CN114004826A - Appearance defect detection method for medical injection molded parts based on vision - Google Patents
Appearance defect detection method for medical injection molded parts based on vision Download PDFInfo
- Publication number
- CN114004826A CN114004826A CN202111343233.8A CN202111343233A CN114004826A CN 114004826 A CN114004826 A CN 114004826A CN 202111343233 A CN202111343233 A CN 202111343233A CN 114004826 A CN114004826 A CN 114004826A
- Authority
- CN
- China
- Prior art keywords
- image
- injection molded
- area
- medical injection
- light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/0002—Inspection of images, e.g. flaw detection
- G06T7/0004—Industrial image inspection
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N3/00—Computing arrangements based on biological models
- G06N3/02—Neural networks
- G06N3/04—Architecture, e.g. interconnection topology
- G06N3/045—Combinations of networks
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N3/00—Computing arrangements based on biological models
- G06N3/02—Neural networks
- G06N3/08—Learning methods
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T3/00—Geometric image transformations in the plane of the image
- G06T3/02—Affine transformations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Data Mining & Analysis (AREA)
- Molecular Biology (AREA)
- Artificial Intelligence (AREA)
- Biomedical Technology (AREA)
- Biophysics (AREA)
- Computational Linguistics (AREA)
- Health & Medical Sciences (AREA)
- Evolutionary Computation (AREA)
- General Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Computing Systems (AREA)
- General Engineering & Computer Science (AREA)
- Mathematical Physics (AREA)
- Software Systems (AREA)
- Quality & Reliability (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
本发明公开了一种基于视觉模板匹配结合深度学习的医用注塑件外观缺陷检测方法,包括:在环光和集光两种光源下分别对待测医用注塑件拍照成像,获取待测医用注塑件的环光图像和集光图像;使用深度学习模型对待测医用注塑件的环光图像进行缺胶、麻点以及合模线的缺陷特征检测,保存该环光图像的环光判决结果;使用模板匹配方法对待测医用注塑件的集光图像进行披锋、毛边的缺陷特征检测,输出该集光图像的集光判决结果;将环光判决结果和集光判决结果整合,全部合格时,输出该待测医用注塑件的检测结果为合格品,否则为不良品。本发明可在保证生产节拍的前提下,快速将不合格品检出,通过将两类检测结果综合评判输出,减少了对单个样品的处理时间。

The invention discloses a method for detecting the appearance defects of medical injection molded parts based on visual template matching and deep learning. Ring light image and concentrated light image; use the deep learning model to detect the defect features of lack of glue, pits and parting line in the ring light image of the medical injection part to be tested, and save the ring light judgment result of the ring light image; use template matching Methods The light-collecting image of the medical injection molded part to be tested is detected for the defects of sharp edges and burrs, and the light-collecting judgment result of the light-collecting image is output; the ring-light judgment result and the light-collecting judgment result are integrated. The test results of the medical injection molded parts are qualified products, otherwise they are defective products. The invention can quickly detect unqualified products under the premise of ensuring production tact, and reduce the processing time of a single sample by comprehensively judging and outputting two types of detection results.
Description
技术领域technical field
本发明涉及计算机视觉识别技术领域,尤其涉及一种基于视觉的医用注塑件的外观缺陷检测方法。The invention relates to the technical field of computer vision recognition, in particular to a vision-based method for detecting appearance defects of medical injection molding parts.
背景技术Background technique
此注塑件用于呼吸机的吸气混合部分,作用为将输入呼吸机的空气和氧气进行混合,并保证呼吸机的气密性,是呼吸机中非常重要的零部件。目前对于注塑件检测的痛点在于存在微小的缺陷,传统的人工检测方法稳定性及效率较差。This injection molded part is used for the inhalation mixing part of the ventilator. It is used to mix the air and oxygen input into the ventilator and ensure the airtightness of the ventilator. It is a very important part of the ventilator. At present, the pain point of injection molding inspection lies in the existence of tiny defects, and the traditional manual inspection method has poor stability and efficiency.
现有技术中,Eggert等人在ACM的Improving small object proposals forcompany logo detection一文中提出了一种基于特征图上采样的候选框提取方法,他们使用高分辨率的特征图来提取小目标的候选框,一方面让候选框更接近于目标框,另一方面也通过放大特征图增强了小目标的信息。In the prior art, Eggert et al. proposed a candidate frame extraction method based on feature map upsampling in ACM's Improving small object proposals for company logo detection. They used high-resolution feature maps to extract candidate frames for small objects. , on the one hand, the candidate frame is closer to the target frame, and on the other hand, the information of the small target is enhanced by enlarging the feature map.
Singh等人在IEEE的An analysis of scale invariance in object detectionsnip一文中提出通过将数据集中不同尺寸的目标划分成不同的子集,同时在网络中设计多个检测不同尺寸的检测器,然后让不同尺寸的目标分别通过网络中检测对应尺寸的检测器,从而避免了数据集中的类别不均衡问题,让小目标的检测效果更好。In the IEEE's An analysis of scale invariance in object detectionsnip, Singh et al. proposed that by dividing the targets of different sizes in the dataset into different subsets, at the same time designing multiple detectors in the network to detect different sizes, and then letting different sizes The targets of each pass through the network to detect the corresponding size of the detector, thereby avoiding the problem of class imbalance in the data set, and making the detection effect of small targets better.
Yu等人在IEEE/CVF的Scale match for tiny person detection一文中提出将目标周围的信息融合进当前目标的特征中,从而获得更好的针对小目标的特征表示,有效提升了小目标检测的效果。In IEEE/CVF's Scale match for tiny person detection, Yu et al. proposed to integrate the information around the target into the features of the current target, so as to obtain a better feature representation for small targets and effectively improve the effect of small target detection. .
现有的检测技术对于硅胶件的检测精度达不到产品的检测要求,且无法在生产节拍的时间范围内完成对硅胶件的检测。The detection accuracy of the existing detection technology for the silicone parts cannot meet the detection requirements of the product, and the detection of the silicone parts cannot be completed within the time range of the production tact.
发明内容SUMMARY OF THE INVENTION
为解决上述技术问题,本发明实施例提供一种基于视觉的医用注塑件的外观缺陷检测方法,In order to solve the above technical problems, the embodiments of the present invention provide a visual-based method for detecting appearance defects of medical injection molded parts,
一种基于视觉的医用注塑件的外观缺陷检测方法,包括如下步骤:A visual defect detection method for medical injection molded parts, comprising the following steps:
步骤S1:在环光和集光两种光源下分别对待测医用注塑件拍照成像,获取待测医用注塑件的环光图像和集光图像;Step S1: respectively photographing and imaging the medical injection molded part to be tested under two light sources of ring light and concentrated light, to obtain the ring light image and the concentrated light image of the medical injection molded part to be tested;
步骤S2:使用深度学习模型对待测医用注塑件的环光图像进行缺胶、麻点以及合模线的缺陷特征检测,保存该环光图像的环光判决结果;Step S2: use the deep learning model to detect the defect features of lack of glue, pits and parting lines on the ring light image of the medical injection molded part to be tested, and save the ring light judgment result of the ring light image;
步骤S3:使用模板匹配方法对待测医用注塑件的集光图像进行披锋、毛边的缺陷特征检测,输出该集光图像的集光判决结果;Step S3: use the template matching method to detect the defect features of the sharp edges and burrs on the light collection image of the medical injection molded part to be tested, and output the light collection judgment result of the light collection image;
步骤S4:将环光判决结果和集光判决结果整合,全部合格时,输出该待测医用注塑件的检测结果为合格品,否则为不良品。Step S4: Integrate the judgment result of the ring light and the judgment result of the light collection. When all of them are qualified, output the detection result of the medical injection molded part to be tested as a qualified product, otherwise, it is a defective product.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,所述深度学习模型的预训练过程包括步骤:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, the pre-training process of the deep learning model includes the steps:
步骤S21:采集医用注塑件在环光光源下的环光图像;Step S21: collecting the ring light image of the medical injection molded part under the ring light light source;
步骤S22:对存在麻点、缺胶、合模线缺陷的环光图像进行标注,生成缺胶、麻点以及合模线的缺陷检测数据集;Step S22: marking the ring light images with pitting, lack of glue and parting line defects, and generating a defect detection data set of lack of glue, pockmarking and parting line;
步骤S23:将所述步骤S22中生成的缺陷检测数据集作为训练数据集输入至缺陷检测网络中;Step S23: Input the defect detection data set generated in the step S22 into the defect detection network as a training data set;
步骤S24:训练得到缺陷的种类、中心点、边界框信息;Step S24: training to obtain defect type, center point, and bounding box information;
步骤S25:输出深度学习模型。Step S25: Output the deep learning model.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,所述步骤S3包括:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, the step S3 includes:
步骤S31:选取合格医用注塑件样品在集光光源下拍照成像,获取一张合格医用注塑件的模板图像,标注模板图像中的特征点;Step S31: Selecting a qualified medical injection molded part sample to take a photo and imaging under the light-collecting light source, obtain a template image of a qualified medical injection molded part, and mark the feature points in the template image;
步骤S32:按顺序标注出待测医用注塑件的集光图像上与模板图像中的特征点一致的特征点;Step S32: marking in order the feature points on the light collection image of the medical injection molded part to be tested that are consistent with the feature points in the template image;
步骤S33:对模板图像进行两次仿射变换,将得到的仿射变换图像与集光图像进行作差,得到两幅差分图像,然后对两幅差分图像取与;Step S33: performing two affine transformations on the template image, performing a difference between the obtained affine transformed image and the light collection image to obtain two differential images, and then taking the AND of the two differential images;
步骤S34:对取与后的图像的各个区域进行连通域分析,过滤掉面积较小的区域;Step S34: performing connected domain analysis on each area of the obtained image, and filtering out areas with smaller areas;
步骤S35:通过面积过滤后的图像区域分别进行前景面积、轮廓相似度、梯度的计算;Step S35: Calculate the foreground area, contour similarity, and gradient respectively through the image area filtered by the area;
步骤S36:综合判断计算后的值是否大于阈值,如果是,则将此部分作为缺陷特征输出,否则进行下一区域的判断。Step S36: Comprehensively judge whether the calculated value is greater than the threshold value, if yes, output this part as a defect feature, otherwise, judge the next area.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S31中,在标注模板图像中的特征点之前,还包括对所述模板图像的图像预处理,对所述模板图像的图像预处理包括:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in the step S31, before annotating the feature points in the template image, it further includes image preprocessing on the template image, and The image preprocessing of the template image includes:
对获取到的所述模板图像进行ROI区域提取,以减小图像大小,加快后续的处理速度。ROI region extraction is performed on the obtained template image, so as to reduce the size of the image and speed up subsequent processing.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S32中,在标注待测医用注塑件的集光图像上的特征点之前,还包括对所述集光图像的图像预处理,对所述集光图像的图像预处理包括:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in the step S32, before marking the feature points on the light collection image of the medical injection molded part to be tested, the method further comprises: Image preprocessing of the image, the image preprocessing of the light collection image includes:
对获取到的所述待测医用注塑件的集光图像进行ROI区域提取,将所述集光图像的尺寸缩放到与所述模板图像的尺寸一致。Extracting the ROI area on the acquired light collection image of the medical injection molded part to be tested, and scaling the size of the light collection image to be consistent with the size of the template image.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S31中,所述标注模板图像中的特征点,包括:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in step S31, the feature points in the annotated template image include:
标注模板图像的8个特征点的质心点,按照质心坐标的x值进行编号排序,将8个质心点分为两组。Label the centroid points of the 8 feature points of the template image, sort them according to the x value of the centroid coordinates, and divide the 8 centroid points into two groups.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S32中,所述按顺序标注出待测医用注塑件的集光图像上与模板图像中的特征点一致的特征点,包括:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in the step S32, the feature points in the light collection image of the medical injection molded part to be tested are marked in sequence and consistent with the feature points in the template image feature points, including:
标注待测医用注塑件的集光图像的8个特征点的质心点,并按照与模板图像中的8个质心点相同的顺序,对集光图像的8个质心点进行编号,并分为两组。Mark the centroid points of the 8 characteristic points of the light collection image of the medical injection molded part to be tested, and number the 8 centroid points of the light collection image in the same order as the 8 centroid points in the template image, and divide them into two parts. Group.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S33中,所述对模板图像进行两次仿射变换,包括:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in step S33, performing two affine transformations on the template image, including:
使用两组对应的质心点,将模板图像进行两次仿射变换,得到仿射变换图像。Using two sets of corresponding centroid points, the template image is subjected to two affine transformations to obtain an affine transformed image.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S34中,所述对取与后的图像的各个区域进行连通域分析,过滤掉面积较小的区域,包括:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in the step S34, the connected domain analysis is performed on each area of the obtained image, and the area with a smaller area is filtered out, include:
对取与后的图像的各个区域进行连通域分析,找出连通域面积大于5的区域,过滤掉面积小于5的区域。Perform a connected domain analysis on each area of the image after summation, find out the area with a connected domain area greater than 5, and filter out the area with an area less than 5.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S35中,所述通过面积过滤后的图像区域进行前景面积计算,包括:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in the step S35, the calculation of the foreground area of the image area filtered by the area includes:
进行前景面积搜索,找出前景面积最大的区域,将模板图像和待测医用Perform a foreground area search to find the area with the largest foreground area, and compare the template image with the medical device to be tested.
注塑件的集光图像的该区域进行截取;The area of the light collection image of the injection molded part is intercepted;
根据计算比较模板图像和待测医用注塑件的集光图像的Hu不变矩,其中,7个不变矩组表示如下:According to the calculation and comparison of the Hu moment invariant between the template image and the collected light image of the medical injection part to be tested, the 7 invariant moment groups are expressed as follows:
I1=y20+y02 (1)I 1 =y 20 +y 02 (1)

I3=(y30+3y)2+(3y21-y03)2 (3)I 3 =(y 30 +3y) 2 +(3y 21 -y 03 ) 2 (3)
I4=(y30+y12)2+(y21+y03)2 (4)I 4 =(y 30 +y 12 ) 2 +(y 21 +y 03 ) 2 (4)

I6=(y20-y02)[(y30+y12)2-(y21+y03)2]+4y11(y30+y12)(y21+y03) (6)I 6 =(y 20 -y 02 )[(y 30 +y 12 ) 2 -(y 21 +y 03 ) 2 ]+4y 11 (y 30 +y 12 )(y 21 +y 03 ) (6)

其中,ypq为(p+q)阶矩,p、q为0-3之间的整数,I1-I7为7个不变矩。Among them, y pq is the (p+q) moment, p and q are integers between 0 and 3, and I 1 -I 7 are seven invariant moments.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S35中,所述通过面积过滤后的图像区域进行轮廓相似度的计算,轮廓相似度的计算表达式为:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in step S35, the calculation of the contour similarity is performed on the image area filtered by the area, and the calculation expression of the contour similarity is: :

其中,
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S35中,所述通过面积过滤后的图像区域进行梯度计算,梯度计算的表达式为:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in the step S35, the gradient calculation is performed on the image area filtered by the area, and the expression for the gradient calculation is:


其中,G(x,y)为坐标为(x,y)点的灰度值,Gx(x,y)为x方向梯度,Gy(x,y)为y方向梯度,
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S36中,所述综合判断计算后的值是否大于阈值,如果是,则将此部分作为缺陷特征输出,否则进行下一区域的判断,包括:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in step S36, the comprehensive judgment is made as to whether the calculated value is greater than the threshold value, and if so, this part is output as the defect feature, Otherwise, judge the next area, including:
步骤S361:根据所述步骤S35中计算出的前景面积值进行判断,如果前景面积大于所设置的阈值,则该区域判为缺陷,否则判断轮廓相似度;Step S361: Judging according to the foreground area value calculated in the step S35, if the foreground area is greater than the set threshold, the area is judged as a defect, otherwise the contour similarity is judged;
步骤S362:若轮廓相似度小于设置的阈值,则将该区域进行剔除;Step S362: if the contour similarity is less than the set threshold, remove the area;
步骤S363:根据轮廓相似度与梯度之和作为判决条件,如果大于阈值,则该位置判定为缺陷区域;Step S363: According to the sum of the contour similarity and the gradient as the judgment condition, if it is greater than the threshold, the position is judged as a defect area;
步骤S364:在得到所有可能为缺陷区域的位置后,计算候选框区域的质心到注塑件质心的距离,并以此判断候选区域的位置,对于候选区域在外边缘的区域,放宽判决条件,若最终存在缺陷区域,则输出该集光图像的集光判决结果为不合格,否则输出该集光图像的集光判决结果为合格。Step S364: After obtaining all the positions that may be defective areas, calculate the distance from the centroid of the candidate frame area to the centroid of the injection molded part, and judge the position of the candidate area based on this. If there is a defective area, the result of the light collection judgment for outputting the light collection image is unqualified; otherwise, the light collection judgment result for outputting the light collection image is qualified.
本发明的有益效果为:本发明提出的基于视觉的医用注塑件的外观缺陷检测方法在保证流水线进行快速生产的情况下,可以对医用注塑件的进行快速准确的检测。采用的深度学习搭配模板匹配的算法模型,解决了传统方法无法在短时间内对全部样品进行多种缺陷检测的问题,对于单个样品的处理时间只需600ms,完全满足流水线生产的节拍要求,提高产线的自动化程度。The beneficial effects of the present invention are as follows: the visual defect detection method for medical injection molded parts provided by the present invention can quickly and accurately detect the medical injection molded parts under the condition of ensuring the rapid production of the assembly line. The deep learning and template matching algorithm model adopted solves the problem that traditional methods cannot perform multiple defect detection on all samples in a short time. The processing time for a single sample is only 600ms, which fully meets the tact requirements of pipeline production and improves the The degree of automation of the production line.
附图说明Description of drawings
为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例的描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。In order to illustrate the technical solutions of the embodiments of the present invention more clearly, the following briefly introduces the drawings that are used in the description of the embodiments of the present invention. Obviously, the drawings in the following description are only some embodiments of the present invention. , for those of ordinary skill in the art, other drawings can also be obtained from these drawings without creative labor.
图1为本发明的流程图;Fig. 1 is the flow chart of the present invention;
图2为本发明的医用注塑件的拍照结构主视图;Fig. 2 is the front view of the photographing structure of the medical injection molded part of the present invention;
图3为本发明的医用注塑件在玻璃载具上的俯视图;3 is a top view of the medical injection molded part of the present invention on a glass carrier;
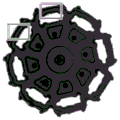
图4为本发明的合格品医用注塑件的集光图像;Fig. 4 is the light collection image of the medical injection molded part of the qualified product of the present invention;
图5为本发明具有毛边的不良品医用注塑件的集光图像;FIG. 5 is a light collection image of a defective medical injection molded part with burrs according to the present invention;
图6为本发明具有披锋的不良品医用注塑件的集光图像;FIG. 6 is a light collection image of a defective medical injection molded part with a sharp edge according to the present invention;
图7为本发明的合格品医用注塑件的环光图像;Fig. 7 is the ring light image of the medical injection molded part of the qualified product of the present invention;
图8为本发明具有合模不良的不良品医用注塑件的环光图像;8 is a ring light image of a defective medical injection molded part with poor mold clamping according to the present invention;
图9为本发明具有麻点的不良品医用注塑件的环光图像。FIG. 9 is a ring light image of a defective medical injection molded part with pitting according to the present invention.
具体实施方式Detailed ways
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。The technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are part of the embodiments of the present invention, but not all of the embodiments. Based on the embodiments of the present invention, all other embodiments obtained by those of ordinary skill in the art without creative efforts shall fall within the protection scope of the present invention.
医用注塑件的缺陷类型可以抽象分为形态类和纹理类。光学成像方案分别针对这两种缺陷种类进行环光和集光两种方式拍摄。The defect types of medical injection molded parts can be abstractly divided into morphology and texture. The optical imaging scheme is used to shoot in two ways: ring light and concentrated light, respectively, for these two defect types.
对于形态类的缺陷,主要表现为毛边和披锋,这些缺陷会在一定程度上改变注塑件的形态,使用集光进行成像拍摄,可以达到很好的表现注塑件的形态特征,而淡化其他特征的效果,有助于降低算法处理中的匹配误差,提高检测的精度,解决微小缺陷漏检的问题。For morphological defects, it is mainly manifested as burrs and slashes. These defects will change the shape of the injection molded parts to a certain extent. Using condensing light for imaging and shooting can achieve a good representation of the morphological characteristics of the injection molded parts, while diluting other features. The effect is helpful to reduce the matching error in the algorithm processing, improve the detection accuracy, and solve the problem of missed detection of small defects.
对于纹理类的缺陷,主要表现为麻点和合模线,使用环光进行拍摄,能够在成像中进行良好的细节呈现,可以优化深度学习模型对于注塑件特征信息的提取能力,提高模型判断的准确性,并精确的标记出缺陷所在的位置,方便检测人员进行缺陷观察,更好的指导生产的改进。For texture defects, it is mainly manifested as pits and parting lines. Using ring light to shoot can show good details in imaging, optimize the ability of deep learning models to extract feature information of injection molded parts, and improve the accuracy of model judgment. It can accurately mark the location of the defect, which is convenient for inspectors to observe the defect and better guide the improvement of production.
采用环光和集光两种打光方式的相互配合,在成像中最大程度的还原了医用注塑件的形态特征及纹理特征,对两种打光下的图片进行分线程处理,再综合判断,这样不仅提高了检测的速度,而且保证了对缺陷的准确检出,完全满足医用注塑件的生产检测需求,大大提高了生产的自动化程度。The combination of two lighting methods, ring light and concentrated light, is used to restore the morphological and texture characteristics of medical injection molded parts to the greatest extent in imaging. This not only improves the detection speed, but also ensures the accurate detection of defects, fully meets the production and detection requirements of medical injection molding parts, and greatly improves the automation degree of production.
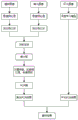
请参见图1,本发明提出了一种基于视觉的医用注塑件的外观缺陷检测方法,包括如下步骤:Referring to FIG. 1, the present invention proposes a visual-based method for detecting appearance defects of medical injection molded parts, comprising the following steps:
步骤S1:玻璃载具1沿着设定方向移动,当待测医用注塑件2移动至预设位置时,首先待测医用注塑件2上方的侧向低角度环形光源3(环光光源)打开,对待测医用注塑件2进行环光拍摄;然后关闭侧向低角度环形光源3,打开底部平行集光源4(集光光源),对待测医用注塑件2进行集光拍摄。由此得到待测医用注塑件2在两种光源下的成像效果图,分别为环光图像和集光图像;Step S1: The
步骤S2:在环光下可以将待测医用注塑件2的表面缺陷清晰的显示出来,存在缺陷的区域与正常区域存在较大的纹理性差别,使用深度学习模型对待测医用注塑件2的环光图像进行缺胶、麻点以及合模线的缺陷特征检测,存在缺陷的位置,会在图片中用矩形框进行框选显示,保存该环光图像的环光判决结果;Step S2: The surface defects of the medical injection molded
步骤S3:使用模板匹配方法对待测医用注塑件2的集光图像进行披锋、毛边的缺陷特征检测。找出待测医用注塑件2的8个孔的质心,按横坐标按从小到大进行排序。然后将修正后的检测图像与制作的标准模板图像进行差分,存在毛边及披锋的位置在差分后会出现一定面积的白色区域。对这些白色区域进行逐步分析,计算这些区域的面积,梯度,相似度等参数。如果所有区域参数都没有超过设定条件,则该待测医用注塑件2被判合格,否则判为不合格,对于存在缺陷的位置,在最终显示的图中会使用矩形框进行框选显示,输出该集光图像的判决结果;Step S3: Use the template matching method to detect the defect features of the sharp edges and burrs on the light-collecting image of the medical injection molded
步骤S4:将环光判决结果和集光判决结果整合,全部合格时,输出该待测医用注塑件2的检测结果为合格品,否则为不良品。Step S4: Integrate the judgment result of the ring light and the judgment result of the light collection, and when all are qualified, output the test result of the medical injection molded
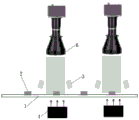
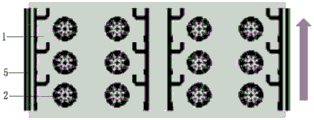
如图2和图3所示,图2为本发明的待测医用注塑件2的拍照结构主视图,其中,待测医用注塑件2(产品)分布在高透光玻璃1上,高透光玻璃1设在高透光玻璃载具5上,可沿着直线方向移动。高透光玻璃1的上方设置相机6,通过相机6对下方经过的待测医用注塑件2(产品)进行拍照。其中,高透光玻璃1正下方设置底部平行集光源4(集光光源),为待测医用注塑件2(产品)提供集光光源。在高透光玻璃1的上方,位于待测医用注塑件2(产品)的上方周侧,设有环向围绕的侧向低角度环形光源3(环光光源),通过该侧向低角度环形光源3可为待测医用注塑件2(产品)提供环光光源。As shown in FIG. 2 and FIG. 3 , FIG. 2 is a front view of the photographing structure of the medical injection molded
具体地,玻璃载具5沿着设定方向移动,当待测医用注塑件2(产品)移动至预设位置时,首先待测医用注塑件2(产品)上方的侧向低角度环形光源3打开,对经过的待测医用注塑件2(产品)进行环光拍摄,用于麻点、合模线、缺胶的检测。然后,关闭侧向低角度环形光源3,打开玻璃载具5下方的底部平行集光源4,对经过的待测医用注塑件2(产品)进行集光拍摄,用于毛边和披锋的检测。Specifically, the
其中,图4所示为集光光源下的合格品医用注塑件,图5为具有毛边的不良品医用注塑件的集光图像,图6为具有披锋的不良品医用注塑件的集光图像,图7所示为为环光图像下的合格品医用注塑件,图8为具有合模不良的不良品医用注塑件的环光图像,图9为具有麻点的不良品医用注塑件的环光图像。Among them, Figure 4 shows a qualified medical injection molded part under the light source, Figure 5 is a concentrated image of a defective medical injection molded part with burrs, and Figure 6 is a condensed image of a defective medical injection molded part with a sharp edge. , Figure 7 shows the ring light image of the qualified medical injection molded part under the ring light image, Figure 8 is the ring light image of the defective medical injection molded part with poor mold clamping, and Figure 9 is the ring light of the defective medical injection molded part with pitting. light image.
进一步地,在本发明的优选实施中,所述深度学习模型的预训练过程包括步骤:Further, in a preferred implementation of the present invention, the pre-training process of the deep learning model includes the steps:
步骤S21:采集医用注塑件在环光光源下的环光图像,挑选出存在缺陷的图像;Step S21: collecting the ring light image of the medical injection molded part under the ring light light source, and selecting the image with defects;
步骤S22:对存在麻点、缺胶、合模线缺陷的环光图像利用labelimg软件进行标注,将存在缺陷的位置利用矩形框进行框出,软件可以自动生成.xml文件保存标注信息,这样就可以生成缺胶、麻点以及合模线的缺陷检测数据集;Step S22: Use labelimg software to mark the ring light image with pitting, lack of glue, and parting line defects, and use a rectangular frame to frame the position of the defect. The software can automatically generate an .xml file to save the labeling information, so that Defect detection datasets for lack of glue, pitting, and parting lines can be generated;
步骤S23:将所述步骤S22中生成的缺陷检测数据集作为训练数据集输入至缺陷检测网络中,网络会根据标注的位置及标注的缺陷种类对网络参数进行优化;Step S23: Input the defect detection data set generated in the step S22 as a training data set into the defect detection network, and the network will optimize the network parameters according to the marked position and the marked defect type;
步骤S24:经过训练模型会得到数据集缺陷的种类、边界框及置信度信息;Step S24: After training the model, the data set defect type, bounding box and confidence information will be obtained;
步骤S25:将训练好的权重文件、缺陷名称、网络结构信息作为输出文件,输出深度学习模型。Step S25: Use the trained weight file, defect name, and network structure information as the output file, and output the deep learning model.
进一步地,在本发明的优选实施中,所述步骤S3包括:Further, in a preferred implementation of the present invention, the step S3 includes:
步骤S31:选取合格医用注塑件样品在集光光源下拍照成像,获取一张合格医用注塑件的模板图像,标注模板图像中的特征点,用于检测时与待检样品图像进行比对;Step S31: Selecting a qualified medical injection molded part sample and taking a photo and imaging under the light-collecting light source, obtaining a template image of a qualified medical injection molding part, marking the feature points in the template image, and comparing it with the image of the sample to be inspected during detection;
步骤S32:按顺序标注出待测医用注塑件的集光图像上与模板图像中的特征点一致的特征点,计算得到图像中8个孔的质心位置,按坐标次序对8个孔的质心进行编号,将质心点分为两组,分别与模板图中对应编号的质心进行对应匹配。Step S32: Mark the feature points on the light collection image of the medical injection molded part to be tested that are consistent with the feature points in the template image in sequence, calculate the centroid positions of the eight holes in the image, and perform the centroids of the eight holes in the order of coordinates. number, the centroid points are divided into two groups, and they are matched with the corresponding numbered centroids in the template image.
步骤S33:利用两组质心匹配,对模板图像进行两次仿射变换,将得到的仿射变换图像与集光图像进行作差,得到两幅差分图像,然后对两幅差分图像取与,得到待检图像与标准模板图像存在不同的区域;Step S33: Using the two sets of centroid matching, perform two affine transformations on the template image, and make a difference between the obtained affine transformed image and the collected light image to obtain two differential images, and then take the sum of the two differential images to obtain: There are different areas between the image to be inspected and the standard template image;
步骤S34:对取与后的图像的各个区域进行连通域分析,计算每个连通域的面积,根据缺陷的尺寸要求,设置筛选的阈值,过滤掉面积较小的区域;Step S34: perform a connected domain analysis on each area of the obtained image, calculate the area of each connected domain, set a screening threshold according to the size requirements of the defect, and filter out areas with smaller areas;
步骤S35:通过面积过滤后的图像区域分别进行前景面积、轮廓相似度、梯度的计算;Step S35: Calculate the foreground area, contour similarity, and gradient respectively through the image area filtered by the area;
步骤S36:综合设计判决器,判断计算后的值是否大于设定阈值,如果是,则将此部分作为缺陷特征输出,否则进行下一区域的判断,直至将所有连通域分析完毕,若不存在缺陷区域,将此待检品判为合格,否则判为不合格品。Step S36: a comprehensive design judger, judges whether the calculated value is greater than the set threshold, if so, this part is output as a defect feature, otherwise, the judgment of the next area is carried out until all connected domains are analyzed, and if there is no Defect area, the product to be inspected is judged as qualified, otherwise it is judged as unqualified product.
进一步地,在本发明的优选实施中,在所述步骤S31中,在标注模板图像中的特征点之前,还包括对所述模板图像的图像预处理,对所述模板图像的图像预处理包括:Further, in a preferred implementation of the present invention, in the step S31, before the feature points in the template image are marked, image preprocessing on the template image is also included, and the image preprocessing on the template image includes: :
对获取到的所述模板图像寻找注塑件的位置,然后以注塑件最小外接矩形作为基础,四条边各向外扩展50各像素,作为图像的ROI区域,进行ROI区域提取,以减小图像大小,加快后续的处理速度。Find the position of the injection molded part on the obtained template image, and then take the minimum circumscribed rectangle of the injection molded part as the basis, and expand each of the four sides by 50 pixels, as the ROI area of the image, and extract the ROI area to reduce the size of the image. , to speed up subsequent processing.
进一步地,在本发明的优选实施中,在所述步骤S32中,在标注待测医用注塑件的集光图像上的特征点之前,还包括对所述集光图像的图像预处理,对所述集光图像的图像预处理包括:Further, in a preferred implementation of the present invention, in the step S32, before marking the feature points on the light collection image of the medical injection molded part to be tested, image preprocessing on the light collection image is also included, and the light collection image is preprocessed. The image preprocessing of the collected light image includes:
对获取到的所述待测的集光图像寻找注塑件的位置,然后以注塑件最小外接矩形作为基础,四条边各向外扩展50各像素,作为图像的ROI区域,进行ROI区域提取,将所述集光图像的尺寸缩放到与所述模板图像的尺寸一致。Find the position of the injection molded part for the acquired light collection image to be tested, and then take the minimum circumscribed rectangle of the injection molded part as the basis, and each of the four sides expands 50 pixels outward as the ROI area of the image, and extracts the ROI area. The size of the collection image is scaled to match the size of the template image.
进一步地,在本发明的优选实施中,在所述步骤S31中,所述标准模板图像中的特征点,包括:Further, in a preferred implementation of the present invention, in the step S31, the feature points in the standard template image include:
提取标准模板图像的8个孔的的质心点,按照质心坐标的x值进行编号排序,将8个质心点分为两组。Extract the centroid points of the 8 holes of the standard template image, sort them according to the x value of the centroid coordinates, and divide the 8 centroid points into two groups.
进一步地,在本发明的优选实施中,在所述步骤S32中,所述按顺序标注出待测医用注塑件的集光图像上与模板图像中的特征点一致的特征点,包括:Further, in a preferred implementation of the present invention, in the step S32, the feature points on the light collection image of the medical injection molded part to be tested that are consistent with the feature points in the template image are marked in sequence, including:
标注待测医用注塑件的集光图像的8个特征点的质心点,并按照与模板图像中的8个质心点相同的顺序,对集光图像的8个质心点进行编号,并分为两组。Mark the centroid points of the 8 characteristic points of the light collection image of the medical injection molded part to be tested, and number the 8 centroid points of the light collection image in the same order as the 8 centroid points in the template image, and divide them into two parts. Group.
进一步地,在本发明的优选实施中,在所述步骤S33中,所述对模板图像进行两次仿射变换,包括:Further, in a preferred implementation of the present invention, in the step S33, the affine transformation is performed on the template image twice, including:
使用两组对应的质心点,将编号相同的模板图与待检图进行对应,对模板图像进行两次仿射变换,得到仿射变换图像,然后将模板图与待检图进行两次作差,再取与,就得到两张图像存在差异的区域。Use two sets of corresponding centroid points to correspond the template image with the same number to the image to be inspected, perform two affine transformations on the template image to obtain an affine transformed image, and then perform two differences between the template image and the image to be inspected. , and then take the AND to get the area where the two images are different.
进一步地,在本发明的优选实施中,在所述步骤S34中,所述对取与后的图像的各个区域进行连通域分析,过滤掉面积较小的区域,包括:Further, in a preferred implementation of the present invention, in the step S34, the connected domain analysis is performed on each area of the image after summing, and the area with a smaller area is filtered out, including:
对取与后的图像的各个区域进行连通域分析,计算每个连通域的面积大小,找出连通域面积大于5的区域,过滤掉面积小于5的区域。Perform a connected domain analysis on each area of the image after summation, calculate the area size of each connected domain, find out the area with a connected domain area greater than 5, and filter out the area with an area less than 5.
进一步地,在本发明的优选实施中,在所述步骤S35中,所述通过面积过滤后的图像区域进行前景面积计算,包括:Further, in a preferred implementation of the present invention, in the step S35, the calculation of the foreground area of the image area filtered by the area includes:
进行前景面积搜索,找出前景面积最大的区域,然后将模板图像和待测医用注塑件的集光图像的该区域进行截取,提取此区域的轮廓信息,根据以下公式计算两幅图像轮廓的相似度及梯度等信息,作为判决基础。Perform a foreground area search to find the area with the largest foreground area, then intercept the template image and the area of the light collection image of the medical injection molded part to be tested, extract the contour information of this area, and calculate the similarity of the contours of the two images according to the following formula Information such as degree and gradient are used as the basis for judgment.
根据计算比较模板图像和待测医用注塑件的集光图像的Hu不变矩,其中,7个不变矩组表示如下:According to the calculation and comparison of the Hu moment invariant between the template image and the collected light image of the medical injection part to be tested, the 7 invariant moment groups are expressed as follows:
I1=y20+y02 (1)I 1 =y 20 +y 02 (1)

I3=(y30+3y)2+(3y21-y03)2 (3)I 3 =(y 30 +3y) 2 +(3y 21 -y 03 ) 2 (3)
I4=(y30+y12)2+(y21+y03)2 (4)I 4 =(y 30 +y 12 ) 2 +(y 21 +y 03 ) 2 (4)

I6=(y20-y02)[(y30+y12)2-(y21+y03)2]+4y11(y30+y12)(y21+y03) (6)I 6 =(y 20 -y 02 )[(y 30 +y 12 ) 2 -(y 21 +y 03 ) 2 ]+4y 11 (y 30 +y 12 )(y 21 +y 03 ) (6)

其中,ypq为(p+q)阶矩,p、q为0-3之间的整数,I1-I7为7个不变矩。Among them, y pq is the (p+q) moment, p and q are integers between 0 and 3, and I 1 -I 7 are seven invariant moments.
优选地,在上述的基于视觉的医用注塑件的外观缺陷检测方法中,在所述步骤S35中,所述通过面积过滤后的图像区域进行轮廓相似度的计算,轮廓相似度的计算表达式为:Preferably, in the above-mentioned visual-based method for detecting appearance defects of medical injection molded parts, in step S35, the calculation of the contour similarity is performed on the image area filtered by the area, and the calculation expression of the contour similarity is: :

其中,
进一步地,在本发明的优选实施中,在所述步骤S35中,所述通过面积过滤后的图像区域进行梯度计算,梯度计算的表达式为:Further, in a preferred implementation of the present invention, in the step S35, the gradient calculation is performed on the image area filtered by the area, and the expression of the gradient calculation is:



其中,G(x,y)为坐标为(x,y)点的灰度值,Gx(x,y)为x方向梯度,Gy(x,y)为y方向梯度,
进一步地,在本发明的优选实施中,在所述步骤S36中,所述综合判断计算后的值是否大于阈值,如果是,则将此部分作为缺陷特征输出,否则进行下一区域的判断,包括:Further, in the preferred implementation of the present invention, in the step S36, the comprehensive judgment is made whether the calculated value is greater than the threshold value, if so, this part is output as the defect feature, otherwise the judgment of the next area is performed, include:
步骤S361:根据所述步骤S35中计算出的前景面积值进行判断,如果前景面积大于所设置的阈值,则该区域判为缺陷,否则判断轮廓相似度;Step S361: Judging according to the foreground area value calculated in the step S35, if the foreground area is greater than the set threshold, the area is judged as a defect, otherwise the contour similarity is judged;
步骤S362:若轮廓相似度小于设置的阈值,则将该区域进行剔除;Step S362: if the contour similarity is less than the set threshold, remove the area;
步骤S363:根据轮廓相似度与梯度之和作为判决条件,如果大于阈值,则该位置判定为缺陷区域;Step S363: According to the sum of the contour similarity and the gradient as the judgment condition, if it is greater than the threshold, the position is judged as a defect area;
步骤S364:在得到所有可能为缺陷区域的位置后,计算候选框区域的质心到注塑件质心的距离,并以此判断候选区域的位置,对于候选区域在外边缘的区域,放宽判决条件,若最终存在缺陷区域,则输出该集光图像的集光判决结果为不合格,否则输出该集光图像的集光判决结果为合格。Step S364: After obtaining all the positions that may be defective areas, calculate the distance from the centroid of the candidate frame area to the centroid of the injection molded part, and judge the position of the candidate area based on this. If there is a defective area, the result of the light collection judgment for outputting the light collection image is unqualified; otherwise, the light collection judgment result for outputting the light collection image is qualified.
本发明的有益效果为:本发明提出的基于视觉的医用注塑件的外观缺陷检测方法在保证流水线进行快速生产的情况下,可以对医用注塑件的进行快速准确的检测。采用的深度学习搭配模板匹配的算法模型,解决了传统方法无法在短时间内对全部样品进行多种缺陷检测的问题,对于单个样品的处理时间只需600ms,完全满足流水线生产的节拍要求,提高产线的自动化程度。The beneficial effects of the present invention are as follows: the visual defect detection method for medical injection molded parts provided by the present invention can quickly and accurately detect the medical injection molded parts under the condition of ensuring the rapid production of the assembly line. The deep learning and template matching algorithm model adopted solves the problem that traditional methods cannot perform multiple defect detection on all samples in a short time. The processing time for a single sample is only 600ms, which fully meets the tact requirements of pipeline production and improves the The degree of automation of the production line.
以上所述实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围,均应包含在本发明的保护范围之内。The above-mentioned embodiments are only used to illustrate the technical solutions of the present invention, but not to limit them; although the present invention has been described in detail with reference to the foregoing embodiments, those of ordinary skill in the art should understand that: it is still possible to implement the foregoing implementations. The technical solutions described in the examples are modified, or some technical features thereof are equivalently replaced; and these modifications or replacements do not make the essence of the corresponding technical solutions deviate from the spirit and scope of the technical solutions of the embodiments of the present invention, and should be included in the within the protection scope of the present invention.
Claims (13)









Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111343233.8A CN114004826B (en) | 2021-11-13 | 2021-11-13 | A vision-based method for detecting appearance defects of medical injection molded parts |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111343233.8A CN114004826B (en) | 2021-11-13 | 2021-11-13 | A vision-based method for detecting appearance defects of medical injection molded parts |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114004826A true CN114004826A (en) | 2022-02-01 |
| CN114004826B CN114004826B (en) | 2024-11-05 |
Family
ID=79929008
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111343233.8A Active CN114004826B (en) | 2021-11-13 | 2021-11-13 | A vision-based method for detecting appearance defects of medical injection molded parts |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114004826B (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115452844A (en) * | 2022-11-11 | 2022-12-09 | 广东海洋大学 | Injection molding part detection method and system based on machine vision |
| CN115471684A (en) * | 2022-08-18 | 2022-12-13 | 武汉理工大学 | Injection molding workpiece template matching method, electronic equipment and storage medium |
| CN116597225A (en) * | 2023-05-30 | 2023-08-15 | 常州市升越模塑股份有限公司 | Method and system for detecting drawing defect of hollowed-out injection molding part |
| CN118721649A (en) * | 2024-06-25 | 2024-10-01 | 荆州市悠进电装有限公司 | An artificial intelligence-based performance testing system for home appliance injection molding parts |
| CN121540727A (en) * | 2026-01-19 | 2026-02-17 | 中国计量大学 | A Defect Detection Method for Injection Molded Parts Based on Dual Robotic Arm Collaborative Operation |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109636772A (en) * | 2018-10-25 | 2019-04-16 | 同济大学 | The defect inspection method on the irregular shape intermetallic composite coating surface based on deep learning |
| CN111369545A (en) * | 2020-03-10 | 2020-07-03 | 创新奇智(重庆)科技有限公司 | Edge defect detection method, device, model, equipment and readable storage medium |
| WO2020248439A1 (en) * | 2019-06-11 | 2020-12-17 | 江苏农林职业技术学院 | Crown cap surface defect online inspection method employing image processing |
-
2021
- 2021-11-13 CN CN202111343233.8A patent/CN114004826B/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109636772A (en) * | 2018-10-25 | 2019-04-16 | 同济大学 | The defect inspection method on the irregular shape intermetallic composite coating surface based on deep learning |
| WO2020248439A1 (en) * | 2019-06-11 | 2020-12-17 | 江苏农林职业技术学院 | Crown cap surface defect online inspection method employing image processing |
| CN111369545A (en) * | 2020-03-10 | 2020-07-03 | 创新奇智(重庆)科技有限公司 | Edge defect detection method, device, model, equipment and readable storage medium |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115471684A (en) * | 2022-08-18 | 2022-12-13 | 武汉理工大学 | Injection molding workpiece template matching method, electronic equipment and storage medium |
| CN115452844A (en) * | 2022-11-11 | 2022-12-09 | 广东海洋大学 | Injection molding part detection method and system based on machine vision |
| CN115452844B (en) * | 2022-11-11 | 2023-02-03 | 广东海洋大学 | Injection molding part detection method and system based on machine vision |
| CN116597225A (en) * | 2023-05-30 | 2023-08-15 | 常州市升越模塑股份有限公司 | Method and system for detecting drawing defect of hollowed-out injection molding part |
| CN116597225B (en) * | 2023-05-30 | 2023-11-03 | 常州市升越模塑股份有限公司 | Method and system for detecting drawing defect of hollowed-out injection molding part |
| CN118721649A (en) * | 2024-06-25 | 2024-10-01 | 荆州市悠进电装有限公司 | An artificial intelligence-based performance testing system for home appliance injection molding parts |
| CN121540727A (en) * | 2026-01-19 | 2026-02-17 | 中国计量大学 | A Defect Detection Method for Injection Molded Parts Based on Dual Robotic Arm Collaborative Operation |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114004826B (en) | 2024-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114004826A (en) | Appearance defect detection method for medical injection molded parts based on vision | |
| CN111650220B (en) | Vision-based image-text defect detection method | |
| CN105067638B (en) | Tire fetal membrane face character defect inspection method based on machine vision | |
| CN106952258B (en) | A Bottle Neck Defect Detection Method Based on Gradient Orientation Histogram | |
| CN111598856B (en) | Chip surface defect automatic detection method and system based on defect-oriented multipoint positioning neural network | |
| CN111275697B (en) | Battery silk-screen quality detection method based on ORB feature matching and LK optical flow method | |
| CN112508826A (en) | Printed matter defect detection method based on feature registration and gradient shape matching fusion | |
| CN110321815A (en) | A road crack recognition method based on deep learning | |
| CN112257676A (en) | Pointer instrument reading method and system and inspection robot | |
| CN109900711A (en) | Workpiece, defect detection method based on machine vision | |
| CN110175982A (en) | A kind of defect inspection method based on target detection | |
| CN107389701A (en) | A kind of PCB visual defects automatic checkout system and method based on image | |
| CN104392240A (en) | Parasite egg identification method based on multi-feature fusion | |
| CN108491788A (en) | A kind of intelligent extract method and device for financial statement cell | |
| CN114549446A (en) | A detection method for cylinder liner defect marks based on deep learning | |
| CN110363196B (en) | Method for accurately recognizing characters of inclined text | |
| CN113205099A (en) | Visual detection system and method for material-removing characters on surface of nickel-plated metal | |
| CN116091505B (en) | Automatic defect detection and classification method and system for sapphire substrate | |
| CN110490826B (en) | Fog drop sample image processing method in camera | |
| CN108844961A (en) | A kind of temperature controller case vision detection system and method | |
| CN108022245B (en) | Automatic generation method of photovoltaic panel template based on surface line primitive association model | |
| CN111852792A (en) | A self-diagnosis and localization method for fan blade defects based on machine vision | |
| CN119919410B (en) | Method for measuring size and appearance of O-rings | |
| CN110659637A (en) | Electric energy meter number and label automatic identification method combining deep neural network and SIFT features | |
| CN118865426A (en) | A method for extracting key information from airport luggage tags |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |