
【0025】
さらに本発明は、非粘着、耐摩耗性、耐久性、弾性、防汚性、滑り性などに優れたOA機器用非粘着性複合材をうることにある。
【課題を解決するための手段】
【0026】
本発明は、(a)ヒドロキシル基、カルボキシル基、カルボン酸塩、カルボキシエステル基およびエポキシ基よりなる群から選ばれた少なくとも1種の官能基を有する官能基含有含フッ素エチレン性単量体の少なくとも1種の単量体0.05〜30モル%と
(b)前記の官能基を有さない含フッ素エチレン性単量体の少なくとも1種の単量体70〜99.95モル%
とを共重合してなる官能基を有する官能基含有含フッ素エチレン性重合体からなる材料を基材に適用してなるオフィスオートメーション機器用非粘着性複合材。
【0027】
このばあい、前記官能基含有含フッ素エチレン性単量体(a)が式(1):
CX2=CX1−Rf−Y (1)
(式中、Yは−CH2OH、−COOH、カルボン酸塩、カルボキシエステル基またはエポキシ基、XおよびX1は同じかまたは異なり水素原子またはフッ素原子、Rfは炭素数1〜40の2価の含フッ素アルキレン基、炭素数1〜40の含フッ素オキシアルキレン基、炭素数1〜40のエーテル結合を含む含フッ素アルキレン基または炭素数1〜40のエーテル結合を含む含フッ素オキシアルキレン基を表す)で示される少なくとも1種の官能基含有含フッ素エチレン性単量体であるのが好ましい。
【0028】
また、前記官能基を有さない含フッ素エチレン性単量体(b)が、テトラフルオロエチレンであるのが好ましい。
【0029】
また、前記官能基を有さない含フッ素エチレン性単量体(b)が、テトラフルオロエチレン85〜99.7モル%と式(2):
CF2=CF−Rf 1 (2)
(式中、Rf 1はCF3またはORf 2(Rf 2は炭素数1〜5のパーフルオロアルキル基)で示される単量体0.3〜15モル%との混合単量体であるのが好ましい。
【0030】
さらにまた、前記官能基を有さない含フッ素エチレン性単量体(b)が、テトラフルオロエチレン40〜80モル%とエチレン20〜60モル%とその他の共重合可能な単量体0〜15モル%との混合単量体であるのが好ましい。
【0031】
また、本発明は、前記官能基含有含フッ素エチレン性重合体が、(a)前記官能基含有含フッ素エチレン性単量体0.01〜30モル%と
(b)該単量体(a)を除く単量体の全量に対してフッ化ビニリデン40〜90モル%、テトラフルオロエチレン0〜30モル%、ヘキサフルオロプロペン10〜50モル%の混合単量体、
前記単量体(a)を除く単量体の全量に対してテトラフルオロエチレン40〜70モル%、プロピレン30〜60モル%、その他の共重合可能な単量体が0〜20モル%の混合単量体、または
前記単量体(a)を除く単量体の全量に対してテトラフルオロエチレン40〜85モル%、パーフルオロビニルエーテル類15〜60モル%の混合単量体99.95〜70モル%とを共重合させてなるのが好ましい。
【0032】
前記官能基含有含フッ素エチレン性重合体は塗料の形態で基材に適用されてなるのが好ましい。
【0033】
また、前記官能基含有含フッ素エチレン性重合体はフィルムの形態で基材に適用されてなるのが好ましい。
【0034】
前記基材が金属系基材であるのが好ましい。
【0035】
前記基材が合成樹脂基材であるのが好ましい。
【0036】
前記基材がガラス基材であるのが好ましい。
【0037】
前記基材がアルミニウム系金属からなる金属系基材であるのが好ましい。
【0038】
前記基材が金属系基材であり、さらに該金属系基材に弾性体層を介して前記材料を適用してなるのが好ましい。
【0039】
前記弾性体層はシリコーンゴムからなるのが好ましい。
【0040】
また、前記弾性体層はフッ素ゴムからなるのが好ましい。
【0041】
前記合成樹脂基材はポリイミドからなるのが好ましい。
【0042】
また、前記合成樹脂基材が耐熱性熱可塑性樹脂からなるのが好ましい。
【0043】
前記耐熱性熱可塑性樹脂はポリフェニレンスルフィドであるのが好ましい。
【0044】
また、前記耐熱性熱可塑性樹脂はポリアミドイミドであるのが好ましい。
【0045】
また、前記耐熱性熱可塑性樹脂がポリエーテルイミドであるのが好ましい。
【0046】
本発明は、前記オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ロールにも関する。
【0047】
このばあい、前記官能基含有含フッ素エチレン性重合体が塗料の形態で基材に適用されてなるのが好ましい。
【0048】
また、前記官能基含有含フッ素エチレン性重合体がチューブの形態で基材に適用されてなるのが好ましい。
【0049】
さらにまた、本発明はオフィスオートメーション機器用非粘着性複合材を用いてなる定着ロールに関する。
【0050】
また、本発明は、前記オフィスオートメーション機器用非粘着性複合材を用いてなる加圧ロールに関する。
【0051】
また、本発明は前記オフィスオートメーション機器用非粘着性複合材を用いてなる帯電ロールに関する。
【0052】
オフィスオートメーション機器用非粘着性複合材を用いてなる転写ロールに関する。
【0053】
オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルトに関する。
【0054】
前記官能基含有含フッ素エチレン性重合体が塗料の形態で基材に適用されてなる前記オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルトに関する。
【0055】
前記官能基含有含フッ素エチレン性重合体がフィルムの形態で基材に適用されてなる前記オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルトに関する。
【0056】
オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルトに関する。
【0057】
オフィスオートメーション機器用非粘着性複合材を用いてなる転写ベルトに関する。
【0058】
オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用摺動部品に関する。
【0059】
前記官能基含有含フッ素エチレン性重合体が塗料の形態で基材に適用されてなる前記オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用摺動部品に関する。
【0060】
前記官能基含有含フッ素エチレン性重合体が塗料の形態で基材に適用されてなる前記オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用摺動部品に関する。
【0061】
これらのばあい、前記基材がポリフェニレンスルフィド、ポリアミドイミドまたはポリエーテルイミドからなるのが好ましい。
【0062】
また、本発明は前記オフィスオートメーション機器用非粘着性複合材を用いてなる分離爪に関する。
【0063】
オフィスオートメーション機器用非粘着性複合材を用いてなる定着軸受けに関する。
【0064】
オフィスオートメーション機器用非粘着性複合材を用いてなる排紙コロに関する。
【0065】
オフィスオートメーション機器用非粘着性複合材を用いてなる排紙ガイドに関する。
【発明の効果】
【0066】
本発明によれば、複雑な工程を必要とすることなく、基材への接着性に優れた含フッ素重合体からなる材料を基材に適用してなるOA機器用の複合体をうることができる。また、本発明によれば、耐熱性、非粘着性、防汚性、撥水撥油性、汚れ除去性、耐薬品性、防錆性、抗菌性、耐エネルギー線性および低摩擦性などに優れたOA機器用の複合材をうることができる。
【発明を実施するための最良の形態】
【0067】
本発明のOA機器用非粘着性複合材は、(a)ヒドロキシル基、カルボキシル基、カルボン酸塩、カルボキシルエステル基およびエポキシ基よりなる群から選ばれた少なくとも1種の官能基を有する官能基含有含フッ素エチレン性単量体の少なくとも1種の単量体0.05〜30モル%と
(b)前記の官能基を有さない含フッ素エチレン性単量体の少なくとも1種の単量体70〜99.95モル%とを共重合してなる官能基を有する含フッ素エチレン性重合体からなる材料を基材に適用したものである。
【0068】
前記官能基含有含フッ素重合体からなる材料は、塗料またはフィルムの形態で金属やガラス、その他の基材に対し、接着剤の使用、基材の表面処理、プライマー層の形成、さらに当該材料中への接着性を有する成分の添加などを行なわなくとも驚くべき強力な接着性を有する。
【0069】
本発明の複合材をうるために用いる官能基含有含フッ素重合体は、前記(a)の官能基含有含フッ素エチレン性単量体を用いて、前記の官能基を有さない含フッ素エチレン性単量体(b)と共重合し、含フッ素重合体に官能基を導入することが重要であり、それによって従来、接着が不充分または不可能であった種々の基材表面に対し直接優れた接着性を与えうる。つまり、官能基含有含フッ素重合体であっても、非フッ素系の官能基含有単量体を共重合したものに比べ耐熱性に優れており、高温(たとえば200〜400℃など)での加工時の熱分解などがより少なく抑えられ、大きな接着強度をうることができ、さらに着色や発泡、それによるピンホール、レベリング不良などのない被覆層を基材上に形成することができる。また、複合材を高温で使用するばあいも、接着性を維持し、さらに着色、白化、発泡、ピンホールなどの被覆層の欠陥が生じにくい。
【0070】
また、前記官能基含有含フッ素重合体は、それ自体、耐熱性だけでなく、含フッ素ポリマーがもつ耐薬品性、非粘着性、防汚性、低摩擦性、耐候性などの優れた特性をも有しており、被覆層にこれらの優れた特性を低下させずに与えうる。
【0071】
つぎに、まず本発明の複合材の材料である官能基含有含フッ素エチレン性重合体について説明する。
【0072】
官能基含有含フッ素エチレン性重合体の官能基は、ヒドロキシル基、カルボキシル基、カルボン酸塩、カルボキシルエステル基およびエポキシ基から選ばれる少なくとも1種であり、官能基の効果により種々の基材との接着性を与えうるものである。官能基の種類や組合せは基材の表面の種類、目的や用途により適宜選択されるが、耐熱性の面でヒドロキシル基を有するものが最も好ましい。
【0073】
この官能基含有含フッ素エチレン性重合体を構成する成分の1つである前記官能基含有含フッ素エチレン性単量体(a)としては式(1):
CX2=CX1−Rf−Y (1)
(式中、Yは−CH2OH、−COOH、カルボン酸塩、カルボキシエステル基またはエポキシ基、XおよびX1は同じかまたは異なり水素原子またはフッ素原子、Rfは炭素数1〜40の2価の含フッ素アルキレン基、炭素数1〜40の含フッ素オキシアルキレン基、炭素数1〜40のエーテル結合を含む含フッ素アルキレン基または炭素数1〜40のエーテル結合を含む含フッ素オキシアルキレン基を表す)で示される官能基含有含フッ素エチレン性単量体であるのが好ましい。
【0074】
また、官能基含有含フッ素エチレン性単量体(a)の具体例としては、式(3):
CF2=CF−Rf 3−Y (3)
[式中、Yは式(1)のYと同じ、Rf 3は炭素数1〜40の2価の含フッ素アルキレン基またはORf 4(Rf 4は炭素数1〜40の2価の含フッ素アルキレン基または炭素数1〜40のエーテル結合を含む2価の含フッ素アルキレン基)を表わす]、式(4):
CF2=CFCF2−ORf 5−Y (4)
[式中、Yは式(1)のYと同じ、Rf 5は炭素数1〜39の2価の含フッ素アルキレン基または炭素数1〜39のエーテル結合を含む2価の含フッ素アルキレン基を表わす]、式(5):
CH2=CFCF2−Rf 6−Y (5)
[式中、Yは式(1)のYと同じ、Rf 6は炭素数1〜39の2価の含フッ素アルキレン基、またはORf 7(Rf 7は炭素数1〜39の2価の含フッ素アルキレン基または炭素数1〜39のエーテル結合を含む2価の含フッ素アルキレン基)を表わす]または式(6):
CH2=CH−Rf 8−Y (6)
[式中、Yは式(1)のYと同じ、Rf 8は炭素数1〜40の2価の含フッ素アルキレン基]で示されるものなどがあげられる。
【0075】
式(3)〜式(6)の官能基含有含フッ素エチレン性単量体が、前記の官能基を有さない含フッ素エチレン性単量体(b)との共重合性が比較的良好な点で、また、共重合してえられた重合体の耐熱性を著しく低下させない理由で好ましい。
【0076】
これらのなかでも、前記の官能基を有さない含フッ素エチレン性単量体(b)との共重合性や、えられた重合体の耐熱性の面より式(3)、式(5)の化合物が好ましく、とくに式(5)の化合物が好ましい。
【0077】
式(3)で示される官能基含有含フッ素エチレン性単量体として、さらに詳しくは
【化1】
 などが例示される。
などが例示される。
【0078】
式(4)で示される官能基含有含フッ素単量体としては、
【化2】
などが例示される。
【0079】
式(5)で示される官能基含有含フッ素単量体としては、
【化3】
などが例示される。
【0080】
式(6)で示される官能基含有含フッ素単量体としては、
【化4】
などが例示される。
【0081】
その他
【化5】
などもあげられる。
【0082】
官能基含有含フッ素エチレン性単量体(a)は、(a)に含まれる官能基を含有しない含フッ素エチレン性単量体(b)と共重合される。また、含フッ素エチレン性単量体(b)は、官能基を含有しない単量体より選択することが好ましく、公知の単量体より適宜選択でき、すぐれた耐薬品性に加えて耐熱性、非粘着性、防汚性、低摩擦性を重合体に与える。
【0083】
具体的な含フッ素エチレン性単量体(b)としては、テトラフルオロエチレン、式(2):CF2=CF−Rf 1[Rf 1はCF3またはORf 2(Rf 2は炭素数1〜5のパーフルオロアルキル基)を表わす]、
【化6】
(式中、X2は水素原子、塩素原子またはフッ素原子から選ばれる、nは1〜5の整数)などがあげられる。
【0084】
また、官能基含有含フッ素エチレン性単量体(a)と前記官能基を有さない含フッ素エチレン性単量体(b)に加えて、耐熱性や、非粘着性を低下させない範囲でフッ素原子を有さないエチレン性単量体を共重合してもよい。このばあいフッ素原子を有さないエチレン性単量体は、耐熱性を低下させないためにも炭素数5以下のエチレン性単量体から選ぶことが好ましく、具体的にはエチレン、プロピレン、1−ブテン、2−ブテンなどがあげられる。
【0085】
本発明において用いられる官能基含有含フッ素エチレン性重合体(A)中の官能基含有含フッ素エチレン性単量体(a)の含有率は、重合体中の単量体の全量の0.05〜30モル%である。官能基含有含フッ素エチレン性単量体(a)の含有率は、OA機器用の基材の表面の種類、形状、塗装方法、フィルム形成方法、条件、目的や用途などの違いにより適宜選択されるが、好ましくは0.05〜20モル%、特に好ましくは0.1〜10モル%である。
【0086】
官能基含有含フッ素エチレン性単量体(a)の含有率が0.05%未満であると、基材の表面との接着性が充分えられにくく、温度変化や薬品の浸透などにより剥離などをおこしやすい。また、30モル%を超えると耐熱性を低下させ、高温での焼成時または高温での使用時に、接着不良や着色、発泡、ピンホールなどが発生し、意匠性を低下させたり、被覆層の剥離や熱分解生成物の溶出などをおこしやすい。
【0087】
本発明で用いる官能基含有含フッ素エチレン性重合体の好ましいものをつぎにあげる。
(I)官能基含有含フッ素エチレン性単量体(a)0.05〜30モル%とテトラフルオロエチレン70〜99.95モル%との重合体(I)(反応性PTFE)。
【0088】
この重合体は耐熱性、耐薬品性、非粘着性が最も優れており、さらに摺動性(低摩擦性、耐摩耗性)を有する点で優れている。
(II)官能基含有含フッ素エチレン性単量体(a1)を単量体の全量に対して0.05〜30モル%含み、さらに該単量体(a)を除く単量体の全量に対して、テトラフルオロエチレン85〜99.7モル%と前記式(2):
CF2=CF−Rf 1 (2)
[Rf 1はCF3、ORf 2(Rf 2は炭素数1〜5のパーフルオロアルキル基)から選ばれる]
で示される単量体0.3〜15モル%との重合体(II)。たとえば官能基を有するテトラフルオロエチレン−パーフルオロ(アルキルビニルエーテル)共重合体(反応性PFA)または官能基を有するテトラフルオロエチレン−ヘキサフルオロプロピレン重合体(反応性FEP)。
【0089】
この重合体は前記(I)の反応性PTFEとほぼ同等の耐熱性、耐薬品性、非粘着性を有し、さらに透明性を有する点ならびに溶融成形可能であり、塗料の形態で塗布しても熱により透明化および表面平滑化が可能な点で優れている。
【0090】
(III)官能基含有含フッ素エチレン性単量体(a)を単量体の全量に対して0.05〜30モル%含み、さらに該単量体(a)を除く単量体の全量に対して、テトラフルオロエチレン40〜80モル%、エチレン20〜60モル%、その他の共重合可能な単量体0〜15モル%との重合体(III)(官能基を有するエチレン−テトラフルオロエチレン重合体(反応性ETFE))。
【0091】
この重合体は優れた耐熱性、非粘着性、防汚性、耐候性をもち、透明性に優れている点、さらに優れた機械的強度を有し、硬く強靭である点、ならびに溶融流動性が優れているために成形加工や、他の基材との複合化(積層など)が容易である点で優れている。
(IV)官能基含有含フッ素エチレン性単量体(a)を単量体の全量に対して0.05〜30モル%含み、さらに該単量体(a)を除く単量体の全量に対して、
フッ化ビニリデン40〜90モル%、テトラフルオロエチレン0〜30モル%、ヘキサフルオロプロペン10〜50モル%の混合単量体、
テトラフルオロエチレン40〜70モル%、プロピレン30〜60モル%、その他の共重合可能な単量体0〜20モル%の混合単量体、または
テトラフルオロエチレン40〜85モル%、パーフルオロビニルエーテル類15〜60モル%の混合単量体との重合体(IV)(反応性フッ素ゴム)。
【0092】
この重合体は、耐熱性、非粘着性、防汚性に優れている点で、さらに、成形体に弾性、柔軟性を与えることができ、特にOAロールに用いたばあいトナーを変形させずにじみのない鮮明な画像がえられる点で、またカラー用の軟らかなトナーにも対応できる点で好ましい。
【0093】
前記官能基含有含フッ素重合体は前述の官能基含有含フッ素エチレン性単量体(a)と、官能基を有さない含フッ素エチレン性単量体(b)とを周知の重合方法で共重合することによってうることができる。その中でも主としてラジカル共重合による方法が用いられる。すなわち重合を開始するには、ラジカル的に進行するものであれば手段は何ら制限されないが、たとえば有機、無機ラジカル重合開始剤、熱、光あるいは電離放射線などによって開始される。重合の種類も溶液重合、バルク重合、懸濁重合、乳化重合などを用いることができる。また、分子量は、重合に用いるモノマーの濃度、重合開始剤の濃度、連鎖移動剤の濃度、温度によって制御される。生成する共重合体の組成は、仕込みモノマーの組成によって制御可能である。
【0094】
以上に説明した官能基含有含フッ素エチレン性重合体は基材に適用するための材料として種々の形態をとりうる。代表的には塗料用材料またはフィルム状材料の形態があげられるが、シート状またはチューブ状などの成形品の形態としてもよい。
【0095】
本発明においては前記官能基含有含フッ素エチレン性重合体を塗料の形態で基材に適用し、OA機器用複合材をうることができる。
【0096】
本発明において、基材に塗料の形態で適用するばあい、水性分散液、有機溶剤分散液、有機溶剤可溶体、粉末(造粒物も含む)、オルガノゾル、オルガノゾルの水性エマルジョンの形態をとりうる。これらのうち、環境および安全性の面から、水性分散液または粉末(粉体塗料)の形態で適用するのが好ましい。
【0097】
なお、塗料は前記官能基含有含フッ素エチレン性重合体が基材との接着性に優れるという性質が発揮される形で適用されればよく、単層でもよく、またプライマー層として用いてもよい。
【0098】
本発明における含フッ素塗料用水性分散液は、前記官能基含有含フッ素エチレン性重合体の粒子を水中に分散させてなるものである。含フッ素重合体に官能基を導入することによって水性分散液中の微粒子の分散安定性が向上し、貯蔵安定性のよい塗料がえられ、さらの塗布後の被膜のレベリング性および透明性が向上する。
【0099】
また、官能基含有含フッ素エチレン性重合体としては、耐熱性、非粘着性、低摩擦性の点から反応性PTFE(I)、耐熱性、非粘着性の点から反応性PFAまたは反応性FEP(II)、耐熱性、非粘着性、弾性の点で反応性フッ素ゴム(IV)が好ましい。
【0100】
前記水性分散液は0.01〜1.0μmの前記重合体の微粒子が、水中に、分散された形態の組成物であるのが好ましい。一般にその中に分散安定化のための界面活性剤が配合されていてもよい。また、水性分散液に耐熱性や耐薬品性、非粘着性、低摩擦性を著しく低下させない範囲で通常使用される顔料、界面活性剤、消泡剤、粘度調整剤、レベリング剤などの添加物を配合することができる。
【0101】
含フッ素塗料用水性分散液は、種々の方法で製造することができる。具体的にはたとえば、
・懸濁重合法などでえられた官能基を有する含フッ素重合体の粉末を微粉砕し、それを水性分散媒中へ、界面活性剤によって均一に分散させる方法、
・乳化重合法により重合と同時に含フッ素水性分散液を製造し、必要に応じてさらに界面活性剤や添加剤を配合する方法
などがあげられるが、生産性や品質面(小粒径化や、均一粉径化)から、乳化重合法により直接水性分散液を製造する方法が好ましい。
【0102】
水性分散液の重合体濃度は目標とする膜厚、塗料の濃度、粘度、塗布方法などにより異なるが、通常、約5〜70重量%の範囲内で選べばよい。
【0103】
塗装方法は特に限定されず、ハケ塗り法、スプレー法、ロールコート法などで塗布後乾燥し、重合体の種類に応じ重合体の融点以上、分解温度以下の温度で焼成すればよい。
【0104】
また塗膜の膜厚は用途、目的、基材などによって適宜選択すればよく、たとえば約5〜200μm、好ましくは10〜100μmである。
【0105】
本発明における粉体塗料は、前記官能基含有含フッ素エチレン性重合体の粉体からなるものである。
【0106】
また、耐熱性、非粘着性、耐食性、耐薬品性の点から反応性PFAまたは反応性FEP(II)が、防汚性、加工性、透明性の点から反応性ETFE(III)が好ましい。
【0107】
含フッ素粉体塗料は粒径10μm〜1000μm、見かけ密度0.3〜1.2g/ccの形状の粉末または粒状のものが好ましく用いられる。
【0108】
この含フッ素粉体塗料には、耐熱性などのフッ素樹脂の性能を著しく低下させない範囲で、たとえばカーボン粉末、酸化チタン、酸化コバルトなどの顔料、ガラス繊維、カーボン繊維などの粉末、マイカなどの補強剤、アミン系酸化防止剤、有機イオウ系化合物、有機スズ系酸化防止剤、フェノール系酸化防止剤、金属石ケンなどの熱安定剤、レベリング剤、帯電防止剤などの添加剤を適宜配合できる。
【0109】
含フッ素粉体塗料への前記添加剤の配合は、粉末状で混合(乾式)してもよいし、スラリー状で混合(湿式)してもよいが、粉末の状態で行なうのが好ましい。混合用機器としては、たとえばサンドミル、V型ブレンダー、リボン型ブレンダーなどの通常の混合機および粉砕機を使用することができる。
【0110】
含フッ素粉体塗料の塗装は、一般に静電吹付、流動層浸漬、回転ライニングなどの方法などにより行なったのち、重合体の種類に応じて重合体の融点以上、分解温度以下の温度での焼成により良好な塗膜を形成することができる。
【0111】
一般に静電粉体塗装のばあい、膜厚10〜200μm、回転ライニングのばあい、膜厚200〜1000μmの塗膜が形成される。
【0112】
また、前記含フッ素塗料用材料に用いられる官能基含有含フッ素エチレン性重合体は、その接着性を利用し、金属やガラスなどの基材の表面へ官能基を有さないフッ素樹脂を被覆する際の良好な耐熱性を有する含フッ素塗料用プライマー層としても用いることができる。
【0113】
含フッ素塗料用プライマーは、前記官能基含有含フッ素エチレン性重合体からなる。
【0114】
プライマーは、前述の含フッ素重合体と同様のものが具体的に利用でき、基材の表面の種類や、プライマーを介して被覆する含フッ素重合体の種類(トップコートの種類)などにより適宜選択される。一般に含フッ素塗料用プライマーは、その上に被覆する含フッ素重合体の構造と同等の構造を有するものに官能基を含んだものが好ましい。
【0115】
この組合せは、プライマーに用いられる含フッ素重合体とその上に被覆される含フッ素重合体との相溶性が良好なものであり基材の表面との接着性だけではなくプライマー層とトップコート層との層間接着強度も良好なものとなりうる。また、高温での使用においても、他の樹脂成分を加えたプライマーを用いたばあいのように、重合体の熱収縮率の違いなどによる層間剥離やクラック、ピンホールなどをおこしにくい。また、そもそも塗膜全体が、含フッ素重合体で構成されるため、透明性や鮮やかな着色を有する用途にも充分対応でき、さらに塗膜の最表面に官能基を含まない含フッ素重合体層を形成しても優れた耐熱性、耐薬品性、非粘着性、および低摩擦性をより効果的に発揮することができる。
【0116】
トップコート層に用いる官能基を含まない含フッ素重合体としては、PTFE、PFA、FEP、ETFE、PVdF、VdF系共重合体などがあげられる。
【0117】
含フッ素塗料用プライマーとしては具体的には、前記官能基含有含フッ素エチレン性重合体を用いることができるが、基材をPTFEで被覆するばあいは、反応性PTFE(I)、反応性PFAまたはFEP(II)から選ばれるものをプライマーとして用いるのが好ましく、特に熱溶融性の反応性PFAまたはFEP(II)をプライマーに用いるのが、焼成により基材の表面に強固に熱溶融させて接着させることができより好ましい。基材をPFAやFEPで被覆するばあいは反応性PFAまたはFEP(II)をプライマーに用いるのが好ましい。さらに基材をETFEで被覆するばあい、特に反応性ETFE(III)をプライマーに用いるのが、接着性、透明性の点から好ましい。
【0118】
プライマー層を利用する被覆方法としては、
(第1工程)前記官能基を有する含フッ素重合体からなる含フッ素塗料用プライマーを基材の表面に塗布する工程、
(第2工程)第1工程で形成されたプライマー層上に、官能基を有さない含フッ素重合体からなる含フッ素塗料を塗布する工程、
(第3工程)第1工程と第2工程でえられた積層体を焼成する工程
の大きく3つの工程からなる含フッ素重合体の被覆方法を好ましく用いることができる。さらに第1工程で塗布されたプライマー層は、80〜150℃、5〜30分間程度かけて指触乾燥し、つぎの第2工程に進め(2コート1ベーク)てもよいし、プライマー層をたとえば溶融温度以上の高温で焼成したのち、第2工程に進め(2コート2ベーク)てもよい。
【0119】
第1工程においてプライマーの塗布方法は、プライマーの形態に応じて適宜選択され、たとえば含フッ素プライマーが水性分散液の形態のばあい、スプレーコーティング、スピンコーティング、はけ塗り、ディッピングなどの方法が用いられる。また、粉体塗料の形態のばあいは静電塗装法、流動浸漬法、回転ライニング法などの方法が用いられる。
【0120】
プライマー層の厚さは、目的、用途、基材の表面の種類、塗装の形態により異なってよいが、1〜50μm、好ましくは2〜20μmである。このようにプライマーは一般に低膜厚であるため、プライマーは水性分散体の形態としスプレー塗装などにより塗布することが好ましい。
【0121】
第2工程のプライマー層上への官能基を含まない含フッ素重合体からなる塗料の塗装方法は、含フッ素重合体の種類や塗料の形態、目的や用途により適宜選択され、たとえば水性分散液や有機溶剤分散液などのばあい、一般にスプレー塗装、はけ塗り、ロールコート、スピンコーティングなどが通常行なわれ、粉体塗料のばあいは静電塗装、流動浸漬法、回転ライニング法などの方法で塗装される。
【0122】
この工程での含フッ素重合体の塗装塗膜の厚さは、目的や用途、塗装方法により全く異なるが、一般にスプレー塗装などによる5〜50μm、好ましくは10〜50μm程度であり、粉体塗装を用いた薄膜化を目標とするばあい、静電塗装法で5〜100μmである。
【0123】
第3工程の焼成条件は、プライマー層、その上のトップ層の含フッ素重合体の種類(組成、融点など)により適宜選択されるが、一般に両者の含フッ素重合体の融点以上の温度で焼成される。焼成時間は、焼成温度により異なるが5分間〜3時間、好ましくは10〜30分間程度である。たとえばPTFE、PFA、FEPなどを被覆するばあいは、320〜400℃、好ましくは350〜400℃で焼成される。
【0124】
ロール用材料については、特にゴム系材料が用いられ、反応性フッ素ゴム(IV)も好ましい対象である。本発明の反応性フッ素ゴム(IV)は、フッ素ゴムと一般的に用いられる添加物との配合組成物とし、シートやチューブなどの成形物として用いることもできるが、加工性、薄膜成形性などの理由により、ゴム塗料として用いることが好ましい。本発明の反応性フッ素ゴムを塗料として用いるばあいの具体例に関して以下に説明する。
【0125】
用いる液状担体は低級ケトン類、低級エステル類、環状エーテルなどの有機溶剤、水および水と水溶性有機液体との混合物から選ばれ、水溶性有機液体としてはアルコール類が例示できる。これら液状担体のうち、塗装作業性を害しないなどの点から、水および水を主成分とするものがもっとも好ましい。
【0126】
フッ素ゴム塗料に含有される他の物質としての無機繊維状物質はフッ素ゴム塗膜の圧縮復元性を高めるために用いられ、代表的なものとしてガラス繊維、カーボン繊維、アスベスト繊維、チタン酸カリウム繊維などがあげられる。この無機繊維状物質は平均長が少なくとも1μm、好ましくは1〜100μmであることが望ましい。
【0127】
フッ素ゴム塗料に所望により添加されるアミン化合物は、主としてフッ素ゴムの加硫剤としての機能を果し、またカップリング剤とともに機械的性質を改良するものであり、その代表的な化合物を例示すると、エチルアミン、プロピルアミン、ブチルアミン、ベンジルアミン、アリルアミン、n−アミルアミン、エタノールアミンなどのモノアミン類、エチレンジアミン、トリメチレンジアミン、テトラメチレンジアミン、ヘキサメチレンジアミン、3,9−ビス(3−アミノプロピル)−2,4,8,10−テトラオキサスピロ[5,5]ウンデカンなどのジアミン類、ジエチレントリアミン、トリエチレンテトラミン、テトラエチレンペンタミン、ペンタエチレンヘキサミンなどのポリアミン類があげられ、特に2個以上の末端アミノ基を有するアミン化合物が好ましい。
【0128】
フッ素ゴム塗料を調製するには通常、フッ素ゴム、フッ素樹脂および液状担体の混合物に導電性物質、および顔料、受酸剤、充填剤などを配合し(必要に応じ、さらに界面活性剤を用いてもよい)、えられる分散液にカップリング剤および要すればアミン化合物を添加して(必要に応じ前記顔料、受酸剤、充填剤などの添加剤を加えてもよい)常法により充分混合することにより、均一なフッ素ゴム塗料となる。
【0129】
フッ素ゴムとフッ素樹脂の割合は重量で95:5〜35:65であることが望ましくフッ素樹脂の割合が前記下限より少ないときは、目的とする非粘着性および潤滑性の改良は充分でなく、逆に前記上限より多いときは目的とする厚さの塗膜がえられず、塗膜にクラックやピンホールが発生しやすい。
【0130】
カップリング剤の添加量は、通常フッ素ゴム100重量部当り1〜50重量部、好ましくは1〜20重量部である。所望によりアミン化合物を添加したばあいには、カップリング剤とアミン化合物の総和が前記の値をとるように配合する。このばあい、カップリング剤とアミン化合物の割合はモル比で1:99〜99:1の範囲から選ばれる。
【0131】
前記受酸剤としてはフッ素ゴムの加硫に通常用いられるものが同様に使用され、たとえば2価金属の酸化物または水酸化物の1種または2種以上が用いられる。具体的にはマグネシウム、カルシウム、亜鉛、鉛などの酸化物または水酸化物が例示される。また前記充填剤としては、シリカ、クレー、珪藻土、タルク、カーボンなどが用いられる。
【0132】
フッ素ゴム塗料は塗料の通常の塗装法(ハケ塗り、浸漬、スプレーなど)によって基材に塗布または含浸され、室温〜400℃、好ましくは100〜400℃の温度条件下で適当な時間硬化することによって目的とするフッ素ゴム塗膜とすることができる。
【0133】
フッ素ゴム塗料の膜厚は、5μm以上であることが好ましい。その膜厚が5μmよりも薄いと基材表面全体にムラが生じて被覆されない部分が生じる危惧がある。このようにしてえられたフッ素ゴム塗料は、フッ素ゴム本来の性能たとえば耐熱性、耐候性、耐摩耗性、耐油性、耐溶剤性および耐薬品性を有すると同時に導電性を有し、基材との接着性およびそれ自体の機械的性質に優れており、さらにその表面に非粘着性および潤滑性が付与される。
【0134】
カップリング剤とは、有機素材と無機素材の界面に作用し、化学的結合または物理的結合により両素材間に強固なブリッジを形成させる化合物をいい、通常ケイ素、チタン、ジルコニウム、ハフニウム、トリウム、スズ、アルミニウムまたはマグネシウムの化合物であって、有機素材と無機素材とを結合しうる基を有する化合物である。これらカップリング剤のうち、好ましいものはシランカップリング剤および周期表第IV族遷移元素(たとえばチタンまたはジルコニウムなど)のオルト酸エステルおよびその誘導体であり、特にアミノシラン化合物が最も好ましい。
【0135】
シランカップリング剤としては、たとえば一般的:
R1・Si・R2 3-a・R3 a
(式中、R1は塩素原子、アミノ基、アミノアルキル基、ウレイド基、グリシドオキシ基、エポキシシクロヘキシル基、アクリロイルオキシ基、メタクリロイルオキシ基、メルカプト基およびビニル基から選ばれた少なくとも1種の官能性原子または基を有する炭素数1〜10のアルキル基またはビニル基、R2およびR3はそれぞれ塩素原子、水酸基、炭素数1〜10のアルコキシ基、炭素数2〜15のアルコキシ置換アルコキシ基、炭素数2〜4のヒドロキシアルキルオキシ基および炭素数2〜15のアシルオキシ基から選ばれた原子または基、aは0、1または2を表わす)で示されるシラン化合物をあげることができる。
【0136】
R1は官能性置換基をもったアルキル基であって、その好適な例をあげると、β−アミノエチル基、γ−アミノプロピル基、N−(β−アミノエチル)−γ−アミノプロピル基、γ−ウレイドプロピル基、γ−グリシドオキシプロピル基、β−(3,4−エポキシシクロヘキシル)エチル基、γ−アクリロイルオキシプロピル基、γ−メタクリロイルオキシプロピル基、γ−メルカプトプロピル基、β−クロロエチル基、β−クロロプロピル基、γ−ビニルプロピル基などを例示できる。またR1はビニル基であってもよい。
【0137】
好適に用いられる前記シラン化合物の具体例としては、たとえばγ−アミノプロピルトリエトキシシラン、N−β−アミノエチル−γ−アミノプロピルトリメトキシシラン、γ−ウレイドプロピルトリエトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、β−(3,4−エポキシシクロヘキシル)エチルトリメチルシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メルカプトプロピルトリメトキシシラン、γ−クロロプロピルトリメトキシシラン、ビニルトリス(β−メトキシエトキシ)シラン、ビニルトリエトキシシラン、ビニルトリクロロシラン、ビニルトリアセトキシシラン、N−(トリメトキシシリルプロピル)エチレンジアミン、N−β−アミノエチル−γ−アミノプロピルメチルジメトキシシラン、β−アミノエチル−β−アミノエチル−γ−アミノプロピルトリメトキシシランなどをあげることができる。これらシランカップリング剤の中でも、アミノシラン化合物、たとえばγ−アミノプロピルトリエトキシシラン、N−β−アミノエチル−γ−アミノプロピルトリメトキシシラン、N−(トリメトキシシリルプロピル)エチレンジアミン、N−β−アミノエチル−γ−アミノプロピルメチルジメトキシシラン、γ−ウレイドプロピルトリエトキシシラン、β−アミノエチル−β−アミノエチル−γ−アミノプロピルトリメトキシシランなどの化合物は、フッ素ゴムの加硫剤としての機能を果たすとともに、基材との接着性の向上にも大きく寄与し、さらに液状担体に対しても安全に用いられるので特に好ましい。
【0138】
チタン、ジルコニウム、ハフニウムおよびトリウムの化合物としては、たとえば一般式:
T(OR)4
(式中、Tはチタン、ジルコニウム、ハフニウムまたはトリウム、Rはアルキル基、シクロアルキル基またはアリール基を表わす)で示されるオルト酸エステルおよびこれに少なくとも1個の官能基を有する化合物の1種以上を反応させてえられる誘導体をあげることができる。前記少なくとも1個の官能基を有する化合物としてはたとえばグリセリン、エチレングリコール、1,3−ブタンジオール、2,3−ブタンジオール、ヘキシレングリコール、オクチレングリコールなどの多価アルコール類、サリチルアルデヒド、グリコールなどのオキシアルデヒド類、ジアセトンアルコール、フラクトースなどのオキシケトン類、グリコール酸、乳酸、ジオキシマレイン酸、クエン酸などのオキシカルボン酸類、ジアセチルアセトンなどのジケトン類、アセト酢酸などのケトン酸類、アセト酢酸エチルなどのケトン酸のエステル類、トリエタノールアミン、ジエタノールアミンなどのオキシアミン類、カテコール、ピロガロールなどのオキシフェノール化合物などが使用可能である。
【0139】
Tがチタンのばあいの具体的な化合物を例示すれば、チタン酸テトラアルキル(たとえばチタン酸テトラエチル、チタン酸テトライソプロピル、チタン酸テトラブチル)、チタン酸テトラエチレングリコール、チタン酸トリエタノールアミン、チタニウムアセチルアセトネート、イソプロピルトリオクタノイルチタネート、イソプロピルトリメタクリルチタネート、イソプロピルトリアクリルチタネート、イソプロピルトリ(ブチル、メチルバイロホスフェート)チタネート、テトライソプロピルジ(ジラウリルホスファイト)チタネート、ジメタクリルオキシアセテートチタネート、ジアクリルオキシアセテートチタネート、ジ(ジオクチルホスフェート)エチレンチタネートなどがあげられる。
【0140】
ジルコニウム化合物としては前記チタン化合物と同様の化合物を用いることができる。具体例としては、テトラエチルジルコネートおよびテトラブチルジルコネートなどのテトラアルキルジルコネート、n−プロピルジルコネート、イソプロピルジルコネート、n−ブチルジルコネート、イソブチルジルコネート、ジルコニウムアセチルアセトネートなどがあげられる。
【0141】
ハフニウムおよびトリウムの化合物としてはチタンおよびジルコニウムと同様の化合物を用いることができる。
【0142】
スズの化合物としては有機または無機の化合物、たとえばSnCl4などを用いることができる。アルミニウムの化合物としてはアルミニウムイソプロピレート、モノsec−ブトキシアルミニウムジイシプロピレート、アルミニウムsec−ブチレート、エチルアセトアセテートアルミニウムジイソプロピレートおよびアルミニウムトリス(エチルアセトアセテート)などが例示できる。
【0143】
マグネシウム化合物としてはマグネシウムメチレートおよびマグネシウムエチレートなどマグネシウムアルコラートが例示できる。
【0144】
液状担体はスプレー塗装、ハケ塗り、ディッピングなどの各種の塗装作業に適するため、配合するものである。具体例としては、たとえばアセトン、メチルエチルケトン、シクロヘキサノンなどの低級ケトン類;酢酸エチル、酢酸プロピル、酢酸ブチルなどの低級エステル類;テトラヒドロフラン、1,4−ジオキサンなどの環状エーテル類;水;水とメタノール、エタノール、イソプロピルアルコールなどのアルコール類、エチレングリコールなどのグリコール類、メチルセロソルブなどの水溶性有機液体との混合物;およびこれらの2種以上があげられる。特に好ましくは塗装作業性、保存安定性、地球環境保護などの点から水を主成分とする液状担体が好ましい。
【0145】
このほか必要に応じて界面活性剤、顔料、充填剤、各種塗料添加剤を配合することができる。
【0146】
さらに通常各種の塗料で用途に応じて配合される添加剤を加えてもよい。そうした添加剤としては、たとえば顔料、密着性向上剤(有機樹脂粉末など)、潤滑性付与剤(フッ素系オイルなど)、耐摩耗性向上剤(無機セラミックス粉末など)、増粘剤、造膜剤、界面活性剤などがあげられる。配合量は塗料の用途、塗装方法などによって適宜選定すればよいが、本発明の目的である非粘着性が損なわれないように注意する。
【0147】
つぎに、前記官能基含有含フッ素エチレン性重合体をフィルムの形態で適用し、OA機器用非粘着性複合材を作製する技術について説明する。
【0148】
フィルムの形態で適用する利点は、つぎのとおりである。
(1)官能基含有含フッ素エチレン性重合体からなるフィルムは、ホットメルト型接着剤には必須のアプリケーターを必要とせず基材の上またはあいだに挟み込み熱圧着することにより接着でき、工程的にも有利である。
(2)また、基材の全面に均一な接着層を形成するため、接着むらのない均一な接着強度がえられ、相溶性のないまたはわるい基材にも対応できる。
(3)さらに、種々の形状にカットして使用でき、作業ロスが少なく作業環境もよく、コスト的にも有利である。
【0149】
本発明の含フッ素重合体フィルムは、前記官能基含有含フッ素エチレン性重合体を成形してなる含フッ素重合体フィルムであるのがよく、表面処理や一般の接着剤の使用を行なわなくとも、他の種々の基材と接着させることができ、それによって基材に含フッ素重合体の優れた特性を与えうる。
【0150】
前記官能基含有含フッ素重合体のなかから、用途や目的、フィルム製造工程、接着方法に応じて種々の接着剤を用いた接着性フィルムの製造が可能であるが、接着性フィルム自体が耐熱性、耐薬品性、機械特性、非粘着性などを有すること、溶融成形などに代表される効率的なフィルム成形が可能であり、良好な成形性をもち、薄膜化や均一化が可能であること、また種々の熱圧着法により溶融し、種々の基材に強固に、きれいに接着させることができること、などの理由で、前記共重合体(II)(反応性PFAまたは反応性FEP)または前記共重合体(III)(反応性ETFE)が好ましい。また、官能基としては、耐熱性の点から特にヒドロキシル基が好ましい。
【0151】
含フッ素フィルムの厚さは、目的や用途により選択され、特に限定されないが、10〜3000μmのものが用いられ、好ましくは20〜500μm、特に好ましくは40〜300μmである。
【0152】
薄すぎるフィルムは、特殊な製造方法が必要であったり、接着操作を行なうときの取扱いが困難でしわや破損、外観不良が起こりやすく、また接着強度、機械的強度、耐薬品性、耐候性の点でも不充分となるばあいがある。厚すぎるフィルムはコスト、接合して一体化するときの作業性の点で不利となる。
【0153】
本発明において含フッ素重合体フィルムは単独で使用してもよいし、前述の官能基を有する含フッ素エチレン性重合体フィルム(接着層)と官能基を有さない含フッ素エチレン性重合体フィルム(表面層)とを積層してなる含フッ素重合体積層フィルムの形で適用することもできる。
【0154】
つまり、一面は、官能基含有含フッ素エチレン性重合体からなる層により、他の基材との接着性を与え、もう一方の面は、一般の含フッ素重合体からなる層とする。前記官能基含有含フッ素エチレン性重合体の面を基材に接触させ、熱圧着などの操作により接着させることにより、含フッ素重合体の優れた非粘着性、防汚性、低摩擦性、耐候性、耐薬品性などの優れた特性を調理機器用基材または基材を含めた複合材に与えうる。
【0155】
本発明における2層からなる含フッ素重合体積層フィルムの厚さは、目的や用途により選択され、特に限定されないが、2層合わせて20〜5000μm、好ましくは40〜1000μm、特に好ましくは100〜500μmである。
【0156】
各層の厚さは、接着層5〜1000μm、含フッ素重合体層(表面層)15〜4995μm程度のものが使用でき、好ましくは接着層10〜500μm、表面層30〜990μm、特に好ましくは接着層10〜200μm、表面層90〜490μmである。
【0157】
なお、接着層用のフィルムを基材に接着したのち、表面層用のフィルムを被覆してもよい。
【0158】
官能基含有含フッ素重合体フィルム中に、特性を損なわない範囲で適当な補強剤、充填剤、安定剤、紫外線吸収剤、顔料その他適宜添加剤を含有せしめることも可能である。かかる添加剤によって、熱安定性の改良、表面硬度の改良、耐摩耗性の改良、耐候性の改良、帯電性の改良、その他を向上せしめることも可能である。
【0159】
本発明における含フッ素フィルムは、それに用いた重合体の種類や、目的となるフィルムの形状により、熱溶融法、押出法、切削法、溶剤キャスティング、粉体、水性または有機溶剤分散体を塗装したのち連続した皮膜とし、フィルムをうる方法など種々の製法によりうることができる。
【0160】
たとえば、前述の反応性PTFEからなる溶融成形が困難な重合体は、圧縮成形、押出成形(ラム押出、ペースト押出と圧延加工など)などにより成形でき、また、反応性のPFA、FEP、ETFEなどのように溶融成形可能な重合体においては、圧縮成形、押出成形などが採用され、特に生産性、品質面などの理由から溶融押出成形が好ましい方法である。
【0161】
つまり、一面は、官能基含有含フッ素エチレン性重合体からなる層により、他の基材との接着性を与え、もう一方の面は、一般の含フッ素重合体からなる層とする。前記官能基含有含フッ素エチレン性重合体の面を基材に接触させ、熱圧着などの操作により接着させることにより、含フッ素重合体の優れた耐薬品性、耐候性、耐汚染性、非粘着性、低摩擦性、電気特性(高周波電気絶縁性)などの優れた特性を基材または基材を含めた複合材に与えうる。
【0162】
本発明における2層からなる含フッ素重合体積層フィルムの厚さは、目的や用途により選択され、特に限定されないが、2層合わせて20〜5000μm、好ましくは40〜1000μm、特に好ましくは100〜500μmである。
【0163】
各層の厚さは、接着層5〜1000μm、含フッ素重合体層(表面層)15〜4995μm程度のものが使用でき、好ましくは接着層10〜500μm、表面層30〜990μm、特に好ましくは接着層10〜200μm、表面層90〜490μmである。
【0164】
なお、接着層用フィルムを基材に接着したのち、表面層用のフィルムを被覆してもよい。
【0165】
官能基含有含フッ素重合体フィルム中に、特性を損なわない範囲で適当な補強剤、充填剤、安定剤、紫外線吸収剤、顔料その他適宜添加剤を含有せしめることも可能である。かかる添加剤によって、熱安定性の改良、表面硬度の改良、耐摩耗性の改良、耐候性の改良、帯電性の改良、その他を向上せしめることも可能である。
【0166】
本発明における含フッ素樹脂フィルムは、それに用いた重合体の種類や、目的となるフィルムの形状により、熱溶融法、押出法、切削法、溶剤キャスティング、粉体、水性または有機溶剤分散体を塗装したのち連続した皮膜とし、フィルムをうる方法など種々の製法によりうることができる。
【0167】
たとえば、前述の反応性PTFEからなる溶融成形が困難な重合体は、圧縮成形、押出成形(ラム押出、ペースト押出と圧延加工など)などにより成形でき、また、反応性のPFA、FEP、ETFEなどのように溶融成形可能な重合体においては、圧縮成形、押出成形などが採用され、特に生産性、品質面などの理由から溶融押出成形が好ましい方法である。
【0168】
積層フィルムの接合一体化は、接着層用と表面層用のそれぞれの成形フィルムを重ね合わせて圧縮成形する方法、また一方の成形フィルム上に他方を塗装する方法、多層共押出成形法により、フィルム成形と同時に接合一体化を達成する方法などが採用でき、なかでも生産性や品質面で多層共押出成形法が好ましい。
【0169】
また、前記官能基含フッ素エチレン性重合体をゴム系シート状材料とするばあいは、前記反応性フッ素ゴムに加硫剤を配合したものを押し出しやプレスしてうることができる。該シート状材料の基材への提供は、基材に貼り合わせた後、従来の方法で加硫接着すればよい。
【0170】
また、チューブ状材料は、前記フィルム状材料およびシート状材料からロール状の基材に巻きつけて接着する方法もあるが、好ましくは前記官能基含有含フッ素エチレン性重合体を溶融押し出しによりチューブをえ、そのままロール状基材外装に施す方法や、押出チューブをさらにエア加圧により適当な外径に膨らます方法によればより容易に用いることができる。
【0171】
官能基含有含フッ素重合体フィルムやシートの基材との接着は、加熱などによる熱活性化によって達成され、さらには熱溶融接着が好ましい。代表的な接着方法として熱ロール法や、熱プレス法であり、その他、高周波加熱法、マイクロ法、真空圧着法(真空プレスなど)、空気圧法などがあり、基材の種類や形状やフィルムの状態と種類などによって適宜選択できる。また、チューブとロール状基材との接着はたとえば加熱などによる熱活性化によって一般に行なうことができる。
【0172】
前記官能基含有含フッ素エチレン性重合体が接着可能な基材としては、金属系基材、セラミックス系基材、合成樹脂基材があげられる。
【0173】
金属系基材の金属には金属および2種以上の金属による合金類、金属酸化物、金属水酸化物、炭酸塩、硫酸塩などの金属塩類も含まれる。そのなかでも金属および金属酸化物、合金類が接着性においてより好ましい。
【0174】
金属系基材の具体例としては、アルミニウム、鉄、ニッケル、チタン、モリブデン、マグネシウム、マンガン、銅、銀、鉛、スズ、クロム、ベリリウム、タングステン、コバルトなど金属や金属化合物およびこれらの2種以上からなる合金類などがあげられる。
【0175】
合金類の具体例としては炭素鋼、Ni鋼、Cr鋼、Ni−Cr鋼、Cr−Mo鋼、ステンレス鋼、ケイ素鋼、パーマロイなどの合金鋼、Al−Cl、Al−Mg、Al−Si、Al−Cu−Ni−Mg、Al−Si−Cu−Ni−Mgなどのアルミニウム合金、黄銅、青銅(ブロンズ)、ケイ素青銅、ケイ素黄銅、洋白、ニッケル青銅などの銅合金、ニッケルマンガン(Dニッケル)、ニッケル−アルミニウム(Zニッケル)、ニッケル−ケイ素、モネルメタル、コンスタンタン、ニクロムインコネル、ハステロイなどのニッケル合金などがあげられる。
【0176】
さらにアルミニウム系金属については、純アルミニウム、アルミニウムの酸化物、Al−Cu系、Al−Si系、Al−Mg系およびAl−Cu−Ni−Mg系、Al−Si−Cu−Ni−Mg系合金、高力アルミニウム合金、耐食アルミニウム合金などの鋳造用または展伸用のアルミニウム合金を用いることができる。
【0177】
さらにまた鉄系金属としては、純鉄、酸化鉄、炭素鋼、Ni鋼、Cr鋼、Ni−Cr鋼、Cr−Mo鋼、Ni−Cr−Mo鋼、ステンレス鋼、ケイ素鋼、パーマロイ、不感磁性鋼、磁石鋼、鋳鉄類などを用いることができる。
【0178】
また、金属の腐食防止などを目的として、金属表面に電気メッキ、溶融メッキ、クロマイジング、シリコナイジング、カロライジング、シェラダイジング、溶射などを施して他の金属を被膜したり、リン酸塩処理によりリン酸塩被膜を形成させたり、陽極酸化や加熱酸化により金属酸化物を形成させたり、電気化学的防食を施した基材へも接着できる。
【0179】
さらに、接着性をさらに向上させることを目的として、金属基材表面をリン酸塩、硫酸、クロム酸、シュウ酸などによる化成処理を施したり、サンドブラスト、ショットブラスト、グリットブラスト、ホーニング、ペーパースクラッチ、ワイヤースクラッチ、ヘアーライン処理などの表面粗面化処理を施してもよく、意匠性を目的として、金属表面に、着色、印刷、エッチングなどを施してもよい。
【0180】
また、さらに上記アルミニウムまたはアルミニウム合金系基材のばあい、その表面に防食、表面硬化、接着性の向上などを目的に、苛性ソーダ、シュウ酸、硫酸、クロム酸を用いた陽極酸化を行なって酸化皮膜を形成させたもの(アルマイト)や、その他前述の表面処理を施したものも用いることもできる。
【0181】
さらに前述と同様に、表面に他の金属をメッキしたもの、たとえば溶融亜鉛メッキ鋼板、合金化溶融亜鉛メッキ鋼板、アルミニウムメッキ鋼板、亜鉛ニッケルメッキ鋼板、亜鉛アルミニウム鋼板など、浸透法、溶射法により他の金属を被膜したもの、クロム酸系やリン酸系の化成処理または加熱処理により酸化被膜を形成させたもの、電気的防食法を施したもの(たとえばカルバニック鋼板)などでもよい。
【0182】
セラミックス系基材としては、たとえばガラス類、陶器、磁器などがあげられる。
【0183】
ガラス類は特に組成は限定されず、石英ガラス、鉛ガラス、無アルカリガラス、アルカリガラスなどがあげられる。
【0184】
合成樹脂基材としては、たとえばアクリル樹脂、ポリカーボネート、ポリフェニレンサルファイド、ポリアミド、ポリオキシメチレン(POM)、ポリエーテルエーテルケトン(PEEK)、耐熱性エンジニアリングプラスチック、ポリイミドなどの熱硬化性樹脂、シリコン系、ウレタン系などのゴム系材料などがあげられる。
【0185】
本発明のOA機器用非粘着性複合材の基材としては、前記の基材のうち、金属系基材としては、ロール用としてアルミ系材料が主として用いられ、その他の部品については、アルニウム以外の、たとえばSUS、鋼板類などが用いられる。
【0186】
そのほか、透明性が要求される部分にセラミックス系基材のガラス類、樹脂系基材のアクリル樹脂やポリカーボネートなどが通常使用されている。
【0187】
なお、OA機器またはその部品の種類によっては加工が困難なばあいがあるため、基材は最終製品の形状とするのが好ましい。
【0188】
本発明における複合材は、第1に前記官能基含有含フッ素エチレン性重合体が良好な接着性をもって基材に適用されていることから、第2に該官能基含有含フッ素エチレン性重合体が良好な非粘着性、耐熱性、防汚性、耐摩耗性などを有することから、各種OA機器用に用いることができる。
【0189】
本発明のOA機器用非粘着性複合材を用いることのできる好適なOA機器およびその部分を以下に具体的に列挙する。したがって、本発明は後述するOA機器および各種部分にも関する。
【0190】
また、これらを項目ごとに分類して整理し、表1および2に示した。
【0191】
本発明のOA機器用非粘着性複合材は、たとえばつぎのようなものに用いることができる。また、各々のばあいにおける基材、官能基含有含フッ素重合体の種類および適用形態ならびに利点をあわせて示す。
【0192】
(1)定着ロール
(i)モノクロ用
基材:アルミニウムまたはSUSからなるもの
官能基含有含フッ素重合体:反応性PFAまたはFEP
適用形態:塗料またはチューブ
この複合材を用いると、トナー非粘着性、耐久性、耐熱性に優れた定着ロールをうることができ、接着性に優れることからプライマーを設けなくてもよいため、加工性にも優れる。
【0193】
(ii)カラー・モノクロ共用
基材:金属をシリコンゴムまたはウレタンゴムで被覆したもの
官能基含有含フッ素重合体:反応性PFAもしくはFEP、または反応性フッ素ゴム
適用形態:塗料、チューブまたはシート
この複合材を用い、さらにばあいによって、離型シリコンオイルを塗布することによりトナー非粘着性、紙の離型性、弾性、耐摩耗性に優れた定着ロールをうることができ、また、官能基含有含フッ素重合体が接着性に優れることから、プライマー層を設けなくてもよいため、加工性にも優れる。
【0194】
(2)加圧ロール(カラー・モノクロ共用)
基材:金属をシリコンゴムまたはウレタンゴムで被覆したもの
官能基含有含フッ素重合体:反応性PFAもしくはFEP、または反応性フッ素ゴム
適用形態:塗料、チューブまたは成形
この複合材を用いると、トナー非粘着性、弾性、耐磨耗性に優れた加圧ロールをうることができ、また、プライマー層を設けなくても接着性に優れるため加工性も良好である。
【0195】
(3)帯電ロール(カラー・モノクロ共用)
基材:ウレタンゴムからなるもの
官能基含有含フッ素重合体:反応性フッ素ゴム
適用形態:塗料
この複合材を用いると、導電性の制御性、抵抗値の均一性、紙の離型性、耐摩耗性、トナー非粘着性に優れた帯電ロールをうることができ、またプライマー層を設けなくても接着性に優れるため加工性もよい。
【0196】
(4)転写ロール(カラー・モノクロ共用)
基材:ウレタンゴムからなるもの
官能基含有含フッ素重合体:反応性フッ素ゴム
適用形態:塗料
この複合材を用いると、導電性の制御性、抵抗値の均一性、紙の離型性、耐摩耗性、弾性に優れた転写ロールをうることができ、またプライマー層を設けなくても接着性に優れるため加工性もよい。
【0197】
(5)転写ベルト(カラー・モノクロ共用)
基材:ポリイミドからなるもの
官能基含有含フッ素重合体:反応性PFAもしくはFEP、または反応性フッ素ゴム
適用形態:フィルムまたは塗料
この複合材を用いると、導電性の制御性、抵抗値の均一性、耐摩耗性、トナー非粘着性に優れた転写ベルトをうることができ、またプライマー層を設けなくても接着性がよく加工性にも優れる。
【0198】
(6)分離爪および定着軸受け(表面)
基材:耐熱性樹脂(たとえばポリフェニレンサルファイド、ポリアミドイミド、ポリエーテルイミド、POMまたはPEEKなど)からなるもの
官能基含有含フッ素重合体:反応性PTFEまたは反応性PFAもしくはFEP
適用形態:塗料
この複合材を用いると、トナー非粘着性、耐摩耗性、紙送り性に優れ、ロールを傷付けにくい分離爪および低摩擦性、耐摩耗性、耐熱性に優れた定着軸受けをうることができ、官能基含有含フッ素重合体が接着性に優れることからプライマー層を必要とせず加工性にも優れる。
【0199】
(7)排紙コロおよび排紙ガイド
基材:樹脂(たとえばポリフェニレンサルファイド、ポリアミドイミド、ポリエーテルイミド、POMまたはPEEKなど)からなるもの
官能基含有含フッ素重合体:反応性PTFEまたは反応性PFAもしくはFEP
適用形態:塗料
この複合材を用いると、トナー非粘着性、耐摩耗性に優れる排紙コロおよび排紙ガイドをうることができ、官能基含有含フッ素重合体が接着性に優れるためにプライマー層を必要とせず加工性にも優れる。
【0200】
また、本発明の複合材は、特にその良好な透明性を利用してつぎのようなOA機器用の部品にも用いることができる。
【0201】
(8)ブラウン管、液晶パネルおよびプラズマディスプレイ(前面)
基材:ガラス
官能基含有含フッ素重合体:反応性PFAもしくはFEP、または反応性ETFE
適用形態:フィルムまたは塗料
この複合材を用いると、透明性、ほこり、指紋などに対する防汚性、携帯時の衝撃や落下などに対する飛散防止性に優れたブラウン管、液晶パネルおよびプラズマディスプレイをうることができ、プライマー層を設ける必要がなく加工性に優れる。
【0202】
(9)コンタクトガラス(表面)
基材:ガラス
官能基含有含フッ素重合体:反応性PFAもしくはFEP、または反応性ETFE
適用形態:塗料
この複合材を用いると、透明性、指紋などに対する防汚性、修正液、インクなどに対する非粘着性に優れたコンタクトガラスをうることができ、官能基含有含フッ素重合体が接着性に優れるためにプライマー層を設ける必要がなく加工性に優れる。
【0203】
【表1】
【0204】
【表2】
【0205】
以下に実施例を用いて本発明を説明するが、本発明はこれらのみに利用されるものではない。
【0206】
製造例1
(ヒドロキシル基を有するPFAからなる水性分散体の製造)
撹拌後、バルブ、圧力ゲージ、温度計を備えた3リットルガラスライニング製オートクレーブに純水1500ml、パーフルオロオクタン酸アンモニウム9.0gを入れ、窒素ガスで充分置換したのち、真空にし、エタンガス20mlを仕込んだ。
【0207】
ついで、パーフルオロ−(1,1,9,9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式(7))
の3.8g、パーフルオロ(プロピルビニルエーテル)(PPVE)18g、を窒素ガスを用いて圧入し、系内の温度を70℃に保った。
【0208】
撹拌を行ないながらテトラフルオロエチレンガス(TFE)を内圧が8.5kgf/cm2Gとなるように圧入した。
【0209】
ついで、過硫酸アンモニウム0.15gを水5.0gに溶かした溶液を窒素を用いて圧入して反応を開始した。
【0210】
重合反応の進行に伴って圧力が低下するので、7.5kgf/cm2Gまで低下した時点でテトラフルオロエチレンガスで8.5kgf/cm2まで再加圧し、降圧、昇圧を繰り返した。
【0211】
テトラフルオロエチレンの供給を続けながら、重合開始からテトラフルオロエチレンガスが約40g消費されるごとに、前記のヒドロキシル基を有する含フッ素エチレン性単量体(前記式(7)で示される化合物)の1.9gを計3回(計5.7g)圧入して重合を継続し、重合開始よりテトラフルオロエチレンが約160g消費された時点で供給を止めオートクレーブを冷却し、未反応モノマーを放出し、青みがかった半透明の水性分散体1702gをえた。
【0212】
えられた水性分散体中のポリマーの濃度は10.9%、動的光散乱法で測定した粒子径は70.7nmであった。
【0213】
また、えられた水性分散体の一部をとり凍結凝析を行ない、析出したポリマーを洗浄、乾燥し白色固体を単離した。えられた共重合体の組成は、19F−NMR分析、IR分析により、TFE/PPVE/(式(7)で示されるヒドロキシル基を有する含フッ素エチレン性単量体)=97.7/1.2/1.1モル%であった。
【0214】
また赤外スペクトルは3620〜3400cm-1に−OHの特性吸収が観測された。
【0215】
DSC分析により、Tm=310℃、DTGA分析により1%熱分解温度Td=368℃であった。高化式フローテスターを用いて2mm、長さ8mmのノズルを用い、372℃で予熱5分間、荷重7kgf/cm2でメルトフローレートを測定したところ12.0g/10minであった。
【0216】
製造例2
(ヒドロキシル基を有するPFAからなる水性分散体の製造)
製造例1と同じオートクレーブに純水1500ml、パーフルオロオクタン酸アンモニウム9.0gを入れ、窒素ガスで充分置換したのち真空にし、エタンガス20mlを仕込んだ。
【0217】
ついで、パーフルオロ−(1,1,9,9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式(7)の化合物)1.9g、パーフルオロ(プロピルビニルエーテル)(PPVE)16.1gを窒素ガスを用いて圧入し系内の温度を70℃に保った。
【0218】
撹拌を行いながらテトラフルオロエチレン(TFE)を内圧8.5kgf/cm2Gとなるように圧入した。
【0219】
ついで、過硫酸アンモニウム0.15gを水5.0gに溶かした溶液を窒素を用いて圧入して反応を開始した。
【0220】
重合反応の進行に伴って圧力が低下するので、7.5kgf/cm2Gまで低下した時点で、テトラフルオロエチレンガスで8.5kgf/cm2Gまで再加圧し、降圧、昇圧を繰り返した。
【0221】
テトラフルオロエチレンの供給を続けながら重合開始からテトラフルオロエチレンガスが40g消費されるごとに、前記のヒドロキシル基を有する含フッ素エチレン性単量体(式(7)で示される化合物)の0.95gを計3回(計2.85g)を圧入して重合を継続し、重合開始よりテトラフルオロエチレンが160g消費された時点で供給を止めオートクレーブを冷却し、未反応モノマーを放出した。水性分散体1692gをえた。えられた水性分散体中のポリマーの濃度は10.6%、粒子径は76.8nmであった。
【0222】
製造例1と同様にして、水性分散体の一部をとり白色固体を単離した。
【0223】
同様にしてえられた白色固体を分析したところ、
TFE/PPVE/(式(7)のヒドロキシル基を有する含フッ素単量体)=98.3/1.1/0.6モル%
Tm=310℃
1%熱分解温度Td=374℃
メルトフローレート:9.5g/10min
なお、赤外スペクトルは3620〜3400cm-1に−OHの特性吸収が観測された。
【0224】
製造例3
(官能基を有さないPFAの水性分散体の合成)
製造例1において、パーフルオロ−(1、1、9、9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式(7)で示される化合物)を用いなかったこと以外は、製造例1と同様にして乳化重合を行い、官能基を含まないPFAの水性分散体1662gをえた。
【0225】
水性分散対中のポリマーの濃度は9.7%、粒子径は115nmであった。
【0226】
製造例1と同様に白色固体を単離し、分析した。
【0227】
TFE/PPVE=98.9/1.1mol%
Tm=310℃
1%熱分解温度Td=479℃
メルトフローレート=19.2g/10min
なお赤外スペクトルでは−OHの特性吸収は観測されなかった。
【0228】
製造例4
(ヒドロキシル基を有するPFAの合成)
撹拌機、バルブ、圧力ゲージ、温度計を備えた6リットルのガラスライニング製オートクレーブに純水1500mlを入れ、窒素ガスで充分置換したのち、真空にし、1,2−ジクロロ−1,1,2,2−テトラフルオロエタン(R−114)1500gを仕込んだ。
【0229】
ついで、パーフルオロ−(1,1,9,9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式7で示される化合物)の5.0g、パーフルオロ(プロピルビニルエーテル)(PPVE)130g、メタノール180gを窒素ガスを用いて圧入し、系内の温度を35℃に保った。
【0230】
撹拌を行ないながらテトラフルオロエチレンガス(TFE)を内圧が8.0kgf/cm2Gとなるように圧入した。ついで、ジ−n−プロピルパーオキシジカーボネートの50%メタノール溶液0.5gを窒素を用いて圧入して反応を開始した。
【0231】
重合反応の進行に伴って圧力が低下するので、7.5kgf/cm2Gまで低下した時点でテトラフルオロエチレンガスで8.0kgf/cm2まで再加圧し、降圧、昇圧を繰り返した。
【0232】
テトラフルオロエチレンの供給を続けながら、重合開始からテトラフルオロエチレンガスが約60g消費されるごとに、前記のヒドロキシル基を有する含フッ素エチレン性単量体(前記式(7)で示される化合物)の2.5gを計9回(計22.5g)圧入して重合を継続し、重合開始よりテトラフルオロエチレンが約600g消費された時点で供給を止めオートクレーブを冷却し、未反応モノマーおよびR−114を放出した。
【0233】
えられた共重合体を水洗、メタノール洗浄を行なったのち、真空乾燥することにより710gの白色固体をえた。えられた共重合体の組成は19F−NMR分析、IR分析によりTFE/PPVE/(式(7)で示されるヒドロキシル基を有する含フッ素エチレン性単量体)=97.0/2.0/1.0モル%であった。また、赤外スペクトルは3620〜3400cm-1に−OHの特性吸収が観測された。DSC分析によりTm=305℃、DTGA分析により1%熱分解温度Td=375℃であった。高化式フローテスターを用いて直径2mm、長さ8mmのノズルを用い、372℃で予熱5分間、荷重7kgf/cm2でメルトフローレートを測定したところ32g/10minであった。
【0234】
製造例5
(ヒドロキシル基を有するPFAの合成)
撹拌機、バルブ、圧力ゲージ、温度計を備えた6リットルのガラスライニング製オートクレーブに純水1500mlを入れ、窒素ガスで充分置換したのち、真空にし、1,2−ジクロロ−1,1,2,2−テトラフルオロエタン(R−114)1500gを仕込んだ。
【0235】
ついで、パーフルオロ−(1,1,9,9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式(7))を2.5g、パーフルオロ(プロピルビニルエーテル)(PPVE)を132g、メタノールを230gとした以外は製造例4と同様にして反応を開始し、温度を35℃に保った。
【0236】
撹拌を行ないながらテトラフルオロエチレンガス(TFE)を内圧が8.0kgf/cm2Gとなるように圧入した。ついで、ジ−n−プロピルパーオキシジカーボネートの50%メタノール溶液0.5gを窒素を用いて圧入して反応を開始した。
【0237】
重合反応の進行に伴って圧力が低下するので、7.5kgf/cm2Gまで低下した時点でテトラフルオロエチレンガスで8.0kgf/cm2まで再加圧し、降圧、昇圧を繰り返した。
【0238】
さらに、重合開始からテトラフルオロエチレンガスが約60g消費されるごとに圧入する前記のヒドロキシル基を有する含フッ素エチレン性重合体(前記式(7)で示される化合物)の量を1.23gを計9回(計11.10g)とした以外は製造例4と同様にして680gの共重合体の白色固体をえた。えられた共重合体の組成は19F−NMR分析、IR分析によりTFE/PPVE/(式(7)で示されるヒドロキシル基を有する含フッ素エチレン性単量体)=97.6/2.0/0.4モル%であった。また、赤外スペクトルは3620〜3400cm-1に−OHの特性吸収が観測された。DSC分析によりTm=310℃、DTGA分析により分析開始温度368℃、1%熱分解温度Td=375℃であった。高化式フローテスターを用いて直径2mm、長さ8mmのノズルを用い、372℃で予熱5分間、荷重7kgf/cm2でメルトフローレートを測定したところ42g/10minであった。
【0239】
製造例6
(官能基を含まないPFAの合成)
製造例4において、パーフルオロ(1,1,9,9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式(7)で示される化合物)を用いないこと、さらにメタノールを240g使用すること以外は、製造例4と同様にして合成を行ない、官能基を含まないPFA597gをえた。
【0240】
製造例4と同様にして、えられたPFAを分析したところ
TFE/PPVE=98.2/1.8モル%
Tm=310℃
Td=469℃(1%重量減)
メルトフローレート=24g/10min
であった。
【0241】
製造例7
(ヒドロキシル基を有するPFA粉体塗料の製造)
製造例4でえたヒドロキシル基を有するPFA粉末(見掛比重0.5、真比重2.1、平均粒径600ミクロン)をローラーコンパクター(新東工業(株)製BCS−25型)で幅60mm、厚さ5mmにシート状に圧縮した。つぎに解砕機で約10mm径に解砕し、さらに粉砕機(奈良機械製作所製コスモマイザーN−1型)を用いて、室温で11000rpmで微粉砕した。つぎに分級機(新東京機械(株)製ハイボルダー300SD型)で170メッシュ(88ミクロン目開き)以上の粗粉子を取り除き、ヒドロキシル基を有するPFA粉体塗料をえた。その粉体の見掛密度は0.7g/ml、平均粒径20μmであった。
【0242】
製造例8
(官能基を含まないPFA粉体塗料の製造)
製造例4でえたヒドロキシル基を有するPFA粉末にかえて製造例6でえた官能基を含まないPFA粉末(見掛比重0.6、真比重2.1、平均粒径400ミクロン)を用いた以外は製造例7と同様にしてPFA粉体塗料を作成した。その粉末の見掛密度は0.73g/ml、平均粒径20μmであった。
【0243】
製造例9
(フッ素を有さない官能基含有単量体を用いた、含フッ素重合体の合成)
撹拌機、バルブ、圧力ゲージ、温度計を備えた1リットルのステンレス製オートクレーブに、酢酸ブチル250g、ピバリン酸ビニル(VPi)36.4g、フッ素を有さないヒドロキシル基含有単量体として、4−ヒドロキシルブチルビニルエーテル(HBVE)32.5g、イソプロポキシカルボニルパーオキサイド4.0gを仕込み、0℃に氷冷し、窒素ガスで充填置換したのち真空にし、イソブチレン(IB)47.5gとテトラフルオロエチレン(TFE)142gを仕込んだ。
【0244】
撹拌を行いながら40℃に加熱し、30時間反応させ、反応容器内圧力が2.0kg/cm2以下に下がった時点で反応を停止した。オートクレーブを冷却し、未反応のガスモノマーを放出したところ、含フッ素重合体の酢酸ブチル溶液がえられた。ポリマー濃度は45%であった。
【0245】
えられた含フッ素重合体の酢酸ブチル溶液から、再沈法により含フッ素重合体を取り出し、充分減圧および乾燥させることにより白色固体として単離した。1H−NMR、19F−NMR元素分析によりえられた含フッ素重合体を分析したところ、TFE/IB/VPi/HBVE=44/34/15/7モルからなる共重合体であった。
【0246】
製造例10
(ヒドロキシル基を有するPFAのフィルムの作製)
製造例4でえた白色固体8.0gを100mmφの金型に入れ350℃に設定したプレス機にセットし予熱を30分間行なったのち、70kg/cm2で1分間圧縮成形を行ない、厚さ0.5mmのフィルムをえた。
【0247】
製造例11
(ヒドロキシル基を有するPFAのフィルムの作製)
製造例5でえた白色固体を用いたこと以外は製造例10と同様にして厚さ0.5mmのフィルムをえた。
【0248】
製造例12
(官能基を含まないPFAのフィルムの作製)
製造例6でえた白色固体を用いたこと以外は製造例10と同様にして厚さ0.5mmのフィルムをえた。
【0249】
製造例13
(ヒドロキシル基を有するPFAの押出によるフィルムの作製)
製造例4でえた白色固体から2軸押出機(東洋精機(株)製ラボプラストミル)を用いて350〜370℃で押出しを行いペレットを作製した。そのペレットを用い、単軸押出機(東洋精機(株)ラボプラストミル)にて360℃〜380℃、ロール温度120℃で押出を行ない、巾10cm、厚さ100〜150μmのフィルムをえた。
【0250】
製造例14
(官能基を含まないPFAの押出によるフィルムの作製)
製造例6でえた白色固体を用いたこと以外は製造例13と同様にしてペレットを作製し、さらに押出により製造例17と同様にして巾10cm、厚さ100〜150μmのフィルムをえた。
【0251】
製造例15
(ヒドロキシル基を有するPFAとPTFEとの積層フィルム)
製造例13でえたヒドロキシル基を有するPFAフィルムと厚さ0.5mmのPTFEフィルムを重ね合わせ、製造例10と同様にして圧縮成形した。
2層は互いに強固に接着していた。
【0252】
実施例1
(1)基材の前処理
厚さ1.5mmの純アルミニウム板(A1050P)および厚さ1.5mmのSUS304を用い、それぞれアセトンにより脱脂を行なった。
【0253】
(2)官能基を有する含フッ素重合体からなるプライマー層の形成
製造例1でえたヒドロキシル基を有するPFAからなる水性分散体を用いて、エアスプレーで、膜厚が約5μmになるように塗装し、90℃で10分間赤外乾燥したのち、380℃で20分間焼成した。
【0254】
(3)官能基を有さない含フッ素重合体からなる層(トップ層)の形成
(2)でえたプライマー層の上に官能基を有さない含フッ素重合体からなる塗料として、PTFEからなる水性塗料(ダイキン工業(株)製 ポリフロン TFEエナメルEK4300CRN)をエアスプレーにて膜厚が約20μmになるように塗装し、90℃で10分間赤外乾燥したのち380℃で20分間焼成した。
【0255】
(4)接着性の評価
評価方法は、つぎのとおりである。
(碁盤目試験)
コーティング面にJIS K 5400 1990,8.5.2に規定された碁盤目100マスを作成し、この面にセロテープ(ニチバン(株)製の粘着テープ)を充分に密着させ、ただちに引き剥がす。新しいセロテープでこの引き剥がしを10回行ない、100マス中何マスが残存しているかを評価する。結果を表3に示した。
【0256】
実施例2
官能基を有する含フッ素重合体からなるプライマーを、製造例2でえたヒドロキシル基を有するPFAからなる水性分散体を用いてプライマー層を形成したこと以外は、実施例1と同様にして塗板を作製し、接着性の評価を行なった。結果を表3に示す。
【0257】
比較例1
官能基を有する含フッ素重合体からなるプライマーに代えて、製造例3でえた官能基を有さないPFAからなる水性分散体を用いてプライマー層を形成させたこと以外は、実施例1と同様にして塗板を作製し、接着性の評価を行なった。結果を表3に示す。
【0258】
実施例3、4および比較例2
官能基を有さない含フッ素重合体からなる塗料としてFEPからなる水性塗料(ダイキン工業(株)製 ネオフロンFEPディスパージョン ND−1)を用いてトップ層を形成したこと以外は、実施例3は実施例1と、実施例4は実施例2と、比較例2は比較例1とそれぞれ同様にして塗板を作製し、接着性の評価を行なった。結果を表3に示す。
【0259】
実施例5
(1)基材の前処理
実施例1と同様にして行なった。
【0260】
(2)官能基を有する含フッ素重合体からなるプライマー層の形成
製造例1でえたヒドロキシル基を有するPFAからなる水性分散体をエアスプレーで膜厚が約5μmになるように塗装し、90℃で10分間赤外乾燥した。
【0261】
(3)官能基を有さない含フッ素重合体からなる層(トップ層)の形成
前記(2)でえたプライマー層の上に官能基を有さない含フッ素重合体からなる塗料として、PFAの粉体塗料(ダイキン工業(株)製 ネオフロンPFA粉体塗料 ACX−31)を用い静電塗装により、膜厚が40μmとなるように塗装し、380℃で20分間焼成した。
【0262】
(4)接着性の評価
実施例1と同様にして行なった。結果を表3に示す。
【0263】
実施例6
官能基を有する含フッ素重合体からなるプライマーを、製造例2でえたヒドロキシル基を有するPFAからなる水性分散体を用いてプライマー層を形成したこと以外は、実施例5と同様にして塗板を作製し、接着性の評価を行なった。結果を表3に示す。
【0264】
比較例3
官能基を有する含フッ素重合体からなるプライマーに代えて、製造例3でえた官能基を有さないPFAからなる水性分散体を用いてプライマー層を形成させたこと以外は、実施例5と同様にして塗板を作製し、接着性の評価を行なった。結果を表3に示す。
【0265】
【表3】
【0266】
実施例7
(ヒドロキシル基を有するPFA粉体塗料の接着性評価)
(1)接着試験用のプレスシートの作製
製造例7でえたヒドロキシル基を有するPFA粉体塗料約4gを直径60mmの円筒型金型に入れ、プレス機を用い室温にて300kgf/cm2の圧力で圧縮成形し、円盤型のコールドプレスシート(以下、「PFAシート」ともいう)をえた。
【0267】
(2)基板の前処理
100×100×1(mm)の純アルミニウム板をアセトンで脱脂した後サンドブラスト処理を行なった。
【0268】
(3)接着サンプル作成
上記(1)でえたPFAシートをアルミニウム板(上記(2))の上に置き、熱風乾燥機に入れ、330℃10分間加熱溶融させた。膜厚約450μmのPFAシートがアルミニウム板に接着したサンプルがえられた。図1にPFAシート1とアルミニウム板2とからなる接着サンプルの概略平面図を示す。
【0269】
(4)接着強度の測定
図1に示すように、前記(3)でえた接着サンプルのPFAシート1に幅a(10mm)の間隔でカッターで切れ目を入れ、各短冊状のシート1の一方の端をめくり、接着強度測定用の測定具をえた。図2にえられた接着測定用の測定具の概略斜視図を示す。図2に示すように、アルミニウム板2に対してシート1を90°の角度で引っぱり、剥離強度を測定した。テンシロン万能試験機(オリエンテック(株)製)を用い、室温下、クロスヘッドスピード50mm/minで測定したところ、面積法による平均剥離荷重で5.5kgf/cmの接着強度を示した。
【0270】
比較例4
(官能基を含まないPFA粉体塗料の接着性評価)
製造例7でえたヒドロキシル基を有するPFA粉体塗料にかえて製造例8でえた官能基を含まないPFA粉体塗料を用いた以外は実施例7と同様にして接着試験用プレスシートの作製、基材の前処理、接着サンプル作製を行ない接着強度の測定を行なった。
官能基を含まないPFA粉体塗料の接着強度は、0.8kgf/cmであった。
【0271】
実施例8
(ヒドロキシル基を有するPFA粉体塗料の静電塗装)
実施例7と同様に前処理したアルミニウム板に、製造例7でえたヒドロキシル基を有するPFA粉体塗料を、静電粉体塗装機(岩田塗装(株)製GX3300型)を用い、室温で印加電圧40kVで静電塗装した。塗装板を330℃15分間熱風乾燥機にて焼成し塗装膜をえた。
塗膜は、透明で均一な連続膜であって、基剤のアルミニウム板とも強固に密着した。
【0272】
比較例5
(フッ素を有さない官能基含有単量体を用いた含フッ素重合体の耐熱性)
製造例9でえられた含フッ素重合体の熱分解温度をTGA分析により測定したところ、1%熱分解温度で220℃であった。これより、製造例9でえたようなフッ素を有さない官能基含有単量体を用いた含フッ素重合体は耐熱性が低いことがわかった。
【0273】
さらに製造例9でえられた含フッ素共重合体を酢酸ブチルに10重量%の濃度に溶解させた。
【0274】
つぎに実施例5において、プライマー層に用いたヒドロキシル基を有するPFAの水性分散体にかえて、上記製造例9の含フッ素共重合体の酢酸ブチル溶液を用いた以外は実施例5と同様、純アルミ基材に基材の前処理、製造例9の含フッ素共重合体を用いたプライマー層の塗布、トップ層の塗布(PFA粉体塗料の静電塗装)を行なった。
塗布後380℃、20分間焼成によってえた塗膜は黄褐色に着色し、発泡、剥離も見られ、均一な透明被膜はえられなかった。
【0275】
実施例9〜12
(ヒドロキシル基含有PFAフィルムと金属との接着性試験)
金属板として、厚さ0.5mmの脱脂したクロム酸処理アルミ、純アルミ、鋼板を用いて、ヒドロキシル基を有するPFAフィルム(製造例10または11のフィルム)との接着性試験を以下のように行なった。結果を表4に示した。
【0276】
(剥離試験用の試験片の作製)
図3に剥離試験用の試験片を作製するために作製した積層体の概略斜視図を示す。図3に示すように、製造例10〜11でえたヒドロキシル基含有PFAフィルムを接着剤層3として、厚さ0.1mmのスペーサー(アルミ箔)4を2枚の金属板5の間にはさみ、350℃に設定したプレス機にセットし、予熱(20分間)したのち、50kg/cm2で1分間加圧して、長さb(150mm)、幅c(70mm)の積層体をえた。
【0277】
えられた積層体の接着剤層3の層の厚さはいずれも0.1mmであった。さらに積層体を幅25mmに切断し、一方の端から距離e(100mm)のところでスペーサー部分をT型に曲げ、剥離試験用の試験片とした。図4にえられた剥離試験用の試験片の概略斜視図を示す。図4中、3は接着剤層で5は金属板である。
【0278】
(剥離試験)
JIS K6854−1977のT型剥離試験方法に基づき、オリエンテック(株)製テンシロン万能試験機を用い、室温下、クロスヘットスピード50mm/minで測定した。測定は最大剥離強度(kgf/25mm)と最小剥離強度(kgf/25mm)を示した。
【0279】
比較例6〜8
(官能基を含まないPFAフィルムと金属との接着性試験)
製造例10または11のヒドロキシル基を有するPFAフィルムにかえて製造例12でえた官能基を含まないPFAフィルムを用いたこと以外は実施例9と同様にして試験片の作製および剥離試験を行なった。結果を表4に示した。
【0280】
【表4】
【0281】
実施例13〜14
(ヒドロキシル基含有PFAフィルムとガラスとの接着性試験)
ガラス板として30×20×5mmのパイレックスガラスを用いて、ヒドロキシル基を有するPFAとの接着性試験を以下のように行なった。
【0282】
さらに接着後の積層体の耐温水性試験およびメタノール浸漬試験も行なった。結果を表5に示した。
【0283】
(引張剪断試験用の試験片の作製)
図5に引張剪断試験用の試験片の概略斜視図を示す。図5に示すように製造例10〜11でえたヒドロキシル基含有PFAフィルム(長さfが10m、幅gが20mm、厚さhが0.1mm)を接着剤層3としてパイレックスガラス板6(長さiが30m、幅gが20mm、厚さjが5mm)の間にはさみ、3kgの荷重をのせ、電気炉のなかで350℃、30分間放置し、試験片をえた。接着剤層3の厚さは、スペーサーにより0.1mmに調整した。
【0284】
(接着強度)
図6に引張剪断法により接着強度を測定するために用いる試験装置を説明するための概略説明図を示す。図6に示すように、前述のようにしてえられた試験片7の形状にあわせた試験用治具8をオリエンテック(株)製テンシロン万能試験機9にセットし、クロスヘッドスピード20mm/minで引張剪断試験を行なった。測定は最大接着強度(kgf/cm2)を示した。
【0285】
(耐温水性試験)
前記に示した方法で作製した試験片を用いて、50℃の温水に浸漬し、6時間後の接着性を観察し、72時間後の接着強度(kgf/cm2)を測定した。
【0286】
(メタノール浸漬試験)
前記に示した方法で作製した試験片を用いて室温でメタノール中に浸漬させ接着性を観察した。
【0287】
比較例9
(官能基を含まないPFAフィルムとガラスとの接着性)
製造例10または11のヒドロキシル基を有するPFAフィルムにかえて製造例12でえた官能基を含まないPFAフィルムを用いたこと以外は実施例13と同様にして試験片の作製および各種試験を行なった。結果を表5に示す。
【0288】
【表5】
【0289】
実施例15
(ヒドロキシル基含有PFAフィルムとステンレスとの接着性、後加工性試験)
金属板として、長さ150mm、幅70mm、厚さ0.5mmの脱脂したSUS304鋼板を用いて以下のようにしてラミネート試験板を作製した。製造例13でえたヒドロキシル基を含むPFAフィルムと製造例14でえた官能基を含まないPFAフィルムを前記SUS板と同じサイズに切断した。
【0290】
さらに離型用フィルムとしてポリイミドフィルム(デュポン製カプトン200−H)も同様のサイズに切断した。
【0291】
図7にえられたラミネート試験板の概略断面図を示す。図7に示すように2枚のSUS板11の間に、前記のヒドロキシル基含有PFAフィルム12、官能基を含まないPFAフィルム13、ポリイミドフィルム14をはさみ、350℃に設定したプレス機にセットし、予熱(20分間)したのち、50kg/cm2で1分間加熱してラミネート試験板をえた。
【0292】
冷却後、ポリイミドフィルム14に接するSUS板11を取り除いたところ、ポリイミドフィルムが官能基を含まないPFAフィルム14の界面で自然剥離した。
【0293】
その結果、ヒドロキシル基含有PFAフィルム12を接着層とした、透明性の良好なSUS板11とPFAフィルム13との3層積層体がえられた。図8に、えられた3層積層体の概略断面図を示す。
【0294】
さらに、えられた3層積層体にカッターナイフで素地であるSUS板1に達するまで1mm角の基盤目を100個つくり、基盤目の中央をエリクセン試験機で5mm押し出した。その結果、ヒドロキシル基含有PFAフィルム12は全く剥離せず、素地であるSUS板11に強固に密着した。
PFAフィルム12はSUS板11に強固な接着性を示した。
【0295】
比較例10
(官能基を含まないPFAフィルムとステンレスとの接着性、後加工性試験)
ヒドロキシル基を有するPFAフィルムを用いないこと以外は実施例15と同様にしてSUS板11と官能基を含まないPFAフィルム13との積層体をえた。図9にえられた積層体の概略断面図を示す。
【0296】
えられた積層体は見た目では接着しているが、官能基を含まないPFAフィルム13をSUS板11から容易に剥離させることができた。
【0297】
さらに、実施例15と同様にエリクセン試験を行った。基盤目100個中60個において、切り目を中心に剥離した。
【0298】
実施例16
(ヒドロキシル基含有PFAフィルムとポリイミドフィルムとの接着性試験)
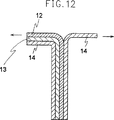
製造例13でえたヒドロキシル基含有PFAフィルム12、製造例14でえた官能基を含まないPFAフィルム13およびポリイミドフィルム14を実施例15と同様の大きさに切断し、2枚のSUS板11の間にはさみ、実施例15と同様にしてプレス機で加熱してラミネート試験板をえた。図10にえられたラミネート試験板の概略断面図を示す。ついで、冷却後SUS板11をはがして積層体をえた。図11にえられた積層体の概略断面図を示す。さらに積層体を幅25mmに切断した。
【0299】
ついで図12にT型剥離試験に供する前記積層体の概略断面図を示す。図12において、ポリイミドフィルム14とヒドロキシル基含有PFAフィルム12の界面を一部はがし、図12に示す矢印の方向で、実施例1と同様にT型剥離試験を行なったところ、面積法による平均剥離荷重で4.0kgf/25mmの接着性を示した。
【0300】
比較例11
(官能基を含まないPFAフィルムとポリイミドフィルムとの接着性試験)
図13に実施例1と同様にしてT型剥離試験に供する積層体の概略断面図を示す。図13において、実施例16でえた幅25mmの積層体のポリイミドフィルム14と官能基を含まないPFAフィルム13の界面を一部はがし、図13に示す矢印の方向で実施例16と同様にT型剥離試験を行なったが、接着力を示さなかった。
【0301】
比較例12
(フッ素を有さない官能基含有単量体を用いた含フッ素重合体の耐熱性)
製造例9でえられた含フッ素重合体の熱分解温度をTGA分析により測定したところ1%熱分解温度で220℃であった。これより、製造例9でえたようなフッ素を有さない官能基含有単量体を用いた含フッ素重合体は耐熱性が低いことがわかった。
【0302】
さらに、製造例9でえられた含フッ素重合体を酢酸ブチルに10重量%の濃度に溶解させた。
【0303】
実施例9と同じ前処理を行なったアルミニウム板に上記製造例9の含フッ素重合体の酢酸ブチル溶液をエアスプレーで膜厚が約10μmとなるように塗装し90℃で10分間赤外乾燥した。
【0304】
塗装してえたフッ素を含まない官能基含有単量体を用いた含フッ素重合体の被膜16の上に製造例14でえた官能基を含まないPFAフィルム13、離型用のポリイミドフィルム14(実施例15と同じ)、アルミニウム板15を順に重ね、実施例15と同様プレス機で350℃で加熱、加圧しラミネート試験板をえた。えられたラミネート試験板の概略断面図を図14に示す。
【0305】
該ラミネート試験板を冷却後、ポリイミドフィルム14に接するアルミニウム板15、およびポリイミドフィルム14を取り除いて積層体をえた。
【0306】
えられた積層体は、黄褐色に着色し、PFAフィルム13とアルミニウム板15の間で発泡や剥離なども生じ、均一で透明な積層体はえられなかった。
【0307】
実施例17〜18
実施例8でえたヒドロキシル基を有するPFA粉体塗料を静電塗層した塗板(実施例17)、製造例13でえたヒドロキシル基を有するPFAの押出フィルム(実施例18)を試験板として用いて以下に示す方法で非粘着性試験を行なった。結果を表6に示す。
【0308】
(非粘着性試験)
測定は23℃±2℃で行なった。図15に非粘着性試験に用いる試験片の概略斜視図を示す。試験板17は長さ150mm以上で、表面の汚れは、アセトンでふきとった。まず、18mm幅の粘着テープ18(JIS Z 1522)を300mm切り取り、150mmの長さkの部分だけを試験板17の上にのせ、テープ18の上からJIS S 6050の消しゴムでこすり、圧着させて接着部分19をうる。残った150mmの部分には紙をはり(図示せず)、取り扱いしやすいようにした。圧着後約20分放置し、テープ18を試験板17に馴染ませた。テープ18を試験板17の端から幅mが25mmのところまではがし、試験板17を引張試験機の下側のつかみ具へ取り付けた。剥がしたテープ18の先端を180°折り返し、上側つかみ具へ、テープ18が真っ直ぐ剥がれるように取り付けた。引張速度20mm/分で、試験機で試験板17からテープ18が剥がれる力を測定した。値はテープ18が滑らかに剥がれている部分の平均を測定値とした。結果を表6に示す。
【0309】
比較例13〜14
(官能基を有さないPFAフィルムの非粘着性試験)
製造例14でえた官能基を含まないPFAの押出フィルム(比較例13)および何も被覆していないガラス板(比較例14)を用いて実施例17と同様にして非粘着性試験を行なった。結果を表6に示す。
【0310】
【表6】
【0311】
表6より、OH基を含有するPFAも官能基を含まないPFAとほぼ同様な優れた非粘着性を有することがわかった。
【0312】
実施例19〜20
実施例8でえたヒドロキシル基を有するPFA粉体塗料を静電塗装した塗板(実施例19)、製造例13でえたヒドロキシル基を有するPFAの押出フィルム(実施例20)を試験板(またはフィルム)として用いて以下い示す方法でカーボン汚染試験および耐候性試験(実施例20のみ)を行なった。
【0313】
(1)カーボン汚染性試験
(カーボン溶液の調製)
カーボン粉末(三菱化学(株)製 MA100)10gをイオン交換水90gに加え、ガラスビーズを用いて分散、混合し、カーボン分散液をえた。
【0314】
(カーボンの塗布)
前記カーボン分散液をスプレーにて前記塗装板またはフィルムに約50g/m2塗装し80℃で2時間加熱して、黒色の試験板をえた。
【0315】
(評価)
えられた黒色の試験板を、流水にさらしながら、ハケでなぞり洗浄した。ついで目視にて汚染の度合を観察し、以下の基準で評価した。結果を表7に示す。
○:洗浄により汚染の除去が可能であり、ほぼ汚染試験前の塗装板またはフィルムにもどった。
△:洗浄により汚染の一部を除去できたが、塗装板またはフィルム全面に灰色の汚れがしみ込んだように付着しており、その汚れは除去できなかった。
×:塗装板またはフィルム全面に黒色の汚れが残り、水洗では除去できなかった。
【0316】
(2)耐候性試験
前記塗装板またはフィルムをアイスーパーUVテスター(岩崎電機(株)製)に投入し、促進耐候性試験を行ない、500時間試験後の塗装板の対水接触角を測定した。結果を表7に示す。
【0317】
比較例15
実施例7と同じアルミニウム板を80〜120メッシュのサンドブラスト処理した後、プライマー(ダイキン工業(株)製、ポリフロンTFEエナメル EK−1959 DGN)をスプレー塗装を行ない、赤外乾燥炉で90℃乾燥させ、プライマー層を設けた。
【0318】
前記プライマー層上にPFA粉体塗料(ダイキン工業(株)製、ネオフロン粉体塗料ACX−31)を静電塗装した後350℃で30分間焼成し、被膜を形成したPFA粉体塗装板をえた。プライマーの灰褐色の被膜がえられた。
【0319】
また、前記PFA粉体塗装板を用いて、実施例19と同様にしてカーボン汚染性試験を行った。結果を表7に示す。
【0320】
比較例16
常温硬化型フッ素樹脂塗料用ワニスであるゼッフルGK510(ダイキン工業(株)製、OH価60)100g、イソシアネート硬化剤コロネートHX、(日本ポリウレタン(株)製)10.5gおよび酢酸ブチル120gを混合し、OH/NCO比=1:1に調整したクリア塗装用塗料を作製した。
【0321】
比較例7と同様にサンドブラスト処理をしたアルミニウム板に、前記クリア塗装用塗料をスプレー塗装した後、120℃で30分間焼成して被膜を形成した塗装板をえた。また、該塗装板を用いて実施例20と同様の試験を行なった。結果を表7に示す。
【0322】
比較例17
常温硬化型アクリル樹脂塗料用ワニスであるアクリディックA801(大日本インキ(株)製、OH価100)100gとイソシアネート硬化剤コロネートHX(比較例4と同じ)17g、酢酸ブチル120gを混合し、OH/NCO比=1:1に調整した塗料を作製した。この塗料を用いて比較例16と同様にしてアルミニウム板にスプレー塗装、焼成を行なって被膜を形成した塗装板をえた。
【0323】
また、該塗装板を用いて実施例20と同様の試験を行なった。結果を表7に示す。表7より、本発明の官能基含有含フッ素重合体は、カーボン粉末に対しても良好な非粘着性を有することがわかった。
【0324】
【表7】
【0325】
実施例21
(ヒドロキシル基含有PFA粉体塗装板の接着耐熱性)
(1)粉体塗装板の作成
実施例7と同様に前処理を行なったアルミニウム板に製造例7でえたヒドロキシル基を有するPFA粉体塗料を静電粉体塗装機(実施例8と同じもの)を用い、室温で印加電圧40kVで静電塗料した。塗装板を330℃で15分間焼成し、塗膜をえた。さらに、えられた塗膜の上に、官能基を有さないPFA粉体塗料(ダイキン工業(株)製、ネオフロンPFA粉体塗料ACX−31)を用い上記と同様の方法で静電塗装を行ない380℃で20分間焼成し計159μmの透明な塗膜をえた。
【0326】
(2)接着強度の測定
図16に、実施例21の(1)においてえた塗膜を有するアルミニウム板の概略斜視図を示す。図16に示すように前記(1)でえた塗膜20に幅n(10mm)の間隔でカッターで基材に完全に達するまで切れ目を入れ、各短冊状の塗膜20の一方の端をめくり、接着強度測定用の測定具をえた。図17にえられた接着強度測定用の測定具の概略斜視図を示す。
【0327】
図17に示すように、アルミニウム板21に対して塗膜20を90℃の角度で引っ張り、剥離強度を測定した。測定は、テンシロン万能試験機(実施例7と同じもの)を用い、室温下、クロスヘッドスピード50mm/minで測定し、面積法による平均剥離荷重を接着強度の値とした。結果を表8に示す。
【0328】
(3)接着耐熱性の測定
上記(1)と同様の方法で別途、粉体塗装板を作成し300℃に設定した熱風乾燥器に入れ、200時間後および500時間後に塗装板をとり出し、室温に冷却後、それぞれについて、上記(2)と同様の方法で測定具の作成および接着強度の測定を行なった。結果を表8に示す。
【0329】
比較例18
(プライマーを接着層とした粉体塗装板の接着耐熱性)
(1)プライマーの塗装
実施例7と同様な前処理を行なったアルミニウム板にフッ素樹脂塗料用耐熱性プライマー(ダイキン工業(株)製ポリフロンTFE エナメル EK1959DGN)をスプレーにて約10μmの膜厚となるよう塗布し、100℃で10分間焼成した。
【0330】
(2)粉体塗装板の作成
上記(1)のプライマー塗装板の上に官能基を含まないPFA粉体塗料(実施例21と同じもの)のみを用い実施例21(1)と同様の方法で静電塗料を行ない、380℃で20分間焼成しプライマー層と合わせて126μmの塗膜をえた。
【0331】
(3)接着強度の測定
実施例21(2)と同様にして行なった。結果を表8に示す。
【0332】
(4)接着耐熱性の測定
実施例21(3)と同様にして行なった。結果を表8に示す。
【0333】
実施例22〜23
(ヒドロキシル基含有PFA粉体塗装板の接着耐熱性)
アルミニウム板にかえて、アルミニウム板と同様に前処理を行なったSUS430鋼板(実施例22)、脱脂処理のみを行なったガルバニウム鋼板(実施例23)のそれぞれを用いた以外は、実施例21と同様にして粉体塗装板の作成および、接着強度、接着耐熱性の測定を行なった。結果を表8に示す。
【0334】
比較例19〜20
(プライマーを接着層とした粉体塗装板の接着耐熱性)
アルミニウム板にかえて、アルミニウム板と同様に前処理したSUS430鋼板(比較例19)、脱脂処理のみを行なったガルバニウム鋼板(比較例20)のそれぞれを用いた以外は、比較例18と同様に塗装板の作成および接着強度、接着耐熱性の測定を行なった。結果を表8に示す。
【0335】
【表8】
【0336】
実施例24
(ヒドロキシル基含有PFAラミネート板の接着耐熱性)
(1)ラミネート板の作成
実施例7と同様にして前処理したアルミニウム板を基材として用いた。製造例13でえたヒドロキシル基を有するPFAフィルム(厚さ100μm)と官能基を含まないPFAフィルム(ダイキン工業(株)製ネオフロンPFAフィルム AF−0100)(厚さ100μm)および離型用のポリイミドフィルム(実施例15と同じもの)を基材と同じサイズに切断した。
【0337】
図18にラミネート試験板の概略断面図を示す。図18に示すように2枚のアルミニウム板(一方は基材)22のあいだに上記のヒドロキシル基含有PFAフィルム23、官能基を含まないPFAフィルム24、ポリイミドフィルム25をはさみ、350℃に設定したプレス機にセットし、予熱(20分間)したのち、50kgf/cm2で1分間加圧した。冷却後ポリイミドフィルム25に接するアルミニウム板22およびポリイミドフィルム25を取り除き、ヒドロキシル基含有PFAフィルム23を接着層とした、アルミニウム板22とPFAフィルム24との3層積層体がえられた。図19にえられた3層積層体の概略断面図を示す。
【0338】
(2)接着強度
実施例21(1)でえた粉体塗装板にかえて、上記(1)でえたラミネート板(3層積層体)を用いて、実施例21(2)と同様にして幅10mm間隔で切れ目をいれ、各短冊状のフィルムの一方の端を、アルミニウム板とヒドロキシル基を含むPFAフィルム層との界面でめくり、接着強度測定用の測定具を作成した。接着強度の測定は、実施例21(2)と同様にしてめくったフィルムを基材に対して90°の角度で引っ張り測定した。結果を表9に示す。
【0339】
(3)接着耐熱性の測定
上記(1)のラミネート板を別途作成し、それを用いて実施例21(3)と同様にして測定した。結果を表9に示す。
【0340】
実施例25〜26
(ヒドロキシル基含有PFAラミネート板の接着耐熱性)
アルミニウム板にかえて、アルミニウム板と同様な前処理を行なったSUS430鋼板(実施例25)、脱脂処理のみを行なったガルバニウム鋼板(実施例26)のそれぞれを用いた以外は実施例24と同様にしてラミネート板の作成および接着強度、接着耐熱性の測定を行なった。結果を表9に示す。
【0341】
比較例21
(表面処理フッ素樹脂フィルムを用いたラミネート板の接着耐熱性)
(1)フッ素樹脂フィルムの表面処理
官能基を含まないPFAフィルム(ダイキン工業(株)製ネオフロンPFAフィルム AF−0100)(厚さ100μm)の片面を以下の様にしてテトラエッチA((株)潤工社)で表面処理を行なった。PFAフィルムの片面(接着面)をアセトンでふき、乾燥後、その面にテトラエッチAの液を塗布し、約20秒間テトラエッチA溶液をフィルム上に保持し、メタノールおよび純水で洗浄を行ない乾燥させた。処理面は褐色に変化した。また、JIS K−6768記載のフィルムの濡れ試験方法に基づき40dyn/cmの標準液を用い処理面の濡れ性を確認したところ、一様に濡れており、充分処理されていることが確認できた。また、処理面の対水接着角は61度(処理前は110度)であった。
【0342】
(2)ラミネート板の作成
実施例7と同様な前処理を行なったアルミニウム板に2液混合型の耐熱性エポキシ接着剤((株)コニシ製ハイテンプHT−100L)を塗布した。上記(1)で表面処理したPFAフィルムを基材と同じサイズに切断し、その処理面側を基材の接着剤層に重ねて密着させ、120℃で1時間加熱後、180℃で20時間焼成し、硬化接着させた。
【0343】
(3)接着強度の測定
実施例24でえたラミネート板にかえて、上記(2)でえたラミネート板を用いて、実施例24(2)と同様にして幅10mm間隔で切れ目を入れ、各短冊状のフィルムの一方の端をPFAフィルムと接着剤層との界面でめくり、接着強度測定用の測定具を作成した。接着強度の測定は、実施例21(2)と同様にして、めくったフィルムを基材に対して90°の角度で引っ張り測定した。結果を表9に示す。
【0344】
(4)接着耐熱性の測定
上記(2)のラミネート板を別途作成し、それを用いて実施例21(3)と同様にして測定を行なった。結果を表9に示す。
【0345】
比較例22〜23
(表面処理フッ素樹脂フィルムを用いたラミネート板の接着耐熱性)
アルミニウム板にかえて、アルミニウム板と同様な前処理を行なったSUS430鋼板(比較例22)、脱脂処理のみを行なったガルバニウム鋼板(実施例23)のそれぞれを用いた以外は、比較例21と同様にしてフッ素樹脂フィルムの表面処理、ラミネート板の作成および接着強度、接着耐熱性の測定を行なった。結果を表9に示す。
【0346】
比較例24
(表面処理フィルムを用いたラミネート板の接着耐熱性)
(1)フッ素樹脂フィルムの表面処理
比較例21(1)に記載のテトラエッチで表面処理したPFAフィルムにかえて、表面処理FEPフィルム(ダイキン工業(株)製ネオフロンFEPフィルム NF−0100 B1、片面処理品)(厚さ100μm)を用いた。
【0347】
(2)ラミネート板の作成
テトラエッチで表面処理したPFAフィルムにかえて、上記(1)の表面処理FEPフィルムを用いた以外は比較例21(2)と同様にして、前処理したアルミニウム板にエポキシ接着剤の塗布、表面処理フィルムのラミネートを行なった。
【0348】
(3)接着強度の測定
比較例21(2)でえたテトラエッチ処理したPFAを用いたラミネート板にかえて、上記(2)でえたラミネート板を用いた以外は比較例21と同様にして測定具の作成および接着強度の測定を行なった。
【0349】
(4)接着耐熱性の測定
上記(2)のラミネート板を別途作成し、それを用いた実施例21(3)と同様にして測定を行なった。結果を表9に示す。
【0350】
比較例25〜26
(表面処理フッ素樹脂フィルムを用いたラミネート板の接着耐熱性)
アルミニウム板にかえて、アルミニウム板と同様の前処理を行なったSUS430鋼板(比較例25)、脱脂処理のみを行なったガルバニウム鋼板(比較例26)のそれぞれを用いた以外は比較例24と同様にして、ラミネート板の作成および接着強度、接着耐熱性の測定を行なった。結果を表9に示す。
【0351】
【表9】
【図面の簡単な説明】
【0352】
【図1】本発明の実施例7において接着強度を測定するために作製した接着サンプルの概略平面図である。
【図2】本発明の実施例7における接着強度の測定に用いた測定具の概略斜視図である。
【図3】本発明における接着性試験(T型剥離試験)に供する試験片をうるために作製した積層体の概略斜視図である。
【図4】本発明における接着性試験(T型剥離試験)に供する試験片の概略斜視図である。
【図5】本発明における接着性試験(引張剪断試験)に供する試験片の概略斜視図である。
【図6】本発明における接着性試験(引張剪断試験)に用いる試験装置の概略説明図である。
【図7】本発明の実施例15において作製したラミネート試験板の概略断面図である。
【図8】本発明の実施例15においてえられた3層積層体の概略断面図である
【図9】本発明の比較例10においてえられた積層体の概略断面図である。
【図10】本発明の実施例16における積層体をうるために作製したラミネート試験板の概略断面図である。
【図11】本発明の実施例16においてえられた積層体の概略断面図である。
【図12】本発明の実施例16において行なったT型剥離試験に供する積層体の概略断面図である。
【図13】本発明の比較例10において行なったT型剥離試験に供する積層体の概略断面図である。
【図14】本発明の比較例12において作製したラミネート試験板の概略断面図である。
【図15】本発明の実施例における非粘着性試験に供する試験片の概略斜視図である。
【図16】本発明の実施例21の(1)においてえられた塗膜を有するアルミニウム板の概略斜視図である。
【図17】本発明の実施例21の(2)においてえられた接着強度測定用の測定具の概略斜視図である。
【図18】実施例24で作製したラミネート試験板の概略断面図である。
【図19】本発明の実施例24でえた3層積層体の概略断面図である。
【0001】
本発明は、非粘着性、防汚性、耐摩耗性、耐熱性および弾性などを有し、かつ特に基材への接着性に優れた含フッ素重合体を基材に適用してなるオフィスオートメーション機器用非粘着性複合材に関する。
【0002】
なお、本発明におけるオフィスオートメーション機器とは、オフィス活動の効率化および質向上を図ることを目的とした電子式事務機器ならびにその周辺機器全般をいい、特に情報処理技術を生かした、複写機、プリンター、ファクシミリ、パソコン、多機能電話などの電子機器のことをいう。
【背景技術】
【0003】
従来から、ファクシミリや複写機器などのいわゆるオフィスオートメーション機器(以下、単に「OA機器」ともいう)においては、たとえば、紙葉上に静電気的に付着したトナー粉体を熱と圧力によって紙に定着させる機能を有する定着ロール、高圧電源から感光ドラムの表面に一定の静電気的な電荷を付与する機能を有する帯電ロール、高圧電源から紙に静電気的電荷を付与し、感光体ドラム表面に静電気的に付着しているトナー粉体を紙へ転写する機能を有する転写ロールまたは転写ベルトなどの部品の表面に、それらの機能を充分に発揮させるために種々の材料が用いられている。
【0004】
前記帯電ロールのばあいは、導電性の付与および制御、抵抗値の均一化、紙の離型性などの点から、ウレタンゴム基材にクロロプレンゴムまたはヒドリンゴムを塗布し、その上に導電性付与材料により導電性、抵抗値の制御を施したナイロンをチューブの形態で適用する方法により製造され、または前記基材に何も適用せずにそのまま用いられている。しかし、これらのばあいはえられるロールの表面が耐摩耗性、紙送り性、トナー非粘着性に劣るという問題がある。
【0005】
また、前記定着ロールおよび加圧ロールのばあい、トナー非粘着性、コピー紙の離型性、弾性および耐摩耗性などの点から、(1)金属基材にテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)をチューブまたは塗料の形態で適用する方法、(2)金属基材にシリコンゴム、含フッ素ゴムおよびシリコンゴムを順に塗布し、最外層にシリコンオイルまたは含フッ素シリコンオイルを塗布する方法、または(3)金属基材にシリコンゴムまたは含フッ素ゴムを塗布する、もしくはさらにPFAをチューブの形態で適用する方法などにより、耐摩耗性、非粘着性などの優れた性能を有する含フッ素重合体を各種OA用機器の部品の表面に適用することが考えられる。しかし、その優れた非粘着性に起因して、前記OA機器の部品を構成する金属、ガラスまたは樹脂(含フッ素重合体を除く)などの基材などとの接着性が充分ではなく、前記部品を製造する際の加工性、使用時における耐摩耗性に支障をきたし、さらには、含フッ素重合体が本来有する非粘着性がトナーに対しては不充分であるという問題があり、紙送り性能が優れないなど、近年の高度情報化社会における、高性能化の要素にもとづく、高画質、カラー化、情報処理の迅速化という要請にもとづく各種OA機器の作動速度の高速化およびそれに伴なう高耐久化を妨げることとなってしまう。
【0006】
そこで、含フッ素樹脂の接着性を補うべく、塗料の形態で含フッ素樹脂を適用するばあいについては、金属の表面を化学的または物理的に粗面処理を行なうなどして含フッ素樹脂と基材とのアンカー効果を期待して密着させる方法がある。しかし、この方法は粗面化処理自体に手間がかかり、また接着強度も初期にはえられても、繰り返し温度変化を与えたり高温で使用したりしたときにアンカー効果の減衰などをおこす。
【0007】
また含フッ素樹脂表面を、液体アンモニアに金属ナトリウムを溶かした溶液で処理して、その表面を化学的に活性化する方法も提案されている。ところがこの方法では、処理液自体が環境汚染を引き起こす恐れがあるとともに、その取扱いに危険がともなうという問題点がある。
【0008】
また含フッ素樹脂表面にプラズマスパッタリングなどの物理化学的処理を施して表面を活性化する方法も提案されているが、この方法では、処理に手間がかかったりあるいはコスト上昇をともなうなどの問題点があった。
【0009】
また、含フッ素樹脂塗料に接着性を改良するための種々の成分を添加したり、プライマー層を形成しておくことも検討されている。
【0010】
たとえば含フッ素樹脂を含む塗料組成物にクロム酸などの無機酸を加えて金属表面に化成皮膜をつくり、密着を高めるなどの技術がある(特許文献1)。しかし、クロム酸は6価クロムを含有することから、食品安全性、作業安全性ともに充分とはいえない。またリン酸などの他の無機酸を使用するばあいには含フッ素樹脂塗料の安全性を損なうという問題があった。
【0011】
前記無機酸にかえて、含フッ素樹脂を含む塗料にポリアミドイミド、ポリイミド、ポリエーテルスルホン、ポリエーテルエーテルケトンなどの耐熱性樹脂類、さらにそれらに加えて金属粉末などを添加し、プライマー層を形成することが検討されている(特許文献2)。しかし、そもそも含フッ素樹脂と耐熱性樹脂類は相溶性がほとんどなく、塗膜中で相分離などをおこして、プライマー層と含フッ素樹脂のトップコート層のあいだで相間剥離をおこしやすい。また、含フッ素樹脂と耐熱性樹脂との熱収縮率の違いや、耐熱性樹脂の添加による塗膜伸度の低下などにより、高温加工時や使用時などのピンホールや、ひびわれなどの塗膜欠陥などを生じやすい。またこれら耐熱性樹脂は、焼成時に褐色化がおこるため意匠性に劣り、白色や鮮やかな着色、透明性などを求められる用途では使用困難である。また、耐熱性樹脂類をブレンドすると含フッ素樹脂が本来有する非粘着性や低摩擦性も低下させる。
【0012】
また、透明性を求められるガラス基材などへの含フッ素樹脂塗料の接着に際しては、基材表面をシランカップリング剤で処理したり、シリコーン樹脂を含フッ素樹脂塗料に添加したりして接着性の改良を試みている(特許文献3、特許文献4など)が、接着性の向上が不充分であり、かつ耐熱性が低下し、焼成時や高温使用時に剥離や発泡、着色をおこしやすい。
【0013】
一方、含フッ素樹脂塗料として、ヒドロキシル基やカルボキシル基など官能基を含むハイドロカーボン系(非フッ素系)単量体を共重合したものが検討されているが、これらはそもそも、耐候性を主目的として検討されたもので、本発明の目的とする200〜350℃といった耐熱性を必要とする用途や、非粘着性、低摩擦性などを必要とする用途では使用困難である。
【0014】
つまり官能基を含むハイドロカーボン系(非フッ素系)単量体を共重合したものは、高温での加工時または使用時にその単量体構成部分から熱分解がおこりやすく、塗膜破壊、着色、発泡、剥離などがおこり含フッ素樹脂塗装の目的を達成することができないものである。
【0015】
また、含フッ素樹脂は一般的に機械的強度や寸法安定性が不充分であり、価格的に高価である。そこで、これらの欠点を最小とし、かつ含フッ素重合体が本来有する前記長所を最大限に生かすために、フィルムの形態での適用も検討されている。
【0016】
しかし、含フッ素樹脂は本来接着力が低く、含フッ素重合体をフィルムの形態で他の材料(基材)と直接接着させることは困難である。たとえば、熱融着などで接着を試みても、接着強度が不充分であったり、ある程度の接着強度があったとしても基材の種類により接着強度がばらつきやすく、接着性の信頼性が不充分であることが多かった。
【0017】
含フッ素樹脂フィルムと基材とを接着させる方法として、
1.基材の表面をサンドブラスター処理などで物理的に粗面化する方法、
2.含フッ素樹脂フィルムにナトリウムエッチングなどの化学的処理、プラズマ処理、光化学的処理などの表面処理を行なう方法、
3.接着剤を用いて接着させる方法
などが主に検討されているが、前記1、2については、処理工程が必要となり、工程が複雑で生産性がわるい。また、基材の種類や形状が限定される。そもそも接着力も不充分であり、えられた複合体の着色や色などの外観上の問題(意匠性)も生じやすい。また、ナトリウムエッチングなどの薬品を使用する方法は安全性にも問題がある。
【0018】
前記3の接着剤の検討も種々行なわれている。一般のハイドロカーボン系(非フッ素系)の接着剤は接着性が不充分であるとともに、それ自体の耐熱性が不充分で、一般に高温での成形や加工を必要とする含フッ素重合体フィルムの接着加工条件では、耐えられず、分解による剥離や着色などをおこす。前記接着剤を用いた積層体も接着剤層の耐熱性、耐薬品性、耐水性が不充分であるために、温度変化や環境変化により接着強度が維持できなくなり、信頼性に欠ける。
【0019】
一方、官能基を有する含フッ素重合体を用いた接着剤、接着剤組成物による接着の検討が行なわれている。
【0020】
たとえば含フッ素重合体に無水マレイン酸やビニルトリメトキシシランなどに代表されるカルボキシル基、カルボン酸無水物残基、エポキシ基、加水分解性シリル基を有するハイドロカーボン系単量体をグラフト重合した含フッ素重合体を接着剤に用いた報告(たとえば特許文献5〜10)やヒドロキシルアルキルビニルエーテルのような官能基を含むハイドロカーボン系単量体をテトラフルオロエチレンやクロロトリフルオロエチレンと共重合した含フッ素共重合体と、イソシアナート系硬化剤との接着性組成物を硬化させ、塩ビとコロナ放電処理されたETFEとの接着剤に用いた報告(たとえば特許文献11)がなされている。
【0021】
これら、ハイドロカーボン系の官能基モノマーをグラフト重合または共重合した含フッ素樹脂を用いた接着剤または接着剤組成物は耐熱性が不充分で、含フッ素樹脂フィルムとの複合体を高温で加工するときや、高温で使用するときに分解・発泡などがおき接着強度を低下させたり、剥離したり、着色したりする。また前記特許文献11記載の接着性組成物では、含フッ素樹脂フィルムはコロナ放電処理を必要とする。
【0022】
このように、OA機器用の部品に用いるOA機器用非粘着性複合材として、前記の要請をすべて満たし、基材と強固に接着する材料はえられていない。
【0023】
【特許文献1】
特公昭63−2675号公報
【特許文献2】
特開平6−264000号公報
【特許文献3】
特公昭54−42366号公報
【特許文献4】
特開平5−177768号公報
【特許文献5】
特開平7−18035号公報
【特許文献6】
特開平7−25952号公報
【特許文献7】
特開平7−25954号公報
【特許文献8】
特開平7−173230号公報
【特許文献9】
特開平7−173446号公報
【特許文献10】
特開平7−173447号公報
【特許文献11】
特開平7−228848号公報
【発明の開示】
【発明が解決しようとする課題】
【0024】
叙上の事実に鑑み、本発明の目的は、複雑な工程を必要とすることなく、接着性に優れた含フッ素重合体からなる材料を基材に適用してなるOA機器用非粘着性複合材であって、OA機器用の各種部品に用いることのできる複合材を提供することにある。
【0025】
さらに本発明は、非粘着、耐摩耗性、耐久性、弾性、防汚性、滑り性などに優れたOA機器用非粘着性複合材をうることにある。
【課題を解決するための手段】
【0026】
本発明は、(a)ヒドロキシル基、カルボキシル基、カルボン酸塩、カルボキシエステル基およびエポキシ基よりなる群から選ばれた少なくとも1種の官能基を有する官能基含有含フッ素エチレン性単量体の少なくとも1種の単量体0.05〜30モル%と
(b)前記の官能基を有さない含フッ素エチレン性単量体の少なくとも1種の単量体70〜99.95モル%
とを共重合してなる官能基を有する官能基含有含フッ素エチレン性重合体からなる材料を基材に適用してなるオフィスオートメーション機器用非粘着性複合材。
【0027】
このばあい、前記官能基含有含フッ素エチレン性単量体(a)が式(1):
CX2=CX1−Rf−Y (1)
(式中、Yは−CH2OH、−COOH、カルボン酸塩、カルボキシエステル基またはエポキシ基、XおよびX1は同じかまたは異なり水素原子またはフッ素原子、Rfは炭素数1〜40の2価の含フッ素アルキレン基、炭素数1〜40の含フッ素オキシアルキレン基、炭素数1〜40のエーテル結合を含む含フッ素アルキレン基または炭素数1〜40のエーテル結合を含む含フッ素オキシアルキレン基を表す)で示される少なくとも1種の官能基含有含フッ素エチレン性単量体であるのが好ましい。
【0028】
また、前記官能基を有さない含フッ素エチレン性単量体(b)が、テトラフルオロエチレンであるのが好ましい。
【0029】
また、前記官能基を有さない含フッ素エチレン性単量体(b)が、テトラフルオロエチレン85〜99.7モル%と式(2):
CF2=CF−Rf 1 (2)
(式中、Rf 1はCF3またはORf 2(Rf 2は炭素数1〜5のパーフルオロアルキル基)で示される単量体0.3〜15モル%との混合単量体であるのが好ましい。
【0030】
さらにまた、前記官能基を有さない含フッ素エチレン性単量体(b)が、テトラフルオロエチレン40〜80モル%とエチレン20〜60モル%とその他の共重合可能な単量体0〜15モル%との混合単量体であるのが好ましい。
【0031】
また、本発明は、前記官能基含有含フッ素エチレン性重合体が、(a)前記官能基含有含フッ素エチレン性単量体0.01〜30モル%と
(b)該単量体(a)を除く単量体の全量に対してフッ化ビニリデン40〜90モル%、テトラフルオロエチレン0〜30モル%、ヘキサフルオロプロペン10〜50モル%の混合単量体、
前記単量体(a)を除く単量体の全量に対してテトラフルオロエチレン40〜70モル%、プロピレン30〜60モル%、その他の共重合可能な単量体が0〜20モル%の混合単量体、または
前記単量体(a)を除く単量体の全量に対してテトラフルオロエチレン40〜85モル%、パーフルオロビニルエーテル類15〜60モル%の混合単量体99.95〜70モル%とを共重合させてなるのが好ましい。
【0032】
前記官能基含有含フッ素エチレン性重合体は塗料の形態で基材に適用されてなるのが好ましい。
【0033】
また、前記官能基含有含フッ素エチレン性重合体はフィルムの形態で基材に適用されてなるのが好ましい。
【0034】
前記基材が金属系基材であるのが好ましい。
【0035】
前記基材が合成樹脂基材であるのが好ましい。
【0036】
前記基材がガラス基材であるのが好ましい。
【0037】
前記基材がアルミニウム系金属からなる金属系基材であるのが好ましい。
【0038】
前記基材が金属系基材であり、さらに該金属系基材に弾性体層を介して前記材料を適用してなるのが好ましい。
【0039】
前記弾性体層はシリコーンゴムからなるのが好ましい。
【0040】
また、前記弾性体層はフッ素ゴムからなるのが好ましい。
【0041】
前記合成樹脂基材はポリイミドからなるのが好ましい。
【0042】
また、前記合成樹脂基材が耐熱性熱可塑性樹脂からなるのが好ましい。
【0043】
前記耐熱性熱可塑性樹脂はポリフェニレンスルフィドであるのが好ましい。
【0044】
また、前記耐熱性熱可塑性樹脂はポリアミドイミドであるのが好ましい。
【0045】
また、前記耐熱性熱可塑性樹脂がポリエーテルイミドであるのが好ましい。
【0046】
本発明は、前記オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ロールにも関する。
【0047】
このばあい、前記官能基含有含フッ素エチレン性重合体が塗料の形態で基材に適用されてなるのが好ましい。
【0048】
また、前記官能基含有含フッ素エチレン性重合体がチューブの形態で基材に適用されてなるのが好ましい。
【0049】
さらにまた、本発明はオフィスオートメーション機器用非粘着性複合材を用いてなる定着ロールに関する。
【0050】
また、本発明は、前記オフィスオートメーション機器用非粘着性複合材を用いてなる加圧ロールに関する。
【0051】
また、本発明は前記オフィスオートメーション機器用非粘着性複合材を用いてなる帯電ロールに関する。
【0052】
オフィスオートメーション機器用非粘着性複合材を用いてなる転写ロールに関する。
【0053】
オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルトに関する。
【0054】
前記官能基含有含フッ素エチレン性重合体が塗料の形態で基材に適用されてなる前記オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルトに関する。
【0055】
前記官能基含有含フッ素エチレン性重合体がフィルムの形態で基材に適用されてなる前記オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルトに関する。
【0056】
オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルトに関する。
【0057】
オフィスオートメーション機器用非粘着性複合材を用いてなる転写ベルトに関する。
【0058】
オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用摺動部品に関する。
【0059】
前記官能基含有含フッ素エチレン性重合体が塗料の形態で基材に適用されてなる前記オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用摺動部品に関する。
【0060】
前記官能基含有含フッ素エチレン性重合体が塗料の形態で基材に適用されてなる前記オフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用摺動部品に関する。
【0061】
これらのばあい、前記基材がポリフェニレンスルフィド、ポリアミドイミドまたはポリエーテルイミドからなるのが好ましい。
【0062】
また、本発明は前記オフィスオートメーション機器用非粘着性複合材を用いてなる分離爪に関する。
【0063】
オフィスオートメーション機器用非粘着性複合材を用いてなる定着軸受けに関する。
【0064】
オフィスオートメーション機器用非粘着性複合材を用いてなる排紙コロに関する。
【0065】
オフィスオートメーション機器用非粘着性複合材を用いてなる排紙ガイドに関する。
【発明の効果】
【0066】
本発明によれば、複雑な工程を必要とすることなく、基材への接着性に優れた含フッ素重合体からなる材料を基材に適用してなるOA機器用の複合体をうることができる。また、本発明によれば、耐熱性、非粘着性、防汚性、撥水撥油性、汚れ除去性、耐薬品性、防錆性、抗菌性、耐エネルギー線性および低摩擦性などに優れたOA機器用の複合材をうることができる。
【発明を実施するための最良の形態】
【0067】
本発明のOA機器用非粘着性複合材は、(a)ヒドロキシル基、カルボキシル基、カルボン酸塩、カルボキシルエステル基およびエポキシ基よりなる群から選ばれた少なくとも1種の官能基を有する官能基含有含フッ素エチレン性単量体の少なくとも1種の単量体0.05〜30モル%と
(b)前記の官能基を有さない含フッ素エチレン性単量体の少なくとも1種の単量体70〜99.95モル%とを共重合してなる官能基を有する含フッ素エチレン性重合体からなる材料を基材に適用したものである。
【0068】
前記官能基含有含フッ素重合体からなる材料は、塗料またはフィルムの形態で金属やガラス、その他の基材に対し、接着剤の使用、基材の表面処理、プライマー層の形成、さらに当該材料中への接着性を有する成分の添加などを行なわなくとも驚くべき強力な接着性を有する。
【0069】
本発明の複合材をうるために用いる官能基含有含フッ素重合体は、前記(a)の官能基含有含フッ素エチレン性単量体を用いて、前記の官能基を有さない含フッ素エチレン性単量体(b)と共重合し、含フッ素重合体に官能基を導入することが重要であり、それによって従来、接着が不充分または不可能であった種々の基材表面に対し直接優れた接着性を与えうる。つまり、官能基含有含フッ素重合体であっても、非フッ素系の官能基含有単量体を共重合したものに比べ耐熱性に優れており、高温(たとえば200〜400℃など)での加工時の熱分解などがより少なく抑えられ、大きな接着強度をうることができ、さらに着色や発泡、それによるピンホール、レベリング不良などのない被覆層を基材上に形成することができる。また、複合材を高温で使用するばあいも、接着性を維持し、さらに着色、白化、発泡、ピンホールなどの被覆層の欠陥が生じにくい。
【0070】
また、前記官能基含有含フッ素重合体は、それ自体、耐熱性だけでなく、含フッ素ポリマーがもつ耐薬品性、非粘着性、防汚性、低摩擦性、耐候性などの優れた特性をも有しており、被覆層にこれらの優れた特性を低下させずに与えうる。
【0071】
つぎに、まず本発明の複合材の材料である官能基含有含フッ素エチレン性重合体について説明する。
【0072】
官能基含有含フッ素エチレン性重合体の官能基は、ヒドロキシル基、カルボキシル基、カルボン酸塩、カルボキシルエステル基およびエポキシ基から選ばれる少なくとも1種であり、官能基の効果により種々の基材との接着性を与えうるものである。官能基の種類や組合せは基材の表面の種類、目的や用途により適宜選択されるが、耐熱性の面でヒドロキシル基を有するものが最も好ましい。
【0073】
この官能基含有含フッ素エチレン性重合体を構成する成分の1つである前記官能基含有含フッ素エチレン性単量体(a)としては式(1):
CX2=CX1−Rf−Y (1)
(式中、Yは−CH2OH、−COOH、カルボン酸塩、カルボキシエステル基またはエポキシ基、XおよびX1は同じかまたは異なり水素原子またはフッ素原子、Rfは炭素数1〜40の2価の含フッ素アルキレン基、炭素数1〜40の含フッ素オキシアルキレン基、炭素数1〜40のエーテル結合を含む含フッ素アルキレン基または炭素数1〜40のエーテル結合を含む含フッ素オキシアルキレン基を表す)で示される官能基含有含フッ素エチレン性単量体であるのが好ましい。
【0074】
また、官能基含有含フッ素エチレン性単量体(a)の具体例としては、式(3):
CF2=CF−Rf 3−Y (3)
[式中、Yは式(1)のYと同じ、Rf 3は炭素数1〜40の2価の含フッ素アルキレン基またはORf 4(Rf 4は炭素数1〜40の2価の含フッ素アルキレン基または炭素数1〜40のエーテル結合を含む2価の含フッ素アルキレン基)を表わす]、式(4):
CF2=CFCF2−ORf 5−Y (4)
[式中、Yは式(1)のYと同じ、Rf 5は炭素数1〜39の2価の含フッ素アルキレン基または炭素数1〜39のエーテル結合を含む2価の含フッ素アルキレン基を表わす]、式(5):
CH2=CFCF2−Rf 6−Y (5)
[式中、Yは式(1)のYと同じ、Rf 6は炭素数1〜39の2価の含フッ素アルキレン基、またはORf 7(Rf 7は炭素数1〜39の2価の含フッ素アルキレン基または炭素数1〜39のエーテル結合を含む2価の含フッ素アルキレン基)を表わす]または式(6):
CH2=CH−Rf 8−Y (6)
[式中、Yは式(1)のYと同じ、Rf 8は炭素数1〜40の2価の含フッ素アルキレン基]で示されるものなどがあげられる。
【0075】
式(3)〜式(6)の官能基含有含フッ素エチレン性単量体が、前記の官能基を有さない含フッ素エチレン性単量体(b)との共重合性が比較的良好な点で、また、共重合してえられた重合体の耐熱性を著しく低下させない理由で好ましい。
【0076】
これらのなかでも、前記の官能基を有さない含フッ素エチレン性単量体(b)との共重合性や、えられた重合体の耐熱性の面より式(3)、式(5)の化合物が好ましく、とくに式(5)の化合物が好ましい。
【0077】
式(3)で示される官能基含有含フッ素エチレン性単量体として、さらに詳しくは
【化1】
【0078】
式(4)で示される官能基含有含フッ素単量体としては、
【化2】
【0079】
式(5)で示される官能基含有含フッ素単量体としては、
【化3】
【0080】
式(6)で示される官能基含有含フッ素単量体としては、
【化4】
【0081】
その他
【化5】
【0082】
官能基含有含フッ素エチレン性単量体(a)は、(a)に含まれる官能基を含有しない含フッ素エチレン性単量体(b)と共重合される。また、含フッ素エチレン性単量体(b)は、官能基を含有しない単量体より選択することが好ましく、公知の単量体より適宜選択でき、すぐれた耐薬品性に加えて耐熱性、非粘着性、防汚性、低摩擦性を重合体に与える。
【0083】
具体的な含フッ素エチレン性単量体(b)としては、テトラフルオロエチレン、式(2):CF2=CF−Rf 1[Rf 1はCF3またはORf 2(Rf 2は炭素数1〜5のパーフルオロアルキル基)を表わす]、
【化6】
【0084】
また、官能基含有含フッ素エチレン性単量体(a)と前記官能基を有さない含フッ素エチレン性単量体(b)に加えて、耐熱性や、非粘着性を低下させない範囲でフッ素原子を有さないエチレン性単量体を共重合してもよい。このばあいフッ素原子を有さないエチレン性単量体は、耐熱性を低下させないためにも炭素数5以下のエチレン性単量体から選ぶことが好ましく、具体的にはエチレン、プロピレン、1−ブテン、2−ブテンなどがあげられる。
【0085】
本発明において用いられる官能基含有含フッ素エチレン性重合体(A)中の官能基含有含フッ素エチレン性単量体(a)の含有率は、重合体中の単量体の全量の0.05〜30モル%である。官能基含有含フッ素エチレン性単量体(a)の含有率は、OA機器用の基材の表面の種類、形状、塗装方法、フィルム形成方法、条件、目的や用途などの違いにより適宜選択されるが、好ましくは0.05〜20モル%、特に好ましくは0.1〜10モル%である。
【0086】
官能基含有含フッ素エチレン性単量体(a)の含有率が0.05%未満であると、基材の表面との接着性が充分えられにくく、温度変化や薬品の浸透などにより剥離などをおこしやすい。また、30モル%を超えると耐熱性を低下させ、高温での焼成時または高温での使用時に、接着不良や着色、発泡、ピンホールなどが発生し、意匠性を低下させたり、被覆層の剥離や熱分解生成物の溶出などをおこしやすい。
【0087】
本発明で用いる官能基含有含フッ素エチレン性重合体の好ましいものをつぎにあげる。
(I)官能基含有含フッ素エチレン性単量体(a)0.05〜30モル%とテトラフルオロエチレン70〜99.95モル%との重合体(I)(反応性PTFE)。
【0088】
この重合体は耐熱性、耐薬品性、非粘着性が最も優れており、さらに摺動性(低摩擦性、耐摩耗性)を有する点で優れている。
(II)官能基含有含フッ素エチレン性単量体(a1)を単量体の全量に対して0.05〜30モル%含み、さらに該単量体(a)を除く単量体の全量に対して、テトラフルオロエチレン85〜99.7モル%と前記式(2):
CF2=CF−Rf 1 (2)
[Rf 1はCF3、ORf 2(Rf 2は炭素数1〜5のパーフルオロアルキル基)から選ばれる]
で示される単量体0.3〜15モル%との重合体(II)。たとえば官能基を有するテトラフルオロエチレン−パーフルオロ(アルキルビニルエーテル)共重合体(反応性PFA)または官能基を有するテトラフルオロエチレン−ヘキサフルオロプロピレン重合体(反応性FEP)。
【0089】
この重合体は前記(I)の反応性PTFEとほぼ同等の耐熱性、耐薬品性、非粘着性を有し、さらに透明性を有する点ならびに溶融成形可能であり、塗料の形態で塗布しても熱により透明化および表面平滑化が可能な点で優れている。
【0090】
(III)官能基含有含フッ素エチレン性単量体(a)を単量体の全量に対して0.05〜30モル%含み、さらに該単量体(a)を除く単量体の全量に対して、テトラフルオロエチレン40〜80モル%、エチレン20〜60モル%、その他の共重合可能な単量体0〜15モル%との重合体(III)(官能基を有するエチレン−テトラフルオロエチレン重合体(反応性ETFE))。
【0091】
この重合体は優れた耐熱性、非粘着性、防汚性、耐候性をもち、透明性に優れている点、さらに優れた機械的強度を有し、硬く強靭である点、ならびに溶融流動性が優れているために成形加工や、他の基材との複合化(積層など)が容易である点で優れている。
(IV)官能基含有含フッ素エチレン性単量体(a)を単量体の全量に対して0.05〜30モル%含み、さらに該単量体(a)を除く単量体の全量に対して、
フッ化ビニリデン40〜90モル%、テトラフルオロエチレン0〜30モル%、ヘキサフルオロプロペン10〜50モル%の混合単量体、
テトラフルオロエチレン40〜70モル%、プロピレン30〜60モル%、その他の共重合可能な単量体0〜20モル%の混合単量体、または
テトラフルオロエチレン40〜85モル%、パーフルオロビニルエーテル類15〜60モル%の混合単量体との重合体(IV)(反応性フッ素ゴム)。
【0092】
この重合体は、耐熱性、非粘着性、防汚性に優れている点で、さらに、成形体に弾性、柔軟性を与えることができ、特にOAロールに用いたばあいトナーを変形させずにじみのない鮮明な画像がえられる点で、またカラー用の軟らかなトナーにも対応できる点で好ましい。
【0093】
前記官能基含有含フッ素重合体は前述の官能基含有含フッ素エチレン性単量体(a)と、官能基を有さない含フッ素エチレン性単量体(b)とを周知の重合方法で共重合することによってうることができる。その中でも主としてラジカル共重合による方法が用いられる。すなわち重合を開始するには、ラジカル的に進行するものであれば手段は何ら制限されないが、たとえば有機、無機ラジカル重合開始剤、熱、光あるいは電離放射線などによって開始される。重合の種類も溶液重合、バルク重合、懸濁重合、乳化重合などを用いることができる。また、分子量は、重合に用いるモノマーの濃度、重合開始剤の濃度、連鎖移動剤の濃度、温度によって制御される。生成する共重合体の組成は、仕込みモノマーの組成によって制御可能である。
【0094】
以上に説明した官能基含有含フッ素エチレン性重合体は基材に適用するための材料として種々の形態をとりうる。代表的には塗料用材料またはフィルム状材料の形態があげられるが、シート状またはチューブ状などの成形品の形態としてもよい。
【0095】
本発明においては前記官能基含有含フッ素エチレン性重合体を塗料の形態で基材に適用し、OA機器用複合材をうることができる。
【0096】
本発明において、基材に塗料の形態で適用するばあい、水性分散液、有機溶剤分散液、有機溶剤可溶体、粉末(造粒物も含む)、オルガノゾル、オルガノゾルの水性エマルジョンの形態をとりうる。これらのうち、環境および安全性の面から、水性分散液または粉末(粉体塗料)の形態で適用するのが好ましい。
【0097】
なお、塗料は前記官能基含有含フッ素エチレン性重合体が基材との接着性に優れるという性質が発揮される形で適用されればよく、単層でもよく、またプライマー層として用いてもよい。
【0098】
本発明における含フッ素塗料用水性分散液は、前記官能基含有含フッ素エチレン性重合体の粒子を水中に分散させてなるものである。含フッ素重合体に官能基を導入することによって水性分散液中の微粒子の分散安定性が向上し、貯蔵安定性のよい塗料がえられ、さらの塗布後の被膜のレベリング性および透明性が向上する。
【0099】
また、官能基含有含フッ素エチレン性重合体としては、耐熱性、非粘着性、低摩擦性の点から反応性PTFE(I)、耐熱性、非粘着性の点から反応性PFAまたは反応性FEP(II)、耐熱性、非粘着性、弾性の点で反応性フッ素ゴム(IV)が好ましい。
【0100】
前記水性分散液は0.01〜1.0μmの前記重合体の微粒子が、水中に、分散された形態の組成物であるのが好ましい。一般にその中に分散安定化のための界面活性剤が配合されていてもよい。また、水性分散液に耐熱性や耐薬品性、非粘着性、低摩擦性を著しく低下させない範囲で通常使用される顔料、界面活性剤、消泡剤、粘度調整剤、レベリング剤などの添加物を配合することができる。
【0101】
含フッ素塗料用水性分散液は、種々の方法で製造することができる。具体的にはたとえば、
・懸濁重合法などでえられた官能基を有する含フッ素重合体の粉末を微粉砕し、それを水性分散媒中へ、界面活性剤によって均一に分散させる方法、
・乳化重合法により重合と同時に含フッ素水性分散液を製造し、必要に応じてさらに界面活性剤や添加剤を配合する方法
などがあげられるが、生産性や品質面(小粒径化や、均一粉径化)から、乳化重合法により直接水性分散液を製造する方法が好ましい。
【0102】
水性分散液の重合体濃度は目標とする膜厚、塗料の濃度、粘度、塗布方法などにより異なるが、通常、約5〜70重量%の範囲内で選べばよい。
【0103】
塗装方法は特に限定されず、ハケ塗り法、スプレー法、ロールコート法などで塗布後乾燥し、重合体の種類に応じ重合体の融点以上、分解温度以下の温度で焼成すればよい。
【0104】
また塗膜の膜厚は用途、目的、基材などによって適宜選択すればよく、たとえば約5〜200μm、好ましくは10〜100μmである。
【0105】
本発明における粉体塗料は、前記官能基含有含フッ素エチレン性重合体の粉体からなるものである。
【0106】
また、耐熱性、非粘着性、耐食性、耐薬品性の点から反応性PFAまたは反応性FEP(II)が、防汚性、加工性、透明性の点から反応性ETFE(III)が好ましい。
【0107】
含フッ素粉体塗料は粒径10μm〜1000μm、見かけ密度0.3〜1.2g/ccの形状の粉末または粒状のものが好ましく用いられる。
【0108】
この含フッ素粉体塗料には、耐熱性などのフッ素樹脂の性能を著しく低下させない範囲で、たとえばカーボン粉末、酸化チタン、酸化コバルトなどの顔料、ガラス繊維、カーボン繊維などの粉末、マイカなどの補強剤、アミン系酸化防止剤、有機イオウ系化合物、有機スズ系酸化防止剤、フェノール系酸化防止剤、金属石ケンなどの熱安定剤、レベリング剤、帯電防止剤などの添加剤を適宜配合できる。
【0109】
含フッ素粉体塗料への前記添加剤の配合は、粉末状で混合(乾式)してもよいし、スラリー状で混合(湿式)してもよいが、粉末の状態で行なうのが好ましい。混合用機器としては、たとえばサンドミル、V型ブレンダー、リボン型ブレンダーなどの通常の混合機および粉砕機を使用することができる。
【0110】
含フッ素粉体塗料の塗装は、一般に静電吹付、流動層浸漬、回転ライニングなどの方法などにより行なったのち、重合体の種類に応じて重合体の融点以上、分解温度以下の温度での焼成により良好な塗膜を形成することができる。
【0111】
一般に静電粉体塗装のばあい、膜厚10〜200μm、回転ライニングのばあい、膜厚200〜1000μmの塗膜が形成される。
【0112】
また、前記含フッ素塗料用材料に用いられる官能基含有含フッ素エチレン性重合体は、その接着性を利用し、金属やガラスなどの基材の表面へ官能基を有さないフッ素樹脂を被覆する際の良好な耐熱性を有する含フッ素塗料用プライマー層としても用いることができる。
【0113】
含フッ素塗料用プライマーは、前記官能基含有含フッ素エチレン性重合体からなる。
【0114】
プライマーは、前述の含フッ素重合体と同様のものが具体的に利用でき、基材の表面の種類や、プライマーを介して被覆する含フッ素重合体の種類(トップコートの種類)などにより適宜選択される。一般に含フッ素塗料用プライマーは、その上に被覆する含フッ素重合体の構造と同等の構造を有するものに官能基を含んだものが好ましい。
【0115】
この組合せは、プライマーに用いられる含フッ素重合体とその上に被覆される含フッ素重合体との相溶性が良好なものであり基材の表面との接着性だけではなくプライマー層とトップコート層との層間接着強度も良好なものとなりうる。また、高温での使用においても、他の樹脂成分を加えたプライマーを用いたばあいのように、重合体の熱収縮率の違いなどによる層間剥離やクラック、ピンホールなどをおこしにくい。また、そもそも塗膜全体が、含フッ素重合体で構成されるため、透明性や鮮やかな着色を有する用途にも充分対応でき、さらに塗膜の最表面に官能基を含まない含フッ素重合体層を形成しても優れた耐熱性、耐薬品性、非粘着性、および低摩擦性をより効果的に発揮することができる。
【0116】
トップコート層に用いる官能基を含まない含フッ素重合体としては、PTFE、PFA、FEP、ETFE、PVdF、VdF系共重合体などがあげられる。
【0117】
含フッ素塗料用プライマーとしては具体的には、前記官能基含有含フッ素エチレン性重合体を用いることができるが、基材をPTFEで被覆するばあいは、反応性PTFE(I)、反応性PFAまたはFEP(II)から選ばれるものをプライマーとして用いるのが好ましく、特に熱溶融性の反応性PFAまたはFEP(II)をプライマーに用いるのが、焼成により基材の表面に強固に熱溶融させて接着させることができより好ましい。基材をPFAやFEPで被覆するばあいは反応性PFAまたはFEP(II)をプライマーに用いるのが好ましい。さらに基材をETFEで被覆するばあい、特に反応性ETFE(III)をプライマーに用いるのが、接着性、透明性の点から好ましい。
【0118】
プライマー層を利用する被覆方法としては、
(第1工程)前記官能基を有する含フッ素重合体からなる含フッ素塗料用プライマーを基材の表面に塗布する工程、
(第2工程)第1工程で形成されたプライマー層上に、官能基を有さない含フッ素重合体からなる含フッ素塗料を塗布する工程、
(第3工程)第1工程と第2工程でえられた積層体を焼成する工程
の大きく3つの工程からなる含フッ素重合体の被覆方法を好ましく用いることができる。さらに第1工程で塗布されたプライマー層は、80〜150℃、5〜30分間程度かけて指触乾燥し、つぎの第2工程に進め(2コート1ベーク)てもよいし、プライマー層をたとえば溶融温度以上の高温で焼成したのち、第2工程に進め(2コート2ベーク)てもよい。
【0119】
第1工程においてプライマーの塗布方法は、プライマーの形態に応じて適宜選択され、たとえば含フッ素プライマーが水性分散液の形態のばあい、スプレーコーティング、スピンコーティング、はけ塗り、ディッピングなどの方法が用いられる。また、粉体塗料の形態のばあいは静電塗装法、流動浸漬法、回転ライニング法などの方法が用いられる。
【0120】
プライマー層の厚さは、目的、用途、基材の表面の種類、塗装の形態により異なってよいが、1〜50μm、好ましくは2〜20μmである。このようにプライマーは一般に低膜厚であるため、プライマーは水性分散体の形態としスプレー塗装などにより塗布することが好ましい。
【0121】
第2工程のプライマー層上への官能基を含まない含フッ素重合体からなる塗料の塗装方法は、含フッ素重合体の種類や塗料の形態、目的や用途により適宜選択され、たとえば水性分散液や有機溶剤分散液などのばあい、一般にスプレー塗装、はけ塗り、ロールコート、スピンコーティングなどが通常行なわれ、粉体塗料のばあいは静電塗装、流動浸漬法、回転ライニング法などの方法で塗装される。
【0122】
この工程での含フッ素重合体の塗装塗膜の厚さは、目的や用途、塗装方法により全く異なるが、一般にスプレー塗装などによる5〜50μm、好ましくは10〜50μm程度であり、粉体塗装を用いた薄膜化を目標とするばあい、静電塗装法で5〜100μmである。
【0123】
第3工程の焼成条件は、プライマー層、その上のトップ層の含フッ素重合体の種類(組成、融点など)により適宜選択されるが、一般に両者の含フッ素重合体の融点以上の温度で焼成される。焼成時間は、焼成温度により異なるが5分間〜3時間、好ましくは10〜30分間程度である。たとえばPTFE、PFA、FEPなどを被覆するばあいは、320〜400℃、好ましくは350〜400℃で焼成される。
【0124】
ロール用材料については、特にゴム系材料が用いられ、反応性フッ素ゴム(IV)も好ましい対象である。本発明の反応性フッ素ゴム(IV)は、フッ素ゴムと一般的に用いられる添加物との配合組成物とし、シートやチューブなどの成形物として用いることもできるが、加工性、薄膜成形性などの理由により、ゴム塗料として用いることが好ましい。本発明の反応性フッ素ゴムを塗料として用いるばあいの具体例に関して以下に説明する。
【0125】
用いる液状担体は低級ケトン類、低級エステル類、環状エーテルなどの有機溶剤、水および水と水溶性有機液体との混合物から選ばれ、水溶性有機液体としてはアルコール類が例示できる。これら液状担体のうち、塗装作業性を害しないなどの点から、水および水を主成分とするものがもっとも好ましい。
【0126】
フッ素ゴム塗料に含有される他の物質としての無機繊維状物質はフッ素ゴム塗膜の圧縮復元性を高めるために用いられ、代表的なものとしてガラス繊維、カーボン繊維、アスベスト繊維、チタン酸カリウム繊維などがあげられる。この無機繊維状物質は平均長が少なくとも1μm、好ましくは1〜100μmであることが望ましい。
【0127】
フッ素ゴム塗料に所望により添加されるアミン化合物は、主としてフッ素ゴムの加硫剤としての機能を果し、またカップリング剤とともに機械的性質を改良するものであり、その代表的な化合物を例示すると、エチルアミン、プロピルアミン、ブチルアミン、ベンジルアミン、アリルアミン、n−アミルアミン、エタノールアミンなどのモノアミン類、エチレンジアミン、トリメチレンジアミン、テトラメチレンジアミン、ヘキサメチレンジアミン、3,9−ビス(3−アミノプロピル)−2,4,8,10−テトラオキサスピロ[5,5]ウンデカンなどのジアミン類、ジエチレントリアミン、トリエチレンテトラミン、テトラエチレンペンタミン、ペンタエチレンヘキサミンなどのポリアミン類があげられ、特に2個以上の末端アミノ基を有するアミン化合物が好ましい。
【0128】
フッ素ゴム塗料を調製するには通常、フッ素ゴム、フッ素樹脂および液状担体の混合物に導電性物質、および顔料、受酸剤、充填剤などを配合し(必要に応じ、さらに界面活性剤を用いてもよい)、えられる分散液にカップリング剤および要すればアミン化合物を添加して(必要に応じ前記顔料、受酸剤、充填剤などの添加剤を加えてもよい)常法により充分混合することにより、均一なフッ素ゴム塗料となる。
【0129】
フッ素ゴムとフッ素樹脂の割合は重量で95:5〜35:65であることが望ましくフッ素樹脂の割合が前記下限より少ないときは、目的とする非粘着性および潤滑性の改良は充分でなく、逆に前記上限より多いときは目的とする厚さの塗膜がえられず、塗膜にクラックやピンホールが発生しやすい。
【0130】
カップリング剤の添加量は、通常フッ素ゴム100重量部当り1〜50重量部、好ましくは1〜20重量部である。所望によりアミン化合物を添加したばあいには、カップリング剤とアミン化合物の総和が前記の値をとるように配合する。このばあい、カップリング剤とアミン化合物の割合はモル比で1:99〜99:1の範囲から選ばれる。
【0131】
前記受酸剤としてはフッ素ゴムの加硫に通常用いられるものが同様に使用され、たとえば2価金属の酸化物または水酸化物の1種または2種以上が用いられる。具体的にはマグネシウム、カルシウム、亜鉛、鉛などの酸化物または水酸化物が例示される。また前記充填剤としては、シリカ、クレー、珪藻土、タルク、カーボンなどが用いられる。
【0132】
フッ素ゴム塗料は塗料の通常の塗装法(ハケ塗り、浸漬、スプレーなど)によって基材に塗布または含浸され、室温〜400℃、好ましくは100〜400℃の温度条件下で適当な時間硬化することによって目的とするフッ素ゴム塗膜とすることができる。
【0133】
フッ素ゴム塗料の膜厚は、5μm以上であることが好ましい。その膜厚が5μmよりも薄いと基材表面全体にムラが生じて被覆されない部分が生じる危惧がある。このようにしてえられたフッ素ゴム塗料は、フッ素ゴム本来の性能たとえば耐熱性、耐候性、耐摩耗性、耐油性、耐溶剤性および耐薬品性を有すると同時に導電性を有し、基材との接着性およびそれ自体の機械的性質に優れており、さらにその表面に非粘着性および潤滑性が付与される。
【0134】
カップリング剤とは、有機素材と無機素材の界面に作用し、化学的結合または物理的結合により両素材間に強固なブリッジを形成させる化合物をいい、通常ケイ素、チタン、ジルコニウム、ハフニウム、トリウム、スズ、アルミニウムまたはマグネシウムの化合物であって、有機素材と無機素材とを結合しうる基を有する化合物である。これらカップリング剤のうち、好ましいものはシランカップリング剤および周期表第IV族遷移元素(たとえばチタンまたはジルコニウムなど)のオルト酸エステルおよびその誘導体であり、特にアミノシラン化合物が最も好ましい。
【0135】
シランカップリング剤としては、たとえば一般的:
R1・Si・R2 3-a・R3 a
(式中、R1は塩素原子、アミノ基、アミノアルキル基、ウレイド基、グリシドオキシ基、エポキシシクロヘキシル基、アクリロイルオキシ基、メタクリロイルオキシ基、メルカプト基およびビニル基から選ばれた少なくとも1種の官能性原子または基を有する炭素数1〜10のアルキル基またはビニル基、R2およびR3はそれぞれ塩素原子、水酸基、炭素数1〜10のアルコキシ基、炭素数2〜15のアルコキシ置換アルコキシ基、炭素数2〜4のヒドロキシアルキルオキシ基および炭素数2〜15のアシルオキシ基から選ばれた原子または基、aは0、1または2を表わす)で示されるシラン化合物をあげることができる。
【0136】
R1は官能性置換基をもったアルキル基であって、その好適な例をあげると、β−アミノエチル基、γ−アミノプロピル基、N−(β−アミノエチル)−γ−アミノプロピル基、γ−ウレイドプロピル基、γ−グリシドオキシプロピル基、β−(3,4−エポキシシクロヘキシル)エチル基、γ−アクリロイルオキシプロピル基、γ−メタクリロイルオキシプロピル基、γ−メルカプトプロピル基、β−クロロエチル基、β−クロロプロピル基、γ−ビニルプロピル基などを例示できる。またR1はビニル基であってもよい。
【0137】
好適に用いられる前記シラン化合物の具体例としては、たとえばγ−アミノプロピルトリエトキシシラン、N−β−アミノエチル−γ−アミノプロピルトリメトキシシラン、γ−ウレイドプロピルトリエトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、β−(3,4−エポキシシクロヘキシル)エチルトリメチルシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メルカプトプロピルトリメトキシシラン、γ−クロロプロピルトリメトキシシラン、ビニルトリス(β−メトキシエトキシ)シラン、ビニルトリエトキシシラン、ビニルトリクロロシラン、ビニルトリアセトキシシラン、N−(トリメトキシシリルプロピル)エチレンジアミン、N−β−アミノエチル−γ−アミノプロピルメチルジメトキシシラン、β−アミノエチル−β−アミノエチル−γ−アミノプロピルトリメトキシシランなどをあげることができる。これらシランカップリング剤の中でも、アミノシラン化合物、たとえばγ−アミノプロピルトリエトキシシラン、N−β−アミノエチル−γ−アミノプロピルトリメトキシシラン、N−(トリメトキシシリルプロピル)エチレンジアミン、N−β−アミノエチル−γ−アミノプロピルメチルジメトキシシラン、γ−ウレイドプロピルトリエトキシシラン、β−アミノエチル−β−アミノエチル−γ−アミノプロピルトリメトキシシランなどの化合物は、フッ素ゴムの加硫剤としての機能を果たすとともに、基材との接着性の向上にも大きく寄与し、さらに液状担体に対しても安全に用いられるので特に好ましい。
【0138】
チタン、ジルコニウム、ハフニウムおよびトリウムの化合物としては、たとえば一般式:
T(OR)4
(式中、Tはチタン、ジルコニウム、ハフニウムまたはトリウム、Rはアルキル基、シクロアルキル基またはアリール基を表わす)で示されるオルト酸エステルおよびこれに少なくとも1個の官能基を有する化合物の1種以上を反応させてえられる誘導体をあげることができる。前記少なくとも1個の官能基を有する化合物としてはたとえばグリセリン、エチレングリコール、1,3−ブタンジオール、2,3−ブタンジオール、ヘキシレングリコール、オクチレングリコールなどの多価アルコール類、サリチルアルデヒド、グリコールなどのオキシアルデヒド類、ジアセトンアルコール、フラクトースなどのオキシケトン類、グリコール酸、乳酸、ジオキシマレイン酸、クエン酸などのオキシカルボン酸類、ジアセチルアセトンなどのジケトン類、アセト酢酸などのケトン酸類、アセト酢酸エチルなどのケトン酸のエステル類、トリエタノールアミン、ジエタノールアミンなどのオキシアミン類、カテコール、ピロガロールなどのオキシフェノール化合物などが使用可能である。
【0139】
Tがチタンのばあいの具体的な化合物を例示すれば、チタン酸テトラアルキル(たとえばチタン酸テトラエチル、チタン酸テトライソプロピル、チタン酸テトラブチル)、チタン酸テトラエチレングリコール、チタン酸トリエタノールアミン、チタニウムアセチルアセトネート、イソプロピルトリオクタノイルチタネート、イソプロピルトリメタクリルチタネート、イソプロピルトリアクリルチタネート、イソプロピルトリ(ブチル、メチルバイロホスフェート)チタネート、テトライソプロピルジ(ジラウリルホスファイト)チタネート、ジメタクリルオキシアセテートチタネート、ジアクリルオキシアセテートチタネート、ジ(ジオクチルホスフェート)エチレンチタネートなどがあげられる。
【0140】
ジルコニウム化合物としては前記チタン化合物と同様の化合物を用いることができる。具体例としては、テトラエチルジルコネートおよびテトラブチルジルコネートなどのテトラアルキルジルコネート、n−プロピルジルコネート、イソプロピルジルコネート、n−ブチルジルコネート、イソブチルジルコネート、ジルコニウムアセチルアセトネートなどがあげられる。
【0141】
ハフニウムおよびトリウムの化合物としてはチタンおよびジルコニウムと同様の化合物を用いることができる。
【0142】
スズの化合物としては有機または無機の化合物、たとえばSnCl4などを用いることができる。アルミニウムの化合物としてはアルミニウムイソプロピレート、モノsec−ブトキシアルミニウムジイシプロピレート、アルミニウムsec−ブチレート、エチルアセトアセテートアルミニウムジイソプロピレートおよびアルミニウムトリス(エチルアセトアセテート)などが例示できる。
【0143】
マグネシウム化合物としてはマグネシウムメチレートおよびマグネシウムエチレートなどマグネシウムアルコラートが例示できる。
【0144】
液状担体はスプレー塗装、ハケ塗り、ディッピングなどの各種の塗装作業に適するため、配合するものである。具体例としては、たとえばアセトン、メチルエチルケトン、シクロヘキサノンなどの低級ケトン類;酢酸エチル、酢酸プロピル、酢酸ブチルなどの低級エステル類;テトラヒドロフラン、1,4−ジオキサンなどの環状エーテル類;水;水とメタノール、エタノール、イソプロピルアルコールなどのアルコール類、エチレングリコールなどのグリコール類、メチルセロソルブなどの水溶性有機液体との混合物;およびこれらの2種以上があげられる。特に好ましくは塗装作業性、保存安定性、地球環境保護などの点から水を主成分とする液状担体が好ましい。
【0145】
このほか必要に応じて界面活性剤、顔料、充填剤、各種塗料添加剤を配合することができる。
【0146】
さらに通常各種の塗料で用途に応じて配合される添加剤を加えてもよい。そうした添加剤としては、たとえば顔料、密着性向上剤(有機樹脂粉末など)、潤滑性付与剤(フッ素系オイルなど)、耐摩耗性向上剤(無機セラミックス粉末など)、増粘剤、造膜剤、界面活性剤などがあげられる。配合量は塗料の用途、塗装方法などによって適宜選定すればよいが、本発明の目的である非粘着性が損なわれないように注意する。
【0147】
つぎに、前記官能基含有含フッ素エチレン性重合体をフィルムの形態で適用し、OA機器用非粘着性複合材を作製する技術について説明する。
【0148】
フィルムの形態で適用する利点は、つぎのとおりである。
(1)官能基含有含フッ素エチレン性重合体からなるフィルムは、ホットメルト型接着剤には必須のアプリケーターを必要とせず基材の上またはあいだに挟み込み熱圧着することにより接着でき、工程的にも有利である。
(2)また、基材の全面に均一な接着層を形成するため、接着むらのない均一な接着強度がえられ、相溶性のないまたはわるい基材にも対応できる。
(3)さらに、種々の形状にカットして使用でき、作業ロスが少なく作業環境もよく、コスト的にも有利である。
【0149】
本発明の含フッ素重合体フィルムは、前記官能基含有含フッ素エチレン性重合体を成形してなる含フッ素重合体フィルムであるのがよく、表面処理や一般の接着剤の使用を行なわなくとも、他の種々の基材と接着させることができ、それによって基材に含フッ素重合体の優れた特性を与えうる。
【0150】
前記官能基含有含フッ素重合体のなかから、用途や目的、フィルム製造工程、接着方法に応じて種々の接着剤を用いた接着性フィルムの製造が可能であるが、接着性フィルム自体が耐熱性、耐薬品性、機械特性、非粘着性などを有すること、溶融成形などに代表される効率的なフィルム成形が可能であり、良好な成形性をもち、薄膜化や均一化が可能であること、また種々の熱圧着法により溶融し、種々の基材に強固に、きれいに接着させることができること、などの理由で、前記共重合体(II)(反応性PFAまたは反応性FEP)または前記共重合体(III)(反応性ETFE)が好ましい。また、官能基としては、耐熱性の点から特にヒドロキシル基が好ましい。
【0151】
含フッ素フィルムの厚さは、目的や用途により選択され、特に限定されないが、10〜3000μmのものが用いられ、好ましくは20〜500μm、特に好ましくは40〜300μmである。
【0152】
薄すぎるフィルムは、特殊な製造方法が必要であったり、接着操作を行なうときの取扱いが困難でしわや破損、外観不良が起こりやすく、また接着強度、機械的強度、耐薬品性、耐候性の点でも不充分となるばあいがある。厚すぎるフィルムはコスト、接合して一体化するときの作業性の点で不利となる。
【0153】
本発明において含フッ素重合体フィルムは単独で使用してもよいし、前述の官能基を有する含フッ素エチレン性重合体フィルム(接着層)と官能基を有さない含フッ素エチレン性重合体フィルム(表面層)とを積層してなる含フッ素重合体積層フィルムの形で適用することもできる。
【0154】
つまり、一面は、官能基含有含フッ素エチレン性重合体からなる層により、他の基材との接着性を与え、もう一方の面は、一般の含フッ素重合体からなる層とする。前記官能基含有含フッ素エチレン性重合体の面を基材に接触させ、熱圧着などの操作により接着させることにより、含フッ素重合体の優れた非粘着性、防汚性、低摩擦性、耐候性、耐薬品性などの優れた特性を調理機器用基材または基材を含めた複合材に与えうる。
【0155】
本発明における2層からなる含フッ素重合体積層フィルムの厚さは、目的や用途により選択され、特に限定されないが、2層合わせて20〜5000μm、好ましくは40〜1000μm、特に好ましくは100〜500μmである。
【0156】
各層の厚さは、接着層5〜1000μm、含フッ素重合体層(表面層)15〜4995μm程度のものが使用でき、好ましくは接着層10〜500μm、表面層30〜990μm、特に好ましくは接着層10〜200μm、表面層90〜490μmである。
【0157】
なお、接着層用のフィルムを基材に接着したのち、表面層用のフィルムを被覆してもよい。
【0158】
官能基含有含フッ素重合体フィルム中に、特性を損なわない範囲で適当な補強剤、充填剤、安定剤、紫外線吸収剤、顔料その他適宜添加剤を含有せしめることも可能である。かかる添加剤によって、熱安定性の改良、表面硬度の改良、耐摩耗性の改良、耐候性の改良、帯電性の改良、その他を向上せしめることも可能である。
【0159】
本発明における含フッ素フィルムは、それに用いた重合体の種類や、目的となるフィルムの形状により、熱溶融法、押出法、切削法、溶剤キャスティング、粉体、水性または有機溶剤分散体を塗装したのち連続した皮膜とし、フィルムをうる方法など種々の製法によりうることができる。
【0160】
たとえば、前述の反応性PTFEからなる溶融成形が困難な重合体は、圧縮成形、押出成形(ラム押出、ペースト押出と圧延加工など)などにより成形でき、また、反応性のPFA、FEP、ETFEなどのように溶融成形可能な重合体においては、圧縮成形、押出成形などが採用され、特に生産性、品質面などの理由から溶融押出成形が好ましい方法である。
【0161】
つまり、一面は、官能基含有含フッ素エチレン性重合体からなる層により、他の基材との接着性を与え、もう一方の面は、一般の含フッ素重合体からなる層とする。前記官能基含有含フッ素エチレン性重合体の面を基材に接触させ、熱圧着などの操作により接着させることにより、含フッ素重合体の優れた耐薬品性、耐候性、耐汚染性、非粘着性、低摩擦性、電気特性(高周波電気絶縁性)などの優れた特性を基材または基材を含めた複合材に与えうる。
【0162】
本発明における2層からなる含フッ素重合体積層フィルムの厚さは、目的や用途により選択され、特に限定されないが、2層合わせて20〜5000μm、好ましくは40〜1000μm、特に好ましくは100〜500μmである。
【0163】
各層の厚さは、接着層5〜1000μm、含フッ素重合体層(表面層)15〜4995μm程度のものが使用でき、好ましくは接着層10〜500μm、表面層30〜990μm、特に好ましくは接着層10〜200μm、表面層90〜490μmである。
【0164】
なお、接着層用フィルムを基材に接着したのち、表面層用のフィルムを被覆してもよい。
【0165】
官能基含有含フッ素重合体フィルム中に、特性を損なわない範囲で適当な補強剤、充填剤、安定剤、紫外線吸収剤、顔料その他適宜添加剤を含有せしめることも可能である。かかる添加剤によって、熱安定性の改良、表面硬度の改良、耐摩耗性の改良、耐候性の改良、帯電性の改良、その他を向上せしめることも可能である。
【0166】
本発明における含フッ素樹脂フィルムは、それに用いた重合体の種類や、目的となるフィルムの形状により、熱溶融法、押出法、切削法、溶剤キャスティング、粉体、水性または有機溶剤分散体を塗装したのち連続した皮膜とし、フィルムをうる方法など種々の製法によりうることができる。
【0167】
たとえば、前述の反応性PTFEからなる溶融成形が困難な重合体は、圧縮成形、押出成形(ラム押出、ペースト押出と圧延加工など)などにより成形でき、また、反応性のPFA、FEP、ETFEなどのように溶融成形可能な重合体においては、圧縮成形、押出成形などが採用され、特に生産性、品質面などの理由から溶融押出成形が好ましい方法である。
【0168】
積層フィルムの接合一体化は、接着層用と表面層用のそれぞれの成形フィルムを重ね合わせて圧縮成形する方法、また一方の成形フィルム上に他方を塗装する方法、多層共押出成形法により、フィルム成形と同時に接合一体化を達成する方法などが採用でき、なかでも生産性や品質面で多層共押出成形法が好ましい。
【0169】
また、前記官能基含フッ素エチレン性重合体をゴム系シート状材料とするばあいは、前記反応性フッ素ゴムに加硫剤を配合したものを押し出しやプレスしてうることができる。該シート状材料の基材への提供は、基材に貼り合わせた後、従来の方法で加硫接着すればよい。
【0170】
また、チューブ状材料は、前記フィルム状材料およびシート状材料からロール状の基材に巻きつけて接着する方法もあるが、好ましくは前記官能基含有含フッ素エチレン性重合体を溶融押し出しによりチューブをえ、そのままロール状基材外装に施す方法や、押出チューブをさらにエア加圧により適当な外径に膨らます方法によればより容易に用いることができる。
【0171】
官能基含有含フッ素重合体フィルムやシートの基材との接着は、加熱などによる熱活性化によって達成され、さらには熱溶融接着が好ましい。代表的な接着方法として熱ロール法や、熱プレス法であり、その他、高周波加熱法、マイクロ法、真空圧着法(真空プレスなど)、空気圧法などがあり、基材の種類や形状やフィルムの状態と種類などによって適宜選択できる。また、チューブとロール状基材との接着はたとえば加熱などによる熱活性化によって一般に行なうことができる。
【0172】
前記官能基含有含フッ素エチレン性重合体が接着可能な基材としては、金属系基材、セラミックス系基材、合成樹脂基材があげられる。
【0173】
金属系基材の金属には金属および2種以上の金属による合金類、金属酸化物、金属水酸化物、炭酸塩、硫酸塩などの金属塩類も含まれる。そのなかでも金属および金属酸化物、合金類が接着性においてより好ましい。
【0174】
金属系基材の具体例としては、アルミニウム、鉄、ニッケル、チタン、モリブデン、マグネシウム、マンガン、銅、銀、鉛、スズ、クロム、ベリリウム、タングステン、コバルトなど金属や金属化合物およびこれらの2種以上からなる合金類などがあげられる。
【0175】
合金類の具体例としては炭素鋼、Ni鋼、Cr鋼、Ni−Cr鋼、Cr−Mo鋼、ステンレス鋼、ケイ素鋼、パーマロイなどの合金鋼、Al−Cl、Al−Mg、Al−Si、Al−Cu−Ni−Mg、Al−Si−Cu−Ni−Mgなどのアルミニウム合金、黄銅、青銅(ブロンズ)、ケイ素青銅、ケイ素黄銅、洋白、ニッケル青銅などの銅合金、ニッケルマンガン(Dニッケル)、ニッケル−アルミニウム(Zニッケル)、ニッケル−ケイ素、モネルメタル、コンスタンタン、ニクロムインコネル、ハステロイなどのニッケル合金などがあげられる。
【0176】
さらにアルミニウム系金属については、純アルミニウム、アルミニウムの酸化物、Al−Cu系、Al−Si系、Al−Mg系およびAl−Cu−Ni−Mg系、Al−Si−Cu−Ni−Mg系合金、高力アルミニウム合金、耐食アルミニウム合金などの鋳造用または展伸用のアルミニウム合金を用いることができる。
【0177】
さらにまた鉄系金属としては、純鉄、酸化鉄、炭素鋼、Ni鋼、Cr鋼、Ni−Cr鋼、Cr−Mo鋼、Ni−Cr−Mo鋼、ステンレス鋼、ケイ素鋼、パーマロイ、不感磁性鋼、磁石鋼、鋳鉄類などを用いることができる。
【0178】
また、金属の腐食防止などを目的として、金属表面に電気メッキ、溶融メッキ、クロマイジング、シリコナイジング、カロライジング、シェラダイジング、溶射などを施して他の金属を被膜したり、リン酸塩処理によりリン酸塩被膜を形成させたり、陽極酸化や加熱酸化により金属酸化物を形成させたり、電気化学的防食を施した基材へも接着できる。
【0179】
さらに、接着性をさらに向上させることを目的として、金属基材表面をリン酸塩、硫酸、クロム酸、シュウ酸などによる化成処理を施したり、サンドブラスト、ショットブラスト、グリットブラスト、ホーニング、ペーパースクラッチ、ワイヤースクラッチ、ヘアーライン処理などの表面粗面化処理を施してもよく、意匠性を目的として、金属表面に、着色、印刷、エッチングなどを施してもよい。
【0180】
また、さらに上記アルミニウムまたはアルミニウム合金系基材のばあい、その表面に防食、表面硬化、接着性の向上などを目的に、苛性ソーダ、シュウ酸、硫酸、クロム酸を用いた陽極酸化を行なって酸化皮膜を形成させたもの(アルマイト)や、その他前述の表面処理を施したものも用いることもできる。
【0181】
さらに前述と同様に、表面に他の金属をメッキしたもの、たとえば溶融亜鉛メッキ鋼板、合金化溶融亜鉛メッキ鋼板、アルミニウムメッキ鋼板、亜鉛ニッケルメッキ鋼板、亜鉛アルミニウム鋼板など、浸透法、溶射法により他の金属を被膜したもの、クロム酸系やリン酸系の化成処理または加熱処理により酸化被膜を形成させたもの、電気的防食法を施したもの(たとえばカルバニック鋼板)などでもよい。
【0182】
セラミックス系基材としては、たとえばガラス類、陶器、磁器などがあげられる。
【0183】
ガラス類は特に組成は限定されず、石英ガラス、鉛ガラス、無アルカリガラス、アルカリガラスなどがあげられる。
【0184】
合成樹脂基材としては、たとえばアクリル樹脂、ポリカーボネート、ポリフェニレンサルファイド、ポリアミド、ポリオキシメチレン(POM)、ポリエーテルエーテルケトン(PEEK)、耐熱性エンジニアリングプラスチック、ポリイミドなどの熱硬化性樹脂、シリコン系、ウレタン系などのゴム系材料などがあげられる。
【0185】
本発明のOA機器用非粘着性複合材の基材としては、前記の基材のうち、金属系基材としては、ロール用としてアルミ系材料が主として用いられ、その他の部品については、アルニウム以外の、たとえばSUS、鋼板類などが用いられる。
【0186】
そのほか、透明性が要求される部分にセラミックス系基材のガラス類、樹脂系基材のアクリル樹脂やポリカーボネートなどが通常使用されている。
【0187】
なお、OA機器またはその部品の種類によっては加工が困難なばあいがあるため、基材は最終製品の形状とするのが好ましい。
【0188】
本発明における複合材は、第1に前記官能基含有含フッ素エチレン性重合体が良好な接着性をもって基材に適用されていることから、第2に該官能基含有含フッ素エチレン性重合体が良好な非粘着性、耐熱性、防汚性、耐摩耗性などを有することから、各種OA機器用に用いることができる。
【0189】
本発明のOA機器用非粘着性複合材を用いることのできる好適なOA機器およびその部分を以下に具体的に列挙する。したがって、本発明は後述するOA機器および各種部分にも関する。
【0190】
また、これらを項目ごとに分類して整理し、表1および2に示した。
【0191】
本発明のOA機器用非粘着性複合材は、たとえばつぎのようなものに用いることができる。また、各々のばあいにおける基材、官能基含有含フッ素重合体の種類および適用形態ならびに利点をあわせて示す。
【0192】
(1)定着ロール
(i)モノクロ用
基材:アルミニウムまたはSUSからなるもの
官能基含有含フッ素重合体:反応性PFAまたはFEP
適用形態:塗料またはチューブ
この複合材を用いると、トナー非粘着性、耐久性、耐熱性に優れた定着ロールをうることができ、接着性に優れることからプライマーを設けなくてもよいため、加工性にも優れる。
【0193】
(ii)カラー・モノクロ共用
基材:金属をシリコンゴムまたはウレタンゴムで被覆したもの
官能基含有含フッ素重合体:反応性PFAもしくはFEP、または反応性フッ素ゴム
適用形態:塗料、チューブまたはシート
この複合材を用い、さらにばあいによって、離型シリコンオイルを塗布することによりトナー非粘着性、紙の離型性、弾性、耐摩耗性に優れた定着ロールをうることができ、また、官能基含有含フッ素重合体が接着性に優れることから、プライマー層を設けなくてもよいため、加工性にも優れる。
【0194】
(2)加圧ロール(カラー・モノクロ共用)
基材:金属をシリコンゴムまたはウレタンゴムで被覆したもの
官能基含有含フッ素重合体:反応性PFAもしくはFEP、または反応性フッ素ゴム
適用形態:塗料、チューブまたは成形
この複合材を用いると、トナー非粘着性、弾性、耐磨耗性に優れた加圧ロールをうることができ、また、プライマー層を設けなくても接着性に優れるため加工性も良好である。
【0195】
(3)帯電ロール(カラー・モノクロ共用)
基材:ウレタンゴムからなるもの
官能基含有含フッ素重合体:反応性フッ素ゴム
適用形態:塗料
この複合材を用いると、導電性の制御性、抵抗値の均一性、紙の離型性、耐摩耗性、トナー非粘着性に優れた帯電ロールをうることができ、またプライマー層を設けなくても接着性に優れるため加工性もよい。
【0196】
(4)転写ロール(カラー・モノクロ共用)
基材:ウレタンゴムからなるもの
官能基含有含フッ素重合体:反応性フッ素ゴム
適用形態:塗料
この複合材を用いると、導電性の制御性、抵抗値の均一性、紙の離型性、耐摩耗性、弾性に優れた転写ロールをうることができ、またプライマー層を設けなくても接着性に優れるため加工性もよい。
【0197】
(5)転写ベルト(カラー・モノクロ共用)
基材:ポリイミドからなるもの
官能基含有含フッ素重合体:反応性PFAもしくはFEP、または反応性フッ素ゴム
適用形態:フィルムまたは塗料
この複合材を用いると、導電性の制御性、抵抗値の均一性、耐摩耗性、トナー非粘着性に優れた転写ベルトをうることができ、またプライマー層を設けなくても接着性がよく加工性にも優れる。
【0198】
(6)分離爪および定着軸受け(表面)
基材:耐熱性樹脂(たとえばポリフェニレンサルファイド、ポリアミドイミド、ポリエーテルイミド、POMまたはPEEKなど)からなるもの
官能基含有含フッ素重合体:反応性PTFEまたは反応性PFAもしくはFEP
適用形態:塗料
この複合材を用いると、トナー非粘着性、耐摩耗性、紙送り性に優れ、ロールを傷付けにくい分離爪および低摩擦性、耐摩耗性、耐熱性に優れた定着軸受けをうることができ、官能基含有含フッ素重合体が接着性に優れることからプライマー層を必要とせず加工性にも優れる。
【0199】
(7)排紙コロおよび排紙ガイド
基材:樹脂(たとえばポリフェニレンサルファイド、ポリアミドイミド、ポリエーテルイミド、POMまたはPEEKなど)からなるもの
官能基含有含フッ素重合体:反応性PTFEまたは反応性PFAもしくはFEP
適用形態:塗料
この複合材を用いると、トナー非粘着性、耐摩耗性に優れる排紙コロおよび排紙ガイドをうることができ、官能基含有含フッ素重合体が接着性に優れるためにプライマー層を必要とせず加工性にも優れる。
【0200】
また、本発明の複合材は、特にその良好な透明性を利用してつぎのようなOA機器用の部品にも用いることができる。
【0201】
(8)ブラウン管、液晶パネルおよびプラズマディスプレイ(前面)
基材:ガラス
官能基含有含フッ素重合体:反応性PFAもしくはFEP、または反応性ETFE
適用形態:フィルムまたは塗料
この複合材を用いると、透明性、ほこり、指紋などに対する防汚性、携帯時の衝撃や落下などに対する飛散防止性に優れたブラウン管、液晶パネルおよびプラズマディスプレイをうることができ、プライマー層を設ける必要がなく加工性に優れる。
【0202】
(9)コンタクトガラス(表面)
基材:ガラス
官能基含有含フッ素重合体:反応性PFAもしくはFEP、または反応性ETFE
適用形態:塗料
この複合材を用いると、透明性、指紋などに対する防汚性、修正液、インクなどに対する非粘着性に優れたコンタクトガラスをうることができ、官能基含有含フッ素重合体が接着性に優れるためにプライマー層を設ける必要がなく加工性に優れる。
【0203】
【表1】
【表2】
以下に実施例を用いて本発明を説明するが、本発明はこれらのみに利用されるものではない。
【0206】
製造例1
(ヒドロキシル基を有するPFAからなる水性分散体の製造)
撹拌後、バルブ、圧力ゲージ、温度計を備えた3リットルガラスライニング製オートクレーブに純水1500ml、パーフルオロオクタン酸アンモニウム9.0gを入れ、窒素ガスで充分置換したのち、真空にし、エタンガス20mlを仕込んだ。
【0207】
ついで、パーフルオロ−(1,1,9,9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式(7))
【0208】
撹拌を行ないながらテトラフルオロエチレンガス(TFE)を内圧が8.5kgf/cm2Gとなるように圧入した。
【0209】
ついで、過硫酸アンモニウム0.15gを水5.0gに溶かした溶液を窒素を用いて圧入して反応を開始した。
【0210】
重合反応の進行に伴って圧力が低下するので、7.5kgf/cm2Gまで低下した時点でテトラフルオロエチレンガスで8.5kgf/cm2まで再加圧し、降圧、昇圧を繰り返した。
【0211】
テトラフルオロエチレンの供給を続けながら、重合開始からテトラフルオロエチレンガスが約40g消費されるごとに、前記のヒドロキシル基を有する含フッ素エチレン性単量体(前記式(7)で示される化合物)の1.9gを計3回(計5.7g)圧入して重合を継続し、重合開始よりテトラフルオロエチレンが約160g消費された時点で供給を止めオートクレーブを冷却し、未反応モノマーを放出し、青みがかった半透明の水性分散体1702gをえた。
【0212】
えられた水性分散体中のポリマーの濃度は10.9%、動的光散乱法で測定した粒子径は70.7nmであった。
【0213】
また、えられた水性分散体の一部をとり凍結凝析を行ない、析出したポリマーを洗浄、乾燥し白色固体を単離した。えられた共重合体の組成は、19F−NMR分析、IR分析により、TFE/PPVE/(式(7)で示されるヒドロキシル基を有する含フッ素エチレン性単量体)=97.7/1.2/1.1モル%であった。
【0214】
また赤外スペクトルは3620〜3400cm-1に−OHの特性吸収が観測された。
【0215】
DSC分析により、Tm=310℃、DTGA分析により1%熱分解温度Td=368℃であった。高化式フローテスターを用いて2mm、長さ8mmのノズルを用い、372℃で予熱5分間、荷重7kgf/cm2でメルトフローレートを測定したところ12.0g/10minであった。
【0216】
製造例2
(ヒドロキシル基を有するPFAからなる水性分散体の製造)
製造例1と同じオートクレーブに純水1500ml、パーフルオロオクタン酸アンモニウム9.0gを入れ、窒素ガスで充分置換したのち真空にし、エタンガス20mlを仕込んだ。
【0217】
ついで、パーフルオロ−(1,1,9,9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式(7)の化合物)1.9g、パーフルオロ(プロピルビニルエーテル)(PPVE)16.1gを窒素ガスを用いて圧入し系内の温度を70℃に保った。
【0218】
撹拌を行いながらテトラフルオロエチレン(TFE)を内圧8.5kgf/cm2Gとなるように圧入した。
【0219】
ついで、過硫酸アンモニウム0.15gを水5.0gに溶かした溶液を窒素を用いて圧入して反応を開始した。
【0220】
重合反応の進行に伴って圧力が低下するので、7.5kgf/cm2Gまで低下した時点で、テトラフルオロエチレンガスで8.5kgf/cm2Gまで再加圧し、降圧、昇圧を繰り返した。
【0221】
テトラフルオロエチレンの供給を続けながら重合開始からテトラフルオロエチレンガスが40g消費されるごとに、前記のヒドロキシル基を有する含フッ素エチレン性単量体(式(7)で示される化合物)の0.95gを計3回(計2.85g)を圧入して重合を継続し、重合開始よりテトラフルオロエチレンが160g消費された時点で供給を止めオートクレーブを冷却し、未反応モノマーを放出した。水性分散体1692gをえた。えられた水性分散体中のポリマーの濃度は10.6%、粒子径は76.8nmであった。
【0222】
製造例1と同様にして、水性分散体の一部をとり白色固体を単離した。
【0223】
同様にしてえられた白色固体を分析したところ、
TFE/PPVE/(式(7)のヒドロキシル基を有する含フッ素単量体)=98.3/1.1/0.6モル%
Tm=310℃
1%熱分解温度Td=374℃
メルトフローレート:9.5g/10min
なお、赤外スペクトルは3620〜3400cm-1に−OHの特性吸収が観測された。
【0224】
製造例3
(官能基を有さないPFAの水性分散体の合成)
製造例1において、パーフルオロ−(1、1、9、9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式(7)で示される化合物)を用いなかったこと以外は、製造例1と同様にして乳化重合を行い、官能基を含まないPFAの水性分散体1662gをえた。
【0225】
水性分散対中のポリマーの濃度は9.7%、粒子径は115nmであった。
【0226】
製造例1と同様に白色固体を単離し、分析した。
【0227】
TFE/PPVE=98.9/1.1mol%
Tm=310℃
1%熱分解温度Td=479℃
メルトフローレート=19.2g/10min
なお赤外スペクトルでは−OHの特性吸収は観測されなかった。
【0228】
製造例4
(ヒドロキシル基を有するPFAの合成)
撹拌機、バルブ、圧力ゲージ、温度計を備えた6リットルのガラスライニング製オートクレーブに純水1500mlを入れ、窒素ガスで充分置換したのち、真空にし、1,2−ジクロロ−1,1,2,2−テトラフルオロエタン(R−114)1500gを仕込んだ。
【0229】
ついで、パーフルオロ−(1,1,9,9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式7で示される化合物)の5.0g、パーフルオロ(プロピルビニルエーテル)(PPVE)130g、メタノール180gを窒素ガスを用いて圧入し、系内の温度を35℃に保った。
【0230】
撹拌を行ないながらテトラフルオロエチレンガス(TFE)を内圧が8.0kgf/cm2Gとなるように圧入した。ついで、ジ−n−プロピルパーオキシジカーボネートの50%メタノール溶液0.5gを窒素を用いて圧入して反応を開始した。
【0231】
重合反応の進行に伴って圧力が低下するので、7.5kgf/cm2Gまで低下した時点でテトラフルオロエチレンガスで8.0kgf/cm2まで再加圧し、降圧、昇圧を繰り返した。
【0232】
テトラフルオロエチレンの供給を続けながら、重合開始からテトラフルオロエチレンガスが約60g消費されるごとに、前記のヒドロキシル基を有する含フッ素エチレン性単量体(前記式(7)で示される化合物)の2.5gを計9回(計22.5g)圧入して重合を継続し、重合開始よりテトラフルオロエチレンが約600g消費された時点で供給を止めオートクレーブを冷却し、未反応モノマーおよびR−114を放出した。
【0233】
えられた共重合体を水洗、メタノール洗浄を行なったのち、真空乾燥することにより710gの白色固体をえた。えられた共重合体の組成は19F−NMR分析、IR分析によりTFE/PPVE/(式(7)で示されるヒドロキシル基を有する含フッ素エチレン性単量体)=97.0/2.0/1.0モル%であった。また、赤外スペクトルは3620〜3400cm-1に−OHの特性吸収が観測された。DSC分析によりTm=305℃、DTGA分析により1%熱分解温度Td=375℃であった。高化式フローテスターを用いて直径2mm、長さ8mmのノズルを用い、372℃で予熱5分間、荷重7kgf/cm2でメルトフローレートを測定したところ32g/10minであった。
【0234】
製造例5
(ヒドロキシル基を有するPFAの合成)
撹拌機、バルブ、圧力ゲージ、温度計を備えた6リットルのガラスライニング製オートクレーブに純水1500mlを入れ、窒素ガスで充分置換したのち、真空にし、1,2−ジクロロ−1,1,2,2−テトラフルオロエタン(R−114)1500gを仕込んだ。
【0235】
ついで、パーフルオロ−(1,1,9,9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式(7))を2.5g、パーフルオロ(プロピルビニルエーテル)(PPVE)を132g、メタノールを230gとした以外は製造例4と同様にして反応を開始し、温度を35℃に保った。
【0236】
撹拌を行ないながらテトラフルオロエチレンガス(TFE)を内圧が8.0kgf/cm2Gとなるように圧入した。ついで、ジ−n−プロピルパーオキシジカーボネートの50%メタノール溶液0.5gを窒素を用いて圧入して反応を開始した。
【0237】
重合反応の進行に伴って圧力が低下するので、7.5kgf/cm2Gまで低下した時点でテトラフルオロエチレンガスで8.0kgf/cm2まで再加圧し、降圧、昇圧を繰り返した。
【0238】
さらに、重合開始からテトラフルオロエチレンガスが約60g消費されるごとに圧入する前記のヒドロキシル基を有する含フッ素エチレン性重合体(前記式(7)で示される化合物)の量を1.23gを計9回(計11.10g)とした以外は製造例4と同様にして680gの共重合体の白色固体をえた。えられた共重合体の組成は19F−NMR分析、IR分析によりTFE/PPVE/(式(7)で示されるヒドロキシル基を有する含フッ素エチレン性単量体)=97.6/2.0/0.4モル%であった。また、赤外スペクトルは3620〜3400cm-1に−OHの特性吸収が観測された。DSC分析によりTm=310℃、DTGA分析により分析開始温度368℃、1%熱分解温度Td=375℃であった。高化式フローテスターを用いて直径2mm、長さ8mmのノズルを用い、372℃で予熱5分間、荷重7kgf/cm2でメルトフローレートを測定したところ42g/10minであった。
【0239】
製造例6
(官能基を含まないPFAの合成)
製造例4において、パーフルオロ(1,1,9,9−テトラハイドロ−2,5−ビストリフルオロメチル−3,6−ジオキサ−8−ノネノール)(式(7)で示される化合物)を用いないこと、さらにメタノールを240g使用すること以外は、製造例4と同様にして合成を行ない、官能基を含まないPFA597gをえた。
【0240】
製造例4と同様にして、えられたPFAを分析したところ
TFE/PPVE=98.2/1.8モル%
Tm=310℃
Td=469℃(1%重量減)
メルトフローレート=24g/10min
であった。
【0241】
製造例7
(ヒドロキシル基を有するPFA粉体塗料の製造)
製造例4でえたヒドロキシル基を有するPFA粉末(見掛比重0.5、真比重2.1、平均粒径600ミクロン)をローラーコンパクター(新東工業(株)製BCS−25型)で幅60mm、厚さ5mmにシート状に圧縮した。つぎに解砕機で約10mm径に解砕し、さらに粉砕機(奈良機械製作所製コスモマイザーN−1型)を用いて、室温で11000rpmで微粉砕した。つぎに分級機(新東京機械(株)製ハイボルダー300SD型)で170メッシュ(88ミクロン目開き)以上の粗粉子を取り除き、ヒドロキシル基を有するPFA粉体塗料をえた。その粉体の見掛密度は0.7g/ml、平均粒径20μmであった。
【0242】
製造例8
(官能基を含まないPFA粉体塗料の製造)
製造例4でえたヒドロキシル基を有するPFA粉末にかえて製造例6でえた官能基を含まないPFA粉末(見掛比重0.6、真比重2.1、平均粒径400ミクロン)を用いた以外は製造例7と同様にしてPFA粉体塗料を作成した。その粉末の見掛密度は0.73g/ml、平均粒径20μmであった。
【0243】
製造例9
(フッ素を有さない官能基含有単量体を用いた、含フッ素重合体の合成)
撹拌機、バルブ、圧力ゲージ、温度計を備えた1リットルのステンレス製オートクレーブに、酢酸ブチル250g、ピバリン酸ビニル(VPi)36.4g、フッ素を有さないヒドロキシル基含有単量体として、4−ヒドロキシルブチルビニルエーテル(HBVE)32.5g、イソプロポキシカルボニルパーオキサイド4.0gを仕込み、0℃に氷冷し、窒素ガスで充填置換したのち真空にし、イソブチレン(IB)47.5gとテトラフルオロエチレン(TFE)142gを仕込んだ。
【0244】
撹拌を行いながら40℃に加熱し、30時間反応させ、反応容器内圧力が2.0kg/cm2以下に下がった時点で反応を停止した。オートクレーブを冷却し、未反応のガスモノマーを放出したところ、含フッ素重合体の酢酸ブチル溶液がえられた。ポリマー濃度は45%であった。
【0245】
えられた含フッ素重合体の酢酸ブチル溶液から、再沈法により含フッ素重合体を取り出し、充分減圧および乾燥させることにより白色固体として単離した。1H−NMR、19F−NMR元素分析によりえられた含フッ素重合体を分析したところ、TFE/IB/VPi/HBVE=44/34/15/7モルからなる共重合体であった。
【0246】
製造例10
(ヒドロキシル基を有するPFAのフィルムの作製)
製造例4でえた白色固体8.0gを100mmφの金型に入れ350℃に設定したプレス機にセットし予熱を30分間行なったのち、70kg/cm2で1分間圧縮成形を行ない、厚さ0.5mmのフィルムをえた。
【0247】
製造例11
(ヒドロキシル基を有するPFAのフィルムの作製)
製造例5でえた白色固体を用いたこと以外は製造例10と同様にして厚さ0.5mmのフィルムをえた。
【0248】
製造例12
(官能基を含まないPFAのフィルムの作製)
製造例6でえた白色固体を用いたこと以外は製造例10と同様にして厚さ0.5mmのフィルムをえた。
【0249】
製造例13
(ヒドロキシル基を有するPFAの押出によるフィルムの作製)
製造例4でえた白色固体から2軸押出機(東洋精機(株)製ラボプラストミル)を用いて350〜370℃で押出しを行いペレットを作製した。そのペレットを用い、単軸押出機(東洋精機(株)ラボプラストミル)にて360℃〜380℃、ロール温度120℃で押出を行ない、巾10cm、厚さ100〜150μmのフィルムをえた。
【0250】
製造例14
(官能基を含まないPFAの押出によるフィルムの作製)
製造例6でえた白色固体を用いたこと以外は製造例13と同様にしてペレットを作製し、さらに押出により製造例17と同様にして巾10cm、厚さ100〜150μmのフィルムをえた。
【0251】
製造例15
(ヒドロキシル基を有するPFAとPTFEとの積層フィルム)
製造例13でえたヒドロキシル基を有するPFAフィルムと厚さ0.5mmのPTFEフィルムを重ね合わせ、製造例10と同様にして圧縮成形した。
2層は互いに強固に接着していた。
【0252】
実施例1
(1)基材の前処理
厚さ1.5mmの純アルミニウム板(A1050P)および厚さ1.5mmのSUS304を用い、それぞれアセトンにより脱脂を行なった。
【0253】
(2)官能基を有する含フッ素重合体からなるプライマー層の形成
製造例1でえたヒドロキシル基を有するPFAからなる水性分散体を用いて、エアスプレーで、膜厚が約5μmになるように塗装し、90℃で10分間赤外乾燥したのち、380℃で20分間焼成した。
【0254】
(3)官能基を有さない含フッ素重合体からなる層(トップ層)の形成
(2)でえたプライマー層の上に官能基を有さない含フッ素重合体からなる塗料として、PTFEからなる水性塗料(ダイキン工業(株)製 ポリフロン TFEエナメルEK4300CRN)をエアスプレーにて膜厚が約20μmになるように塗装し、90℃で10分間赤外乾燥したのち380℃で20分間焼成した。
【0255】
(4)接着性の評価
評価方法は、つぎのとおりである。
(碁盤目試験)
コーティング面にJIS K 5400 1990,8.5.2に規定された碁盤目100マスを作成し、この面にセロテープ(ニチバン(株)製の粘着テープ)を充分に密着させ、ただちに引き剥がす。新しいセロテープでこの引き剥がしを10回行ない、100マス中何マスが残存しているかを評価する。結果を表3に示した。
【0256】
実施例2
官能基を有する含フッ素重合体からなるプライマーを、製造例2でえたヒドロキシル基を有するPFAからなる水性分散体を用いてプライマー層を形成したこと以外は、実施例1と同様にして塗板を作製し、接着性の評価を行なった。結果を表3に示す。
【0257】
比較例1
官能基を有する含フッ素重合体からなるプライマーに代えて、製造例3でえた官能基を有さないPFAからなる水性分散体を用いてプライマー層を形成させたこと以外は、実施例1と同様にして塗板を作製し、接着性の評価を行なった。結果を表3に示す。
【0258】
実施例3、4および比較例2
官能基を有さない含フッ素重合体からなる塗料としてFEPからなる水性塗料(ダイキン工業(株)製 ネオフロンFEPディスパージョン ND−1)を用いてトップ層を形成したこと以外は、実施例3は実施例1と、実施例4は実施例2と、比較例2は比較例1とそれぞれ同様にして塗板を作製し、接着性の評価を行なった。結果を表3に示す。
【0259】
実施例5
(1)基材の前処理
実施例1と同様にして行なった。
【0260】
(2)官能基を有する含フッ素重合体からなるプライマー層の形成
製造例1でえたヒドロキシル基を有するPFAからなる水性分散体をエアスプレーで膜厚が約5μmになるように塗装し、90℃で10分間赤外乾燥した。
【0261】
(3)官能基を有さない含フッ素重合体からなる層(トップ層)の形成
前記(2)でえたプライマー層の上に官能基を有さない含フッ素重合体からなる塗料として、PFAの粉体塗料(ダイキン工業(株)製 ネオフロンPFA粉体塗料 ACX−31)を用い静電塗装により、膜厚が40μmとなるように塗装し、380℃で20分間焼成した。
【0262】
(4)接着性の評価
実施例1と同様にして行なった。結果を表3に示す。
【0263】
実施例6
官能基を有する含フッ素重合体からなるプライマーを、製造例2でえたヒドロキシル基を有するPFAからなる水性分散体を用いてプライマー層を形成したこと以外は、実施例5と同様にして塗板を作製し、接着性の評価を行なった。結果を表3に示す。
【0264】
比較例3
官能基を有する含フッ素重合体からなるプライマーに代えて、製造例3でえた官能基を有さないPFAからなる水性分散体を用いてプライマー層を形成させたこと以外は、実施例5と同様にして塗板を作製し、接着性の評価を行なった。結果を表3に示す。
【0265】
【表3】
実施例7
(ヒドロキシル基を有するPFA粉体塗料の接着性評価)
(1)接着試験用のプレスシートの作製
製造例7でえたヒドロキシル基を有するPFA粉体塗料約4gを直径60mmの円筒型金型に入れ、プレス機を用い室温にて300kgf/cm2の圧力で圧縮成形し、円盤型のコールドプレスシート(以下、「PFAシート」ともいう)をえた。
【0267】
(2)基板の前処理
100×100×1(mm)の純アルミニウム板をアセトンで脱脂した後サンドブラスト処理を行なった。
【0268】
(3)接着サンプル作成
上記(1)でえたPFAシートをアルミニウム板(上記(2))の上に置き、熱風乾燥機に入れ、330℃10分間加熱溶融させた。膜厚約450μmのPFAシートがアルミニウム板に接着したサンプルがえられた。図1にPFAシート1とアルミニウム板2とからなる接着サンプルの概略平面図を示す。
【0269】
(4)接着強度の測定
図1に示すように、前記(3)でえた接着サンプルのPFAシート1に幅a(10mm)の間隔でカッターで切れ目を入れ、各短冊状のシート1の一方の端をめくり、接着強度測定用の測定具をえた。図2にえられた接着測定用の測定具の概略斜視図を示す。図2に示すように、アルミニウム板2に対してシート1を90°の角度で引っぱり、剥離強度を測定した。テンシロン万能試験機(オリエンテック(株)製)を用い、室温下、クロスヘッドスピード50mm/minで測定したところ、面積法による平均剥離荷重で5.5kgf/cmの接着強度を示した。
【0270】
比較例4
(官能基を含まないPFA粉体塗料の接着性評価)
製造例7でえたヒドロキシル基を有するPFA粉体塗料にかえて製造例8でえた官能基を含まないPFA粉体塗料を用いた以外は実施例7と同様にして接着試験用プレスシートの作製、基材の前処理、接着サンプル作製を行ない接着強度の測定を行なった。
官能基を含まないPFA粉体塗料の接着強度は、0.8kgf/cmであった。
【0271】
実施例8
(ヒドロキシル基を有するPFA粉体塗料の静電塗装)
実施例7と同様に前処理したアルミニウム板に、製造例7でえたヒドロキシル基を有するPFA粉体塗料を、静電粉体塗装機(岩田塗装(株)製GX3300型)を用い、室温で印加電圧40kVで静電塗装した。塗装板を330℃15分間熱風乾燥機にて焼成し塗装膜をえた。
塗膜は、透明で均一な連続膜であって、基剤のアルミニウム板とも強固に密着した。
【0272】
比較例5
(フッ素を有さない官能基含有単量体を用いた含フッ素重合体の耐熱性)
製造例9でえられた含フッ素重合体の熱分解温度をTGA分析により測定したところ、1%熱分解温度で220℃であった。これより、製造例9でえたようなフッ素を有さない官能基含有単量体を用いた含フッ素重合体は耐熱性が低いことがわかった。
【0273】
さらに製造例9でえられた含フッ素共重合体を酢酸ブチルに10重量%の濃度に溶解させた。
【0274】
つぎに実施例5において、プライマー層に用いたヒドロキシル基を有するPFAの水性分散体にかえて、上記製造例9の含フッ素共重合体の酢酸ブチル溶液を用いた以外は実施例5と同様、純アルミ基材に基材の前処理、製造例9の含フッ素共重合体を用いたプライマー層の塗布、トップ層の塗布(PFA粉体塗料の静電塗装)を行なった。
塗布後380℃、20分間焼成によってえた塗膜は黄褐色に着色し、発泡、剥離も見られ、均一な透明被膜はえられなかった。
【0275】
実施例9〜12
(ヒドロキシル基含有PFAフィルムと金属との接着性試験)
金属板として、厚さ0.5mmの脱脂したクロム酸処理アルミ、純アルミ、鋼板を用いて、ヒドロキシル基を有するPFAフィルム(製造例10または11のフィルム)との接着性試験を以下のように行なった。結果を表4に示した。
【0276】
(剥離試験用の試験片の作製)
図3に剥離試験用の試験片を作製するために作製した積層体の概略斜視図を示す。図3に示すように、製造例10〜11でえたヒドロキシル基含有PFAフィルムを接着剤層3として、厚さ0.1mmのスペーサー(アルミ箔)4を2枚の金属板5の間にはさみ、350℃に設定したプレス機にセットし、予熱(20分間)したのち、50kg/cm2で1分間加圧して、長さb(150mm)、幅c(70mm)の積層体をえた。
【0277】
えられた積層体の接着剤層3の層の厚さはいずれも0.1mmであった。さらに積層体を幅25mmに切断し、一方の端から距離e(100mm)のところでスペーサー部分をT型に曲げ、剥離試験用の試験片とした。図4にえられた剥離試験用の試験片の概略斜視図を示す。図4中、3は接着剤層で5は金属板である。
【0278】
(剥離試験)
JIS K6854−1977のT型剥離試験方法に基づき、オリエンテック(株)製テンシロン万能試験機を用い、室温下、クロスヘットスピード50mm/minで測定した。測定は最大剥離強度(kgf/25mm)と最小剥離強度(kgf/25mm)を示した。
【0279】
比較例6〜8
(官能基を含まないPFAフィルムと金属との接着性試験)
製造例10または11のヒドロキシル基を有するPFAフィルムにかえて製造例12でえた官能基を含まないPFAフィルムを用いたこと以外は実施例9と同様にして試験片の作製および剥離試験を行なった。結果を表4に示した。
【0280】
【表4】
実施例13〜14
(ヒドロキシル基含有PFAフィルムとガラスとの接着性試験)
ガラス板として30×20×5mmのパイレックスガラスを用いて、ヒドロキシル基を有するPFAとの接着性試験を以下のように行なった。
【0282】
さらに接着後の積層体の耐温水性試験およびメタノール浸漬試験も行なった。結果を表5に示した。
【0283】
(引張剪断試験用の試験片の作製)
図5に引張剪断試験用の試験片の概略斜視図を示す。図5に示すように製造例10〜11でえたヒドロキシル基含有PFAフィルム(長さfが10m、幅gが20mm、厚さhが0.1mm)を接着剤層3としてパイレックスガラス板6(長さiが30m、幅gが20mm、厚さjが5mm)の間にはさみ、3kgの荷重をのせ、電気炉のなかで350℃、30分間放置し、試験片をえた。接着剤層3の厚さは、スペーサーにより0.1mmに調整した。
【0284】
(接着強度)
図6に引張剪断法により接着強度を測定するために用いる試験装置を説明するための概略説明図を示す。図6に示すように、前述のようにしてえられた試験片7の形状にあわせた試験用治具8をオリエンテック(株)製テンシロン万能試験機9にセットし、クロスヘッドスピード20mm/minで引張剪断試験を行なった。測定は最大接着強度(kgf/cm2)を示した。
【0285】
(耐温水性試験)
前記に示した方法で作製した試験片を用いて、50℃の温水に浸漬し、6時間後の接着性を観察し、72時間後の接着強度(kgf/cm2)を測定した。
【0286】
(メタノール浸漬試験)
前記に示した方法で作製した試験片を用いて室温でメタノール中に浸漬させ接着性を観察した。
【0287】
比較例9
(官能基を含まないPFAフィルムとガラスとの接着性)
製造例10または11のヒドロキシル基を有するPFAフィルムにかえて製造例12でえた官能基を含まないPFAフィルムを用いたこと以外は実施例13と同様にして試験片の作製および各種試験を行なった。結果を表5に示す。
【0288】
【表5】
実施例15
(ヒドロキシル基含有PFAフィルムとステンレスとの接着性、後加工性試験)
金属板として、長さ150mm、幅70mm、厚さ0.5mmの脱脂したSUS304鋼板を用いて以下のようにしてラミネート試験板を作製した。製造例13でえたヒドロキシル基を含むPFAフィルムと製造例14でえた官能基を含まないPFAフィルムを前記SUS板と同じサイズに切断した。
【0290】
さらに離型用フィルムとしてポリイミドフィルム(デュポン製カプトン200−H)も同様のサイズに切断した。
【0291】
図7にえられたラミネート試験板の概略断面図を示す。図7に示すように2枚のSUS板11の間に、前記のヒドロキシル基含有PFAフィルム12、官能基を含まないPFAフィルム13、ポリイミドフィルム14をはさみ、350℃に設定したプレス機にセットし、予熱(20分間)したのち、50kg/cm2で1分間加熱してラミネート試験板をえた。
【0292】
冷却後、ポリイミドフィルム14に接するSUS板11を取り除いたところ、ポリイミドフィルムが官能基を含まないPFAフィルム14の界面で自然剥離した。
【0293】
その結果、ヒドロキシル基含有PFAフィルム12を接着層とした、透明性の良好なSUS板11とPFAフィルム13との3層積層体がえられた。図8に、えられた3層積層体の概略断面図を示す。
【0294】
さらに、えられた3層積層体にカッターナイフで素地であるSUS板1に達するまで1mm角の基盤目を100個つくり、基盤目の中央をエリクセン試験機で5mm押し出した。その結果、ヒドロキシル基含有PFAフィルム12は全く剥離せず、素地であるSUS板11に強固に密着した。
PFAフィルム12はSUS板11に強固な接着性を示した。
【0295】
比較例10
(官能基を含まないPFAフィルムとステンレスとの接着性、後加工性試験)
ヒドロキシル基を有するPFAフィルムを用いないこと以外は実施例15と同様にしてSUS板11と官能基を含まないPFAフィルム13との積層体をえた。図9にえられた積層体の概略断面図を示す。
【0296】
えられた積層体は見た目では接着しているが、官能基を含まないPFAフィルム13をSUS板11から容易に剥離させることができた。
【0297】
さらに、実施例15と同様にエリクセン試験を行った。基盤目100個中60個において、切り目を中心に剥離した。
【0298】
実施例16
(ヒドロキシル基含有PFAフィルムとポリイミドフィルムとの接着性試験)
製造例13でえたヒドロキシル基含有PFAフィルム12、製造例14でえた官能基を含まないPFAフィルム13およびポリイミドフィルム14を実施例15と同様の大きさに切断し、2枚のSUS板11の間にはさみ、実施例15と同様にしてプレス機で加熱してラミネート試験板をえた。図10にえられたラミネート試験板の概略断面図を示す。ついで、冷却後SUS板11をはがして積層体をえた。図11にえられた積層体の概略断面図を示す。さらに積層体を幅25mmに切断した。
【0299】
ついで図12にT型剥離試験に供する前記積層体の概略断面図を示す。図12において、ポリイミドフィルム14とヒドロキシル基含有PFAフィルム12の界面を一部はがし、図12に示す矢印の方向で、実施例1と同様にT型剥離試験を行なったところ、面積法による平均剥離荷重で4.0kgf/25mmの接着性を示した。
【0300】
比較例11
(官能基を含まないPFAフィルムとポリイミドフィルムとの接着性試験)
図13に実施例1と同様にしてT型剥離試験に供する積層体の概略断面図を示す。図13において、実施例16でえた幅25mmの積層体のポリイミドフィルム14と官能基を含まないPFAフィルム13の界面を一部はがし、図13に示す矢印の方向で実施例16と同様にT型剥離試験を行なったが、接着力を示さなかった。
【0301】
比較例12
(フッ素を有さない官能基含有単量体を用いた含フッ素重合体の耐熱性)
製造例9でえられた含フッ素重合体の熱分解温度をTGA分析により測定したところ1%熱分解温度で220℃であった。これより、製造例9でえたようなフッ素を有さない官能基含有単量体を用いた含フッ素重合体は耐熱性が低いことがわかった。
【0302】
さらに、製造例9でえられた含フッ素重合体を酢酸ブチルに10重量%の濃度に溶解させた。
【0303】
実施例9と同じ前処理を行なったアルミニウム板に上記製造例9の含フッ素重合体の酢酸ブチル溶液をエアスプレーで膜厚が約10μmとなるように塗装し90℃で10分間赤外乾燥した。
【0304】
塗装してえたフッ素を含まない官能基含有単量体を用いた含フッ素重合体の被膜16の上に製造例14でえた官能基を含まないPFAフィルム13、離型用のポリイミドフィルム14(実施例15と同じ)、アルミニウム板15を順に重ね、実施例15と同様プレス機で350℃で加熱、加圧しラミネート試験板をえた。えられたラミネート試験板の概略断面図を図14に示す。
【0305】
該ラミネート試験板を冷却後、ポリイミドフィルム14に接するアルミニウム板15、およびポリイミドフィルム14を取り除いて積層体をえた。
【0306】
えられた積層体は、黄褐色に着色し、PFAフィルム13とアルミニウム板15の間で発泡や剥離なども生じ、均一で透明な積層体はえられなかった。
【0307】
実施例17〜18
実施例8でえたヒドロキシル基を有するPFA粉体塗料を静電塗層した塗板(実施例17)、製造例13でえたヒドロキシル基を有するPFAの押出フィルム(実施例18)を試験板として用いて以下に示す方法で非粘着性試験を行なった。結果を表6に示す。
【0308】
(非粘着性試験)
測定は23℃±2℃で行なった。図15に非粘着性試験に用いる試験片の概略斜視図を示す。試験板17は長さ150mm以上で、表面の汚れは、アセトンでふきとった。まず、18mm幅の粘着テープ18(JIS Z 1522)を300mm切り取り、150mmの長さkの部分だけを試験板17の上にのせ、テープ18の上からJIS S 6050の消しゴムでこすり、圧着させて接着部分19をうる。残った150mmの部分には紙をはり(図示せず)、取り扱いしやすいようにした。圧着後約20分放置し、テープ18を試験板17に馴染ませた。テープ18を試験板17の端から幅mが25mmのところまではがし、試験板17を引張試験機の下側のつかみ具へ取り付けた。剥がしたテープ18の先端を180°折り返し、上側つかみ具へ、テープ18が真っ直ぐ剥がれるように取り付けた。引張速度20mm/分で、試験機で試験板17からテープ18が剥がれる力を測定した。値はテープ18が滑らかに剥がれている部分の平均を測定値とした。結果を表6に示す。
【0309】
比較例13〜14
(官能基を有さないPFAフィルムの非粘着性試験)
製造例14でえた官能基を含まないPFAの押出フィルム(比較例13)および何も被覆していないガラス板(比較例14)を用いて実施例17と同様にして非粘着性試験を行なった。結果を表6に示す。
【0310】
【表6】
表6より、OH基を含有するPFAも官能基を含まないPFAとほぼ同様な優れた非粘着性を有することがわかった。
【0312】
実施例19〜20
実施例8でえたヒドロキシル基を有するPFA粉体塗料を静電塗装した塗板(実施例19)、製造例13でえたヒドロキシル基を有するPFAの押出フィルム(実施例20)を試験板(またはフィルム)として用いて以下い示す方法でカーボン汚染試験および耐候性試験(実施例20のみ)を行なった。
【0313】
(1)カーボン汚染性試験
(カーボン溶液の調製)
カーボン粉末(三菱化学(株)製 MA100)10gをイオン交換水90gに加え、ガラスビーズを用いて分散、混合し、カーボン分散液をえた。
【0314】
(カーボンの塗布)
前記カーボン分散液をスプレーにて前記塗装板またはフィルムに約50g/m2塗装し80℃で2時間加熱して、黒色の試験板をえた。
【0315】
(評価)
えられた黒色の試験板を、流水にさらしながら、ハケでなぞり洗浄した。ついで目視にて汚染の度合を観察し、以下の基準で評価した。結果を表7に示す。
○:洗浄により汚染の除去が可能であり、ほぼ汚染試験前の塗装板またはフィルムにもどった。
△:洗浄により汚染の一部を除去できたが、塗装板またはフィルム全面に灰色の汚れがしみ込んだように付着しており、その汚れは除去できなかった。
×:塗装板またはフィルム全面に黒色の汚れが残り、水洗では除去できなかった。
【0316】
(2)耐候性試験
前記塗装板またはフィルムをアイスーパーUVテスター(岩崎電機(株)製)に投入し、促進耐候性試験を行ない、500時間試験後の塗装板の対水接触角を測定した。結果を表7に示す。
【0317】
比較例15
実施例7と同じアルミニウム板を80〜120メッシュのサンドブラスト処理した後、プライマー(ダイキン工業(株)製、ポリフロンTFEエナメル EK−1959 DGN)をスプレー塗装を行ない、赤外乾燥炉で90℃乾燥させ、プライマー層を設けた。
【0318】
前記プライマー層上にPFA粉体塗料(ダイキン工業(株)製、ネオフロン粉体塗料ACX−31)を静電塗装した後350℃で30分間焼成し、被膜を形成したPFA粉体塗装板をえた。プライマーの灰褐色の被膜がえられた。
【0319】
また、前記PFA粉体塗装板を用いて、実施例19と同様にしてカーボン汚染性試験を行った。結果を表7に示す。
【0320】
比較例16
常温硬化型フッ素樹脂塗料用ワニスであるゼッフルGK510(ダイキン工業(株)製、OH価60)100g、イソシアネート硬化剤コロネートHX、(日本ポリウレタン(株)製)10.5gおよび酢酸ブチル120gを混合し、OH/NCO比=1:1に調整したクリア塗装用塗料を作製した。
【0321】
比較例7と同様にサンドブラスト処理をしたアルミニウム板に、前記クリア塗装用塗料をスプレー塗装した後、120℃で30分間焼成して被膜を形成した塗装板をえた。また、該塗装板を用いて実施例20と同様の試験を行なった。結果を表7に示す。
【0322】
比較例17
常温硬化型アクリル樹脂塗料用ワニスであるアクリディックA801(大日本インキ(株)製、OH価100)100gとイソシアネート硬化剤コロネートHX(比較例4と同じ)17g、酢酸ブチル120gを混合し、OH/NCO比=1:1に調整した塗料を作製した。この塗料を用いて比較例16と同様にしてアルミニウム板にスプレー塗装、焼成を行なって被膜を形成した塗装板をえた。
【0323】
また、該塗装板を用いて実施例20と同様の試験を行なった。結果を表7に示す。表7より、本発明の官能基含有含フッ素重合体は、カーボン粉末に対しても良好な非粘着性を有することがわかった。
【0324】
【表7】
実施例21
(ヒドロキシル基含有PFA粉体塗装板の接着耐熱性)
(1)粉体塗装板の作成
実施例7と同様に前処理を行なったアルミニウム板に製造例7でえたヒドロキシル基を有するPFA粉体塗料を静電粉体塗装機(実施例8と同じもの)を用い、室温で印加電圧40kVで静電塗料した。塗装板を330℃で15分間焼成し、塗膜をえた。さらに、えられた塗膜の上に、官能基を有さないPFA粉体塗料(ダイキン工業(株)製、ネオフロンPFA粉体塗料ACX−31)を用い上記と同様の方法で静電塗装を行ない380℃で20分間焼成し計159μmの透明な塗膜をえた。
【0326】
(2)接着強度の測定
図16に、実施例21の(1)においてえた塗膜を有するアルミニウム板の概略斜視図を示す。図16に示すように前記(1)でえた塗膜20に幅n(10mm)の間隔でカッターで基材に完全に達するまで切れ目を入れ、各短冊状の塗膜20の一方の端をめくり、接着強度測定用の測定具をえた。図17にえられた接着強度測定用の測定具の概略斜視図を示す。
【0327】
図17に示すように、アルミニウム板21に対して塗膜20を90℃の角度で引っ張り、剥離強度を測定した。測定は、テンシロン万能試験機(実施例7と同じもの)を用い、室温下、クロスヘッドスピード50mm/minで測定し、面積法による平均剥離荷重を接着強度の値とした。結果を表8に示す。
【0328】
(3)接着耐熱性の測定
上記(1)と同様の方法で別途、粉体塗装板を作成し300℃に設定した熱風乾燥器に入れ、200時間後および500時間後に塗装板をとり出し、室温に冷却後、それぞれについて、上記(2)と同様の方法で測定具の作成および接着強度の測定を行なった。結果を表8に示す。
【0329】
比較例18
(プライマーを接着層とした粉体塗装板の接着耐熱性)
(1)プライマーの塗装
実施例7と同様な前処理を行なったアルミニウム板にフッ素樹脂塗料用耐熱性プライマー(ダイキン工業(株)製ポリフロンTFE エナメル EK1959DGN)をスプレーにて約10μmの膜厚となるよう塗布し、100℃で10分間焼成した。
【0330】
(2)粉体塗装板の作成
上記(1)のプライマー塗装板の上に官能基を含まないPFA粉体塗料(実施例21と同じもの)のみを用い実施例21(1)と同様の方法で静電塗料を行ない、380℃で20分間焼成しプライマー層と合わせて126μmの塗膜をえた。
【0331】
(3)接着強度の測定
実施例21(2)と同様にして行なった。結果を表8に示す。
【0332】
(4)接着耐熱性の測定
実施例21(3)と同様にして行なった。結果を表8に示す。
【0333】
実施例22〜23
(ヒドロキシル基含有PFA粉体塗装板の接着耐熱性)
アルミニウム板にかえて、アルミニウム板と同様に前処理を行なったSUS430鋼板(実施例22)、脱脂処理のみを行なったガルバニウム鋼板(実施例23)のそれぞれを用いた以外は、実施例21と同様にして粉体塗装板の作成および、接着強度、接着耐熱性の測定を行なった。結果を表8に示す。
【0334】
比較例19〜20
(プライマーを接着層とした粉体塗装板の接着耐熱性)
アルミニウム板にかえて、アルミニウム板と同様に前処理したSUS430鋼板(比較例19)、脱脂処理のみを行なったガルバニウム鋼板(比較例20)のそれぞれを用いた以外は、比較例18と同様に塗装板の作成および接着強度、接着耐熱性の測定を行なった。結果を表8に示す。
【0335】
【表8】
実施例24
(ヒドロキシル基含有PFAラミネート板の接着耐熱性)
(1)ラミネート板の作成
実施例7と同様にして前処理したアルミニウム板を基材として用いた。製造例13でえたヒドロキシル基を有するPFAフィルム(厚さ100μm)と官能基を含まないPFAフィルム(ダイキン工業(株)製ネオフロンPFAフィルム AF−0100)(厚さ100μm)および離型用のポリイミドフィルム(実施例15と同じもの)を基材と同じサイズに切断した。
【0337】
図18にラミネート試験板の概略断面図を示す。図18に示すように2枚のアルミニウム板(一方は基材)22のあいだに上記のヒドロキシル基含有PFAフィルム23、官能基を含まないPFAフィルム24、ポリイミドフィルム25をはさみ、350℃に設定したプレス機にセットし、予熱(20分間)したのち、50kgf/cm2で1分間加圧した。冷却後ポリイミドフィルム25に接するアルミニウム板22およびポリイミドフィルム25を取り除き、ヒドロキシル基含有PFAフィルム23を接着層とした、アルミニウム板22とPFAフィルム24との3層積層体がえられた。図19にえられた3層積層体の概略断面図を示す。
【0338】
(2)接着強度
実施例21(1)でえた粉体塗装板にかえて、上記(1)でえたラミネート板(3層積層体)を用いて、実施例21(2)と同様にして幅10mm間隔で切れ目をいれ、各短冊状のフィルムの一方の端を、アルミニウム板とヒドロキシル基を含むPFAフィルム層との界面でめくり、接着強度測定用の測定具を作成した。接着強度の測定は、実施例21(2)と同様にしてめくったフィルムを基材に対して90°の角度で引っ張り測定した。結果を表9に示す。
【0339】
(3)接着耐熱性の測定
上記(1)のラミネート板を別途作成し、それを用いて実施例21(3)と同様にして測定した。結果を表9に示す。
【0340】
実施例25〜26
(ヒドロキシル基含有PFAラミネート板の接着耐熱性)
アルミニウム板にかえて、アルミニウム板と同様な前処理を行なったSUS430鋼板(実施例25)、脱脂処理のみを行なったガルバニウム鋼板(実施例26)のそれぞれを用いた以外は実施例24と同様にしてラミネート板の作成および接着強度、接着耐熱性の測定を行なった。結果を表9に示す。
【0341】
比較例21
(表面処理フッ素樹脂フィルムを用いたラミネート板の接着耐熱性)
(1)フッ素樹脂フィルムの表面処理
官能基を含まないPFAフィルム(ダイキン工業(株)製ネオフロンPFAフィルム AF−0100)(厚さ100μm)の片面を以下の様にしてテトラエッチA((株)潤工社)で表面処理を行なった。PFAフィルムの片面(接着面)をアセトンでふき、乾燥後、その面にテトラエッチAの液を塗布し、約20秒間テトラエッチA溶液をフィルム上に保持し、メタノールおよび純水で洗浄を行ない乾燥させた。処理面は褐色に変化した。また、JIS K−6768記載のフィルムの濡れ試験方法に基づき40dyn/cmの標準液を用い処理面の濡れ性を確認したところ、一様に濡れており、充分処理されていることが確認できた。また、処理面の対水接着角は61度(処理前は110度)であった。
【0342】
(2)ラミネート板の作成
実施例7と同様な前処理を行なったアルミニウム板に2液混合型の耐熱性エポキシ接着剤((株)コニシ製ハイテンプHT−100L)を塗布した。上記(1)で表面処理したPFAフィルムを基材と同じサイズに切断し、その処理面側を基材の接着剤層に重ねて密着させ、120℃で1時間加熱後、180℃で20時間焼成し、硬化接着させた。
【0343】
(3)接着強度の測定
実施例24でえたラミネート板にかえて、上記(2)でえたラミネート板を用いて、実施例24(2)と同様にして幅10mm間隔で切れ目を入れ、各短冊状のフィルムの一方の端をPFAフィルムと接着剤層との界面でめくり、接着強度測定用の測定具を作成した。接着強度の測定は、実施例21(2)と同様にして、めくったフィルムを基材に対して90°の角度で引っ張り測定した。結果を表9に示す。
【0344】
(4)接着耐熱性の測定
上記(2)のラミネート板を別途作成し、それを用いて実施例21(3)と同様にして測定を行なった。結果を表9に示す。
【0345】
比較例22〜23
(表面処理フッ素樹脂フィルムを用いたラミネート板の接着耐熱性)
アルミニウム板にかえて、アルミニウム板と同様な前処理を行なったSUS430鋼板(比較例22)、脱脂処理のみを行なったガルバニウム鋼板(実施例23)のそれぞれを用いた以外は、比較例21と同様にしてフッ素樹脂フィルムの表面処理、ラミネート板の作成および接着強度、接着耐熱性の測定を行なった。結果を表9に示す。
【0346】
比較例24
(表面処理フィルムを用いたラミネート板の接着耐熱性)
(1)フッ素樹脂フィルムの表面処理
比較例21(1)に記載のテトラエッチで表面処理したPFAフィルムにかえて、表面処理FEPフィルム(ダイキン工業(株)製ネオフロンFEPフィルム NF−0100 B1、片面処理品)(厚さ100μm)を用いた。
【0347】
(2)ラミネート板の作成
テトラエッチで表面処理したPFAフィルムにかえて、上記(1)の表面処理FEPフィルムを用いた以外は比較例21(2)と同様にして、前処理したアルミニウム板にエポキシ接着剤の塗布、表面処理フィルムのラミネートを行なった。
【0348】
(3)接着強度の測定
比較例21(2)でえたテトラエッチ処理したPFAを用いたラミネート板にかえて、上記(2)でえたラミネート板を用いた以外は比較例21と同様にして測定具の作成および接着強度の測定を行なった。
【0349】
(4)接着耐熱性の測定
上記(2)のラミネート板を別途作成し、それを用いた実施例21(3)と同様にして測定を行なった。結果を表9に示す。
【0350】
比較例25〜26
(表面処理フッ素樹脂フィルムを用いたラミネート板の接着耐熱性)
アルミニウム板にかえて、アルミニウム板と同様の前処理を行なったSUS430鋼板(比較例25)、脱脂処理のみを行なったガルバニウム鋼板(比較例26)のそれぞれを用いた以外は比較例24と同様にして、ラミネート板の作成および接着強度、接着耐熱性の測定を行なった。結果を表9に示す。
【0351】
【表9】
【0352】
【図1】本発明の実施例7において接着強度を測定するために作製した接着サンプルの概略平面図である。
【図2】本発明の実施例7における接着強度の測定に用いた測定具の概略斜視図である。
【図3】本発明における接着性試験(T型剥離試験)に供する試験片をうるために作製した積層体の概略斜視図である。
【図4】本発明における接着性試験(T型剥離試験)に供する試験片の概略斜視図である。
【図5】本発明における接着性試験(引張剪断試験)に供する試験片の概略斜視図である。
【図6】本発明における接着性試験(引張剪断試験)に用いる試験装置の概略説明図である。
【図7】本発明の実施例15において作製したラミネート試験板の概略断面図である。
【図8】本発明の実施例15においてえられた3層積層体の概略断面図である
【図9】本発明の比較例10においてえられた積層体の概略断面図である。
【図10】本発明の実施例16における積層体をうるために作製したラミネート試験板の概略断面図である。
【図11】本発明の実施例16においてえられた積層体の概略断面図である。
【図12】本発明の実施例16において行なったT型剥離試験に供する積層体の概略断面図である。
【図13】本発明の比較例10において行なったT型剥離試験に供する積層体の概略断面図である。
【図14】本発明の比較例12において作製したラミネート試験板の概略断面図である。
【図15】本発明の実施例における非粘着性試験に供する試験片の概略斜視図である。
【図16】本発明の実施例21の(1)においてえられた塗膜を有するアルミニウム板の概略斜視図である。
【図17】本発明の実施例21の(2)においてえられた接着強度測定用の測定具の概略斜視図である。
【図18】実施例24で作製したラミネート試験板の概略断面図である。
【図19】本発明の実施例24でえた3層積層体の概略断面図である。
Claims (18)
- (a)ヒドロキシル基を官能基として有する官能基含有含フッ素エチレン性単量体の少なくとも1種の単量体0.05〜30モル%と
(b)官能基としてヒドロキシル基、カルボキシル基、カルボン酸塩、カルボキシエステル基およびエポキシ基を有さない含フッ素エチレン性単量体の少なくとも1種の単量体70〜99.95モル%
とを共重合してなる官能基含有含フッ素エチレン性重合体からなる材料を金属系基材、ガラス基材または合成樹脂基材に適用してなるオフィスオートメーション機器用非粘着性複合材であって、該官能基を有さない含フッ素エチレン性単量体(b)が、
テトラフルオロエチレン85〜99.7モル%と式(2):
CF 2 =CF−R f 1 (2)
(式中、R f 1 はCF 3 またはOR f 2 (R f 2 は炭素数1〜5のパーフルオロアルキル基)で示される単量体0.3〜15モル%との混合単量体
であるオフィスオートメーション機器用非粘着性複合材。 - 前記官能基含有含フッ素エチレン性単量体(a)が式(1):
CX2=CX1−Rf−Y (1)
(式中、Yは−CH2OH、XおよびX1は同じかまたは異なり水素原子またはフッ素原子、Rfは炭素数1〜40の2価の含フッ素アルキレン基、炭素数1〜40の含フッ素オキシアルキレン基、炭素数1〜40のエーテル結合を含む含フッ素アルキレン基または炭素数1〜40のエーテル結合を含む含フッ素オキシアルキレン基を表す)で示される少なくとも1種の官能基含有含フッ素エチレン性単量体である請求項1記載のオフィスオートメーション機器用非粘着性複合材。_ - 前記請求項1または2記載の官能基含有含フッ素エチレン性重合体が塗料の形態で適用されてなるオフィスオートメーション機器用非粘着性複合材。
- 前記請求項1または2記載の官能基含有含フッ素エチレン性重合体がフィルムの形態で適用されてなるオフィスオートメーション機器用非粘着性複合材。_
- 前記金属系基材がアルミニウム系金属である請求項1または2記載のオフィスオートメーション機器用非粘着性複合材。_
- 前記合成樹脂基材がポリイミドからなる請求項1または2記載のオフィスオートメーション機器用非粘着性複合材。_
- 請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ロール。
- 前記官能基含有含フッ素エチレン性重合体が塗料の形態で適用されてなる請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ロール。
- 前記官能基含有含フッ素エチレン性重合体がチューブの形態で適用されてなる請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ロール。
- 請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなる定着ロール。
- 請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなる加圧ロール。
- 請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなる帯電ロール。
- 請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなる転写ロール。
- 請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルト。
- 前記官能基含有含フッ素エチレン性重合体が塗料の形態で適用されてなる請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルト。
- 前記官能基含有含フッ素エチレン性重合体がフィルムの形態で適用されてなる請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルト。
- 請求項6記載のオフィスオートメーション機器用非粘着性複合材を用いてなるオフィスオートメーション機器用ベルト。
- 請求項1または2記載のオフィスオートメーション機器用非粘着性複合材を用いてなる転写ベルト。_
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11398097 | 1997-05-01 | ||
| JP9-113980 | 1997-05-01 | ||
| PCT/JP1998/001940 WO1998050229A1 (fr) | 1997-05-01 | 1998-04-27 | Materiau composite adhesif pour machines automatiques de bureau |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO1998050229A1 JPWO1998050229A1 (ja) | 2000-11-14 |
| JP3822913B2 true JP3822913B2 (ja) | 2006-09-20 |
Family
ID=14626048
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP54791198A Expired - Fee Related JP3822913B2 (ja) | 1997-05-01 | 1998-04-27 | オフィスオートメーション機器用非粘着性複合材 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US6500537B1 (ja) |
| JP (1) | JP3822913B2 (ja) |
| WO (1) | WO1998050229A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101470373B (zh) * | 2007-12-27 | 2013-02-13 | 住友电工超效能高分子股份有限公司 | 办公自动化机器用的辊的制造方法及办公自动化机器用的辊 |
| KR20200122144A (ko) * | 2019-04-17 | 2020-10-27 | 삼성전자주식회사 | 표면 코팅재, 필름, 적층체, 표시 장치 및 물품 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998055557A1 (en) | 1997-06-06 | 1998-12-10 | Daikin Industries, Ltd. | Fluorochemical adhesive and adhesive film and laminate made by using the same |
| EP1162244A4 (en) | 1998-08-24 | 2004-09-01 | Daikin Ind Ltd | THIN FLOOR POLYMER COATING FILM AND METHOD FOR THEIR PRODUCTION |
| WO2000029210A1 (fr) * | 1998-11-18 | 2000-05-25 | Daikin Industries, Ltd. | Structure polymere contenant du fluor a adhesivite haute temperature, et materiau de glissement utilisant ladite structure |
| JP2002172731A (ja) * | 2000-12-06 | 2002-06-18 | Daikin Ind Ltd | 積層体、物品の被覆方法および被覆物品 |
| WO2004072197A1 (ja) * | 2003-02-13 | 2004-08-26 | Daikin Industries, Ltd. | 含フッ素水性塗料用組成物 |
| JP4025832B2 (ja) * | 2003-04-14 | 2007-12-26 | 株式会社豊田自動織機 | 圧縮機 |
| JP4359066B2 (ja) * | 2003-04-14 | 2009-11-04 | 株式会社豊田自動織機 | 摺動部用塗料組成物 |
| GB2405111B (en) * | 2003-08-22 | 2006-09-13 | Holscot Fluoroplastics Ltd | Method of providing fluoropolymer coatings on elongate objects |
| EP1580346A1 (en) * | 2004-10-08 | 2005-09-28 | Corus Bausysteme GmbH | Elongate retaining element |
| JPWO2006059474A1 (ja) * | 2004-11-15 | 2008-06-05 | ダイキン工業株式会社 | エラストマー用下塗り塗料組成物及び塗装物品 |
| EP1816133B1 (en) * | 2004-11-25 | 2009-09-16 | Unimatec Co., Ltd. | Novel fluorine-containing polyether phosphonic acid ester compound and process for producing the same |
| US20060269727A1 (en) * | 2005-03-29 | 2006-11-30 | Shigeki Sugita | Decorative material |
| JP4846353B2 (ja) * | 2005-11-30 | 2011-12-28 | 株式会社リコー | 積層体、それを用いた定着部材、定着装置及び画像形成装置 |
| US20100034504A1 (en) * | 2008-08-08 | 2010-02-11 | E.I. Du Pont De Nemours And Company | Melt Processible Semicrystalline Fluoropolymer Comprising Repeating Units Arising from Tetrafluoroethylene and a Hydrocarbon Monomer Having a Functional Group and a Polymerizable Carbon-Carbon Double Bond, and Multilayer Articles Therefrom |
| US20100036073A1 (en) * | 2008-08-08 | 2010-02-11 | E. I. Du Pont De Nemours And Company | Non-Melt-Flowable Perfluoropolymer Comprising Repeating Units Arising From Tetrafluoroethylene and a Monomer Having a Functional Group and a Polymerizable Carbon-Carbon Double Bond |
| US20100036074A1 (en) * | 2008-08-08 | 2010-02-11 | E. I. Du Pont De Nemours And Company | Melt-Flowable Fluoropolymer Comprising Repeating Units Arising from Tetrafluoroethylene and a Hydrocarbon Monomer Having a Functional Group and a Polymerizable Carbon-Carbon Double Bond |
| US20100034919A1 (en) * | 2008-08-08 | 2010-02-11 | E. I. Du Pont De Nemours And Company | Melt Processible Semicrystalline Fluoropolymer having Repeating Units Arising from Tetrafluoroethylene, Hexafluoropropylene, and Hydrocarbon Monomer Having a Carboxyl Group and a Polymerizable Carbon-Carbon Double Bond and Multi-Layer Articles Comprising a Layer of the Melt Processible Semicrystalline Fluoropolymer |
| US8182919B2 (en) * | 2009-08-31 | 2012-05-22 | Xerox Corporation | Carbon black polymeric intermediate transfer members |
| US8187711B2 (en) * | 2009-10-29 | 2012-05-29 | Xerox Corporation | Polymeric intermediate transfer members |
| JP2018536119A (ja) * | 2015-09-25 | 2018-12-06 | サン−ゴバン パフォーマンス プラスティックス コーポレイション | 接着剤、接着剤を有するベアリング及び製造方法 |
| JP7322379B2 (ja) * | 2018-10-17 | 2023-08-08 | 株式会社プロテリアル | 電線の製造方法およびケーブルの製造方法 |
| CN113388296A (zh) * | 2021-07-07 | 2021-09-14 | 滁州中氟环保科技有限公司 | 一种可滚成型的特种氟材料的生产方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59222335A (ja) * | 1983-06-01 | 1984-12-14 | 日東電工株式会社 | ライニングロ−ル |
| JPS6067517A (ja) | 1983-09-21 | 1985-04-17 | Daikin Ind Ltd | 含フッ素共重合体 |
| JP2543859B2 (ja) * | 1986-10-21 | 1996-10-16 | 株式会社 アイ・エス・テイ | シリコンゴムロ−ル |
| JPH0698707B2 (ja) | 1988-06-29 | 1994-12-07 | シャープ株式会社 | 光沢化ベルト |
| JPH02101487A (ja) | 1988-10-11 | 1990-04-13 | Asahi Glass Co Ltd | フツ素ゴム被覆ロール |
| JPH0324196A (ja) | 1989-06-20 | 1991-02-01 | Daido Metal Co Ltd | 複合樹脂摺動部材 |
| JPH07119260B2 (ja) | 1989-11-02 | 1995-12-20 | 旭硝子株式会社 | 含フッ素共重合体 |
| US5059720A (en) | 1990-01-31 | 1991-10-22 | E. I. Du Pont De Nemours And Company | Hydroxy containing fluorovinyl compounds and polymers thereof |
| JP3028964B2 (ja) * | 1990-05-29 | 2000-04-04 | 旭硝子株式会社 | 高強度・伸度を有する四フッ化エチレン―エチレン系共重合体の製造方法 |
| US5570593A (en) | 1991-05-21 | 1996-11-05 | Sipra Patententwicklungs-Und Beteiligungs Gesellschaft Mbh | Strand feeding device |
| JPH051118A (ja) | 1991-06-27 | 1993-01-08 | Asahi Chem Ind Co Ltd | 含フツ素共重合体これを構成成分とする塗料 |
| JPH05194668A (ja) * | 1991-07-05 | 1993-08-03 | Japan Synthetic Rubber Co Ltd | フッ化ビニリデン・フッ素含有(メタ)アクリル酸エステル共重合体とその製造方法及びそれを用いた塗料用組成物 |
| JPH068350A (ja) | 1992-06-26 | 1994-01-18 | Nitto Denko Corp | 複合管状物およびその製造法 |
| US5374683A (en) | 1992-08-28 | 1994-12-20 | E. I. Du Pont De Nemours And Company | Low-melting tetrafluoroethylene copolymer and its uses |
| JP2656194B2 (ja) | 1992-10-21 | 1997-09-24 | 信越化学工業株式会社 | フッ素樹脂被覆弾性ロール |
| DE69325261T2 (de) | 1992-12-10 | 1999-11-11 | Daikin Industries, Ltd. | Thermoplastische harzzusammensetzung |
| JPH06263951A (ja) * | 1993-03-16 | 1994-09-20 | Asahi Glass Co Ltd | 加硫可能なフッ素ゴム組成物 |
| KR100320251B1 (ko) | 1994-06-09 | 2002-01-12 | 이노우에 노리유끼 | 불소 함유 올레핀 |
| JPH09157578A (ja) | 1995-12-08 | 1997-06-17 | Daikin Ind Ltd | 含フッ素塗料用材料およびそれを用いた被覆方法 |
| EP0857756B1 (en) | 1995-10-27 | 2004-02-18 | Daikin Industries, Limited | Resin composition, molding produced using the same, and process for producing the same |
| JPH09157616A (ja) | 1995-12-08 | 1997-06-17 | Daikin Ind Ltd | 含フッ素接着剤ならびにそれを用いた接着性フィルムおよび積層体 |
-
1998
- 1998-04-27 JP JP54791198A patent/JP3822913B2/ja not_active Expired - Fee Related
- 1998-04-27 WO PCT/JP1998/001940 patent/WO1998050229A1/ja not_active Ceased
- 1998-04-27 US US09/423,045 patent/US6500537B1/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101470373B (zh) * | 2007-12-27 | 2013-02-13 | 住友电工超效能高分子股份有限公司 | 办公自动化机器用的辊的制造方法及办公自动化机器用的辊 |
| KR20200122144A (ko) * | 2019-04-17 | 2020-10-27 | 삼성전자주식회사 | 표면 코팅재, 필름, 적층체, 표시 장치 및 물품 |
| KR102688973B1 (ko) | 2019-04-17 | 2024-07-25 | 삼성전자주식회사 | 표면 코팅재, 필름, 적층체, 표시 장치 및 물품 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1998050229A1 (fr) | 1998-11-12 |
| US6500537B1 (en) | 2002-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3822913B2 (ja) | オフィスオートメーション機器用非粘着性複合材 | |
| JP3822914B2 (ja) | 摺動性複合材 | |
| JPWO1998050229A1 (ja) | オフィスオートメーション機器用非粘着性複合材 | |
| JP3263845B2 (ja) | 含フッ素塗料用材料を用いた被覆方法 | |
| US6726994B1 (en) | Structural member of fluorine-containing polymer having adhesive property at high temperature and sliding material produced by using same | |
| JP3674044B2 (ja) | 積層体 | |
| JP3903487B2 (ja) | 調理機器用複合材 | |
| JPWO1998051495A1 (ja) | 摺動性複合材 | |
| JPWO1997021776A1 (ja) | 含フッ素塗料用材料およびそれを用いた被覆方法 | |
| WO1998046426A1 (fr) | Materiau composite anti-corrosion | |
| JP6149739B2 (ja) | プライマー組成物及びそれを用いた積層体 | |
| JP4254536B2 (ja) | 含フッ素塗料組成物、塗膜及び塗装物 | |
| JP2000062105A (ja) | 含フッ素ポリマーからなる透明層を有する構造体とそれを用いた反射板 | |
| JPWO2004065504A1 (ja) | 粉体塗料、塗膜形成方法及び積層体 | |
| KR100972721B1 (ko) | 수성 분산체의 제조 방법, 수성 분산체, 불소 수지 도료조성물, 및 도장 물품 | |
| JP3975690B2 (ja) | 含フッ素塗料用材料およびそれを用いた被覆方法 | |
| JPH10329282A (ja) | 意匠性を維持した複合材 | |
| JP3885805B2 (ja) | 含フッ素接着剤ならびにそれを用いた接着性フィルム | |
| JP5756262B2 (ja) | 塗料組成物、該塗料組成物を用いた被膜製造方法および被膜体 | |
| JPH10272744A (ja) | 耐候性複合材 | |
| JPWO2002046302A1 (ja) | 含フッ素溶融樹脂分散組成物とその被覆方法および被覆物品 | |
| JPH10329280A (ja) | バインダー層を介さない複合材 | |
| CN101228241B (zh) | 具有含氟聚合物膜的层压件和成膜的含氟聚合物 | |
| JPH10305516A (ja) | 摺動性複合材 | |
| JPWO1998046426A1 (ja) | 耐薬品性複合材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040928 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20050118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060523 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060626 |
|
| LAPS | Cancellation because of no payment of annual fees |