TWI834747B - 雷射加工裝置 - Google Patents
雷射加工裝置 Download PDFInfo
- Publication number
- TWI834747B TWI834747B TW108139300A TW108139300A TWI834747B TW I834747 B TWI834747 B TW I834747B TW 108139300 A TW108139300 A TW 108139300A TW 108139300 A TW108139300 A TW 108139300A TW I834747 B TWI834747 B TW I834747B
- Authority
- TW
- Taiwan
- Prior art keywords
- laser processing
- processing head
- light
- laser
- wall portion
- Prior art date
Links
- 238000012545 processing Methods 0.000 title claims abstract description 422
- 238000000034 method Methods 0.000 claims description 81
- 230000008569 process Effects 0.000 claims description 78
- 238000009434 installation Methods 0.000 claims description 14
- 238000012805 post-processing Methods 0.000 claims description 12
- 210000003128 head Anatomy 0.000 description 243
- 230000007246 mechanism Effects 0.000 description 34
- 238000005259 measurement Methods 0.000 description 25
- 230000003287 optical effect Effects 0.000 description 21
- 238000005192 partition Methods 0.000 description 17
- 230000004048 modification Effects 0.000 description 11
- 238000012986 modification Methods 0.000 description 11
- 238000003384 imaging method Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 9
- 235000012431 wafers Nutrition 0.000 description 9
- 239000013307 optical fiber Substances 0.000 description 7
- 239000011521 glass Substances 0.000 description 6
- 230000006870 function Effects 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- 238000004891 communication Methods 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 239000012212 insulator Substances 0.000 description 3
- 230000010355 oscillation Effects 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 210000001747 pupil Anatomy 0.000 description 2
- 238000002407 reforming Methods 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000010128 melt processing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000013077 target material Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/042—Automatically aligning the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
雷射加工裝置,是具備:可沿著第1方向移動,且沿著前述第1方向及與前述第1方向交叉的第2方向將對象物支撐用的支撐部;及沿著前述第2方向彼此相面對地配置,將雷射光照射在被支撐於前述支撐部的前述對象物用的第1雷射加工頭及第2雷射加工頭;及安裝有前述第1雷射加工頭,且沿著與前述第1方向和前述第2方向交叉的第3方向及前述第2方向的各個可移動的第1安裝部;及安裝有前述第2雷射加工頭,且可沿著前述第2方向及前述第3方向的各個移動的第2安裝部。
Description
本發明,是有關於雷射加工裝置。
在專利文獻1中記載了一種雷射加工裝置,具備:將工件保持的保持機構、及將雷射光照射在被保持在保持機構的工件的雷射照射機構。在專利文獻1的雷射加工裝置中,具有集光透鏡的雷射照射機構是被固定於基台,沿著與集光透鏡的光軸垂直的方向的工件的移動是藉由保持機構而被實施。
[先前技術文獻]
[專利文獻]
[專利文獻1]日本專利第5456510號公報
[本發明所欲解決的課題]
但是如上述的雷射加工裝置,是被期望處理能力的提高。為了處理能力的提高,例如考慮,將由保持機構所產生的工件的移動速度增大。但是,即使將工件的移動速度增大,工件的移動,是在到達目標的速度的等速移動為止所需要的加速時間也增大。因此,在工件的移動速度的增大中,一定以上的處理能力的提高是困難的。
本發明的目的是提供一種可提高處理能力的雷射加工裝置。
[用以解決課題的手段]
本發明的雷射加工裝置,是具備:可沿著第1方向移動,沿著第1方向及與第1方向交叉的第2方向將對象物支撐用的支撐部;及沿著第2方向彼此相面對地配置,將雷射光照射在被支撐於支撐部的對象物用的第1雷射加工頭及第2雷射加工頭;及安裝有第1雷射加工頭,沿著與第1方向及第2方向交叉的第3方向及第2方向的各個可移動的第1安裝部;及安裝有第2雷射加工頭,沿著第2方向及第3方向的各個可移動的第2安裝部。
在此裝置中,在將對象物支撐的支撐部上,相互相面對地被配置有第1雷射加工頭及第2雷射加工頭。且,第1雷射加工頭及第2雷射加工頭,是各別,透過第1安裝部及第2安裝部,可朝相互交叉的2方向獨立移動。因此,藉由雷射光的掃描而成為可在對象物的2處,互相獨立地進行雷射加工。因此,可達成處理能力的提高。
在本發明的雷射加工裝置中,第1雷射加工頭,是具有:第1框體、及被設於第1框體中的支撐部側的壁部且朝向被支撐於支撐部的對象物將雷射光集光用的第1集光部,第2雷射加工頭,是具有:第2框體、及被設於第2框體中的支撐部側的壁部且朝向被支撐於支撐部的對象物將雷射光集光用的第2集光部,第1安裝部及第2安裝部,是各別被安裝於與沿著第1框體及第2框體中的第2方向彼此相面對的相面對壁部相異的壁部,第1集光部,是從第3方向所見,朝第1框體中的相面對壁部側偏地配置,第2集光部,是從第3方向所見,朝第2框體中的相面對壁部側偏地配置也可以。
此情況,第1安裝部及第2安裝部不位在第1雷射加工頭及第2雷射加工頭之間。因此,可以在第2方向將第1雷射加工頭及第2雷射加工頭更接近。進一步,第1雷射加工頭及第2雷射加工頭的各個的集光部,是朝各個的框體的彼此相面對的壁部側偏地配置。因此,將第1雷射加工頭及第2雷射加工頭接近時,可以將彼此的集光部彼此的距離更小。此結果,成為可在第2方向狹窄的領域進行使用第1雷射加工頭及第2雷射加工頭的雙方的加工。因此,可確實地提高處理能力。
本發明的雷射加工裝置,是進一步具備控制部,其是控制:支撐部和第1安裝部和第2安裝部的移動、及來自第1雷射加工頭及第2雷射加工頭的雷射光的照射,在對象物中,被設定沿著第1方向延伸並且沿著第2方向被配列的複數線,控制部,是在至少一部分的時間重複地實行:對於複數線的一條線將來自第1雷射加工頭的雷射光朝第1方向掃描的第1掃描處理、及對於複數線之中的別的線將來自第2雷射加工頭的雷射光朝第1方向掃描的第2掃描處理也可以。如此,藉由將第1掃描處理及第2掃描處理至少一部分重複實行,就可達成處理能力的提高。又,藉由將第1掃描處理及第2掃描處理同時進行,就可以更確實地提高處理能力。
在本發明的雷射加工裝置中,控制部,是實行:從複數線之中的位於對象物的第2方向的一方的端部的線朝向第2方向的內側的線依序實行第1掃描處理,且從位於複數線之中的對象物的第2方向的另一方的端部的線朝向第2方向的內側的線依序實行第2掃描處理之主加工處理也可以。如此,在主加工處理中,藉由從第2方向中的對象物的對照的位置的線依序實行第1掃描處理及第2掃描處理,就可節省沿著雷射光的集光點對於對象物的第1方向的不必要的相對移動,使處理能力更提高。
在本發明的雷射加工裝置中,控制部的主加工處理的結果,第1雷射加工頭及第2雷射加工頭是對於第2方向最接近時,若對象物中的第1集光部及第2集光部之間的領域複數線之中的一部分的線是殘存時,實行:將第1雷射加工頭及第2雷射加工頭之中的一方,從對象物的該領域退避,且將來自第1雷射加工頭及第2雷射加工頭之中的另一方的雷射光對於一部分的線朝第1方向掃描的後加工處理也可以。此情況,可提高處理能力,且可無遺漏地雷射加工。
在本發明的雷射加工裝置中,將前述第1雷射加工頭及前述第2雷射加工頭對於前述第2方向最接近時的前述第1集光部及前述第2集光部之間的前述第2方向的距離作為距離D的話,前述控制部的前述主加工處理的結果,在前述第1集光部及前述第2集光部在第2方向漸漸地彼此接近的距離是到達距離D的2倍之前,實行:將第1雷射加工頭及第2雷射加工頭的一方,朝第1雷射加工頭及第2雷射加工頭的另一方側只有移動距離D,並且一邊將前述第1集光部及前述第2集光部之間的距離維持一邊實行前述第1掃描處理及前述第2掃描處理之後加工處理也可以。此情況,可儘可能地減少一對的雷射加工頭之中的一方的加工時間,可達成處理能力的進一步的提高。尤其是,第2方向中的線的間隔,是對於距離D充分地小的情況(例如距離D的範圍存在數百條線的情況)有效。
在本發明的雷射加工裝置中,第1安裝部,是被安裝於第1框體中的相面對壁部的相反側的壁部,第2安裝部,是被安裝於第2框體中的相面對壁部的相反側的壁部也可以。此情況,第1安裝部及第2安裝部,能以不位在第1雷射加工頭及第2雷射加工頭之間的方式,可容易且確實地被安裝在第1雷射加工頭及第2雷射加工頭。
在本發明的雷射加工裝置中,第1雷射加工頭,是具有第1框體,其包含:在第1方向彼此相面對的第1壁部及第2壁部、及在第2方向彼此相面對的第3壁部及第4壁部,第2雷射加工頭,是具有第2框體,其包含:在第1方向彼此相面對的第1壁部及第2壁部、及在第2方向彼此相面對的第3壁部及第4壁部,第3壁部及第4壁部之間的距離,是比第1壁部及第2壁部之間的距離更小也可以。
在本發明的雷射加工裝置中,第1框體及第2框體,是包含:在第1方向彼此相面對的第1壁部及第2壁部、及在第2方向彼此相面對的第3壁部及第4壁部,第3壁部及第4壁部之間的距離,是比第1壁部及第2壁部之間的距離更小也可以。
這些的情況,2個雷射加工頭的各個的框體的第2方向的尺寸是比第1方向的尺寸更小。因此,可迴避裝置整體在第2方向被大型化(設置面積變大)。又,第1方向,是支撐部及對象物的移動方向。因此,對於第1方向,是雷射光的掃描時有必要考慮支撐部及對象物的移動量,抑制大型化的餘地小。因此,對於無考慮支撐部及對象物的移動量的必要的第2方向可有效迴避大型化。
[發明的效果]
依據本發明的話,可以提供可提高處理能力的雷射加工裝置。
以下,對於一實施例,參照圖面詳細說明。又,在各圖中對於同一或是相當部分附加同一符號,並省略重複的說明。
[雷射加工裝置的構成]
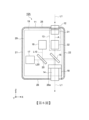
如第1圖所示,雷射加工裝置1,是具備:複數移動機構5、6、及支撐部7、及1對的雷射加工頭(第1雷射加工頭、第2雷射加工頭)10A、10B、及光源單元8、及控制部9。以下,將第1方向稱為X方向,將與第1方向垂直的第2方向稱為Y方向,將與第1方向及第2方向垂直的第3方向稱為Z方向。在本實施例中,X方向及Y方向是水平方向,Z方向是垂直方向。
移動機構5,是具有:固定部51、及移動部53、及安裝部55。固定部51,是被安裝於裝置框架1a。移動部53,是被安裝於被設於固定部51的軌道,可以沿著Y方向移動。安裝部55,是被安裝於被設於移動部53的軌道,可以沿著X方向移動。
移動機構6,是具有:固定部61、及1對的移動部(第1移動部,第2移動部)63、64、及1對的安裝部(第1安裝部、第2安裝部)65、66。固定部61,是被安裝於裝置框架1a。1對的移動部63、64的各個,是被安裝於被設於固定部61的軌道,可以各別獨立沿著Y方向移動。安裝部65,是被安裝於被設於移動部63的軌道,可以沿著Z方向移動。安裝部66,是被安裝於被設於移動部64的軌道,可以沿著Z方向移動。即,對於裝置框架1a,1對的安裝部65、66的各個,可以沿著Y方向及Z方向的各個移動。
支撐部7,是被安裝於被設於移動機構5的安裝部55的旋轉軸,可以以與Z方向平行的軸線為中心線旋轉。即,支撐部7,可以沿著X方向及Y方向的各個移動,可以以與Z方向平行的軸線為中心線旋轉。支撐部7,是沿著X方向及Y方向將對象物100支撐。對象物100,是例如,晶圓。
如第1圖及第2圖所示,雷射加工頭10A(例如第1雷射加工頭),是被安裝於移動機構6的安裝部65。雷射加工頭10A,是在Z方向與支撐部7相面對的狀態下,將雷射光(第1雷射光)L1照射在被支撐於支撐部7的對象物100用者。雷射加工頭10B(例如第2雷射加工頭),是被安裝於移動機構6的安裝部66。雷射加工頭10B,是在Z方向與支撐部7相面對的狀態下,將雷射光(第2雷射光)L2照射在被支撐於支撐部7的對象物100用者。
光源單元8,是具有1對的光源81、82。光源81,是將雷射光L1輸出。雷射光L1,是從光源81的射出部81a被射出,藉由光纖2而朝雷射加工頭10A被導光。光源82,是將雷射光L2輸出。雷射光L2,是從光源82的射出部82a被射出,藉由別的光纖2而朝雷射加工頭10B被導光。
控制部9,是將雷射加工裝置1的各部(複數移動機構5、6、1對的雷射加工頭10A、10B、及光源單元8等)控制。控制部9,是作為包含處理器、記憶體、儲存器及通訊設備等的電腦裝置地構成。在控制部9中,被讀入記憶體等的軟體(程式),是藉由處理器而被實行,記憶體及儲存器中的資料的讀出及寫入、以及、由通訊設備所產生的通訊,是藉由處理器而被控制。由此,控制部9,可實現各種功能。
說明由如以上構成的雷射加工裝置1進行加工的一例。該加工的一例,是為了將晶圓也就是對象物100切斷成複數晶片,而沿著被設定成格子狀的複數線的各個在對象物100的內部形成改質領域的例。
首先,以使將對象物100支撐的支撐部7在Z方向與1對的雷射加工頭10A、10B相面對的方式,移動機構5,是沿著X方向及Y方向的各個將支撐部7移動。接著,移動機構5,是以使在對象物100中朝一方向延伸的複數線沿著X方向的方式,以與Z方向平行的軸線作為中心線將支撐部7旋轉。
接著,移動機構6,是以使雷射光L1的集光點位置在朝一方向延伸的一條線上的方式,沿著Y方向將雷射加工頭10A移動。另一方面,移動機構6,是以使雷射光L2的集光點位置在朝一方向延伸的其他的線上的方式,沿著Y方向將雷射加工頭10B移動。接著,移動機構6,是以使雷射光L1的集光點位置在對象物100的內部的方式,沿著Z方向將雷射加工頭10A移動。另一方面,移動機構6,是以使雷射光L2的集光點位置在對象物100的內部的方式,沿著Z方向將雷射加工頭10B移動。
接著,光源81將雷射光L1輸出使雷射加工頭10A朝對象物100將雷射光L1照射,並且光源82將雷射光L2輸出使雷射加工頭10B朝對象物100將雷射光L2照射。與其同時,移動機構5,是以沿著朝一方向延伸的一條線使雷射光L1的集光點相對地移動(雷射光L1掃描)且沿著朝一方向延伸的其他的線使雷射光L2的集光點相對地移動(雷射光L2掃描)的方式,沿著X方向將支撐部7移動。如此,雷射加工裝置1,是在對象物100中沿著朝一方向延伸的複數線的各個,在對象物100的內部形成改質領域。
接著,移動機構5,是以使在對象物100中朝與一方向垂直交叉的另一方向延伸的複數線沿著X方向的方式,以與Z方向平行的軸線作為中心線將支撐部7旋轉。
接著,移動機構6,是以使雷射光L1的集光點位置在朝另一方向延伸的一條線上的方式,沿著Y方向將雷射加工頭10A移動。另一方面,移動機構6,是以使雷射光L2的集光點位置在朝另一方向延伸的其他的線上的方式,沿著Y方向將雷射加工頭10B移動。接著,移動機構6,是以使雷射光L1的集光點位置在對象物100的內部的方式,沿著Z方向將雷射加工頭10A移動。另一方面,移動機構6,是以使雷射光L2的集光點位置在對象物100的內部的方式,沿著Z方向將雷射加工頭10B移動。
接著,光源81將雷射光L1輸出使雷射加工頭10A朝對象物100將雷射光L1照射,並且光源82將雷射光L2輸出使雷射加工頭10B朝對象物100將雷射光L2照射。與其同時,移動機構5,是以沿著朝另一方向延伸的一條線使雷射光L1的集光點相對地移動(雷射光L1掃描)且沿著朝另一方向延伸的其他的線使雷射光L2的集光點相對地移動(雷射光L2掃描)的方式,沿著X方向將支撐部7移動。如此,雷射加工裝置1,是在對象物100中沿著朝與一方向垂直交叉的另一方向延伸的複數線的各個,在對象物100的內部形成改質領域。
又,在上述的加工的一例中,光源81,是例如藉由脈衝振盪方式,而將對於對象物100具有透過性的雷射光L1輸出,光源82,是例如藉由脈衝振盪方式,而將對於對象物100具有透過性的雷射光L2輸出。如此的雷射光是被集光在對象物100的內部的話,在對應雷射光的集光點的部分中雷射光是特別被吸收,在對象物100的內部形成改質領域。改質領域,是密度、曲折率、機械的強度、其他的物理的特性是與周圍的非改質領域不同的領域。改質領域,是例如具有熔融處理領域、龜裂領域、絕緣破壞領域、曲折率變化領域等。
藉由脈衝振盪方式而被輸出的雷射光是被照射在對象物100,沿著被設定於對象物100的線使雷射光的集光點相對地移動的話,複數改質束點是沿著線呈一列地並列地形成。1個改質束點,是藉由1脈衝的雷射光的照射而被形成。1列的改質領域,是並列在1列的複數改質束點的集合。相鄰接的改質束點,即使是藉由對於對象物100的雷射光的集光點的相對的移動速度及雷射光的反覆頻率,而彼此連接的情況,也有彼此遠離的情況。
如第3圖及第4圖所示,雷射加工頭10A,是具備:框體(例如第1框體)11、及入射部12(例如第1入射部)、及調整部13、及集光部(例如第1集光部)14。
框體11,是具有:第1壁部21及第2壁部22、第3壁部23及第4壁部24、以及、第5壁部25及第6壁部26。第1壁部21及第2壁部22,是在X方向彼此相面對。第3壁部23及第4壁部24,是在Y方向彼此相面對。第5壁部25及第6壁部26,是在Z方向彼此相面對。
第3壁部23及第4壁部24之間的距離,是比第1壁部21及第2壁部22之間的距離更小。第1壁部21及第2壁部22之間的距離,是比第5壁部25及第6壁部26之間的距離更小。又,第1壁部21及第2壁部22之間的距離,是與第5壁部25及第6壁部26之間的距離相等也可以,或是比第5壁部25及第6壁部26之間的距離更大也可以。
在雷射加工頭10A中,第1壁部21,是位於移動機構6的固定部61側,第2壁部22,是位於與固定部61相反側。第3壁部23,是位於移動機構6的安裝部65側,第4壁部24,是位於與安裝部65相反側且位於雷射加工頭10B側(第2圖參照)。即,第4壁部24,是沿著Y方向與雷射加工頭10B的框體(第2框體)相面對的相面對壁部。第5壁部25,是位於與支撐部7相反側,第6壁部26,是位於支撐部7側。
框體11,是在第3壁部23被配置於移動機構6
的安裝部65側的狀態下使框體11被安裝於安裝部65地構成。具體而言,如以下。安裝部65,是具有:基座托板65a、及安裝托板65b。基座托板65a,是被安裝於被設於移動部63的軌道(第2圖參照)。安裝托板65b,是被立設在基座托板65a中的雷射加工頭10B側的端部(第2圖參照)。框體11,是在第3壁部23與安裝托板65b接觸的狀態下,藉由透過台座27使螺栓28被螺合在安裝托板65b,而被安裝於安裝部65。台座27,是被設置在第1壁部21及第2壁部22的各個。框體11,是可裝卸於安裝部65。
入射部12,是被安裝於第5壁部25。入射部12,是朝框體11內將雷射光L1入射。入射部12,是在X方向朝第2壁部22側(一方的壁部側)偏移,在Y方向朝第4壁部24側偏移。即,X方向中的入射部12及第2壁部22之間的距離,是比X方向中的入射部12及第1壁部21之間的距離更小,Y方向中的入射部12及第4壁部24之間的距離,是比X方向中的入射部12及第3壁部23之間的距離更小。
入射部12,是使光纖2的連接端部2a可連接地構成。在光纖2的連接端部2a中,設有將從纖維的射出端被射出的雷射光L1準直(校準)的準直透鏡,未設有抑制返回光的絕緣體。該絕緣體,是被設置在比連接端部2a更靠光源81側的纖維的中途處。由此,可達成連接端部2a的小型化,進一步,入射部12的小型化。又,絕緣體是設置在光纖2的連接端部2a也可以。
調整部13,是被配置於框體11內。調整部13,是調整從入射部12入射的雷射光L1。調整部13,是在框體11內,對於分隔壁部29被配置於第4壁部24側。調整部13,是被安裝於分隔壁部29。分隔壁部29,是被設於框體11內,將框體11內的領域分隔成第3壁部23側的領域及第4壁部24側的領域。分隔壁部29,是與框體11成為一體。調整部13所具有的各構成,是在第4壁部24側被安裝於分隔壁部29。分隔壁部29,是作為將調整部13所具有的各構成支撐的光學基座的功能。對於調整部13所具有的各構成的詳細是如後述。
集光部14,是被配置於第6壁部26。具體而言,集光部14,是在插通形成於第6壁部26的孔26a的狀態下,被配置於第6壁部26。集光部14,是將藉由調整部13被調整的雷射光L1集光且朝框體11外射出。集光部14,是在X方向朝第2壁部22側(一方的壁部側)偏移,在Y方向朝第4壁部24側偏移。即,集光部14,是從Z方向所見,朝框體11中的第4壁部(相面對壁部)24側偏地配置。即,X方向中的集光部14及第2壁部22之間的距離,是比X方向中的集光部14及第1壁部21之間的距離更小,Y方向中的集光部14及第4壁部24之間的距離,是比X方向中的集光部14及第3壁部23之間的距離更小。
如第5圖所示,調整部13,是具有:衰減器31、及射束擴大器32、及鏡子33。入射部12、以及、調整部13的衰減器31、射束擴大器32及鏡子33,是被配置於沿著Z方向延伸的直線(第1直線)A1上。衰減器31及射束擴大器32,是在直線A1上,被配置於入射部12及鏡子33之間。衰減器31,是調整從入射部12入射的雷射光L1的輸出。射束擴大器32,是擴大由衰減器31使輸出被調整的雷射光L1的徑。鏡子33,是將由射束擴大器32使徑被擴大的雷射光L1反射。
調整部13,是進一步具有:反射型空間光變調器34、及成像光學系35。調整部13的反射型空間光變調器34及成像光學系35、以及、集光部14,是被配置於沿著Z方向延伸的直線(第2直線)A2上。反射型空間光變調器34,是將由鏡子33被反射的雷射光L1變調。反射型空間光變調器34,是例如,反射型液晶(LCOS:Liquid Crystal on Silicon)的空間光變調器(SLM:Spatial Light Modulator)。成像光學系35,是構成反射型空間光變調器34的反射面34a及集光部14的入射瞳面14a是成像關係中的兩側遠心光學系。成像光學系35,是由3個以上的透鏡所構成。
直線A1及直線A2,是位於與Y方向垂直的平面上。直線A1,是對於直線A2位於第2壁部22側(一方的壁部側)。在雷射加工頭10A中,雷射光L1,是從入射部12入射至框體11內在直線A1上前進,由鏡子33及反射型空間光變調器34依序地被反射之後,在直線A2上前進並從集光部14朝框體11外射出。又,衰減器31及射束擴大器32的配列的順序,是相反也可以。且,衰減器31,是被配置於鏡子33及反射型空間光變調器34之間也可以。且,調整部13,是即使具有被配置於其他的光學零件(例如射束擴大器32之前的轉向鏡子等)也可以。
雷射加工頭10A,是進一步具備:分色鏡15、及測量部16、及觀察部17、及驅動部18、及電路部19。
分色鏡15,是在直線A2上,被配置於成像光學系35及集光部14之間。即,分色鏡15,是在框體11內,被配置於調整部13及集光部14之間。分色鏡15,是在第4壁部24側被安裝於分隔壁部29。分色鏡15,是讓雷射光L1透過。分色鏡15,是在抑制散光像差的觀點中,可以作成例如,立方體型,或是具有扭轉的關係地配置的2枚的托板型。
測量部16,是在框體11內,對於調整部13被配置於第1壁部21側(與一方的壁部側是相反側)。測量部16,是在第4壁部24側被安裝於分隔壁部29。測量部16,是將測量對象物100的表面(例如雷射光L1入射的側的表面)及集光部14之間的距離用的測量光L10輸出,透過集光部14,檢出由對象物100的表面被反射的測量光L10。即,從測量部16被輸出的測量光L10,是透過集光部14被照射在對象物100的表面,由對象物100的表面被反射的測量光L10,是透過集光部14由測量部16被檢出。
更具體而言,從測量部16被輸出的測量光L10,是由在第4壁部24側被安裝於分隔壁部29的光分配器20及分色鏡15依序地被反射,從集光部14朝框體11外射出。由對象物100的表面被反射的測量光L10,是從集光部14入射至框體11內由分色鏡15及光分配器20依序地被反射,入射至測量部16,由測量部16被檢出。
觀察部17,是在框體11內,對於調整部13被配置於第1壁部21側(與一方的壁部側是相反側)。觀察部17,是在第4壁部24側被安裝於分隔壁部29。觀察部17,是輸出將對象物100的表面(例如雷射光L1入射的側的表面)觀察用的觀察光L20,透過集光部14,檢出由對象物100的表面被反射的觀察光L20。即,從觀察部17被輸出的觀察光L20,是透過集光部14被照射在對象物100的表面,由對象物100的表面被反射的觀察光L20,是透過集光部14由觀察部17被檢出。
更具體而言,從觀察部17被輸出的觀察光L20,是透過光分配器20並由分色鏡15被反射,從集光部14朝框體11外射出。由對象物100的表面被反射的觀察光L20,是從集光部14入射至框體11內並由分色鏡15被反射,透過光分配器20並入射至觀察部17,由觀察部17被檢出。又,雷射光L1、測量光L10及觀察光L20的各個的波長,是彼此相異(至少各個的中心波長是彼此偏離)。
驅動部18,是在第4壁部24側被安裝於分隔壁部29。驅動部18,是例如藉由壓電元件的驅動力,而將被配置於第6壁部26的集光部14沿著Z方向移動。
電路部19,是在框體11內,對於分隔壁部29被配置於第3壁部23側。即,電路部19,是在框體11內,對於調整部13、測量部16及觀察部17被配置於第3壁部23側。電路部19,是從分隔壁部29分離。電路部19,是例如,複數電路基板。電路部19,是處理:從測量部16被輸出的訊號、及朝反射型空間光變調器34輸入的訊號。電路部19,是依據從測量部16被輸出的訊號將驅動部18控制。其中一例,電路部19,是依據從測量部16被輸出的訊號,以使對象物100的表面及集光部14之間的距離被一定地維持的方式(即使對象物100的表面及雷射光L1的集光點之間的距離被一定地維持),將驅動部18控制。又,在框體11中,設有連接有將電路部19與控制部9(第1圖參照)等電連接用的配線的連接器(圖示省略)。
雷射加工頭10B,是與雷射加工頭10A同樣地,具備:框體(例如第2框體)11、及入射部12(例如第2入射部)、及調整部13、及集光部(例如第2集光部)14、及分色鏡15、及測量部16、及觀察部17、及驅動部18、及電路部19。但是,雷射加工頭10B的各構成,是如第2圖所示,對於通過1對的安裝部65、66間的中點且與Y方向垂直的假想平面,具有與雷射加工頭10A的各構成面對稱的關係地配置(又,如後述的一例)。
例如,雷射加工頭10A的框體11,是以使第4壁部24對於第3壁部23位於雷射加工頭10B側且使第6壁部26對於第5壁部25位於支撐部7側的方式,被安裝於安裝部65。對於此,雷射加工頭10B的框體11,是以使第4壁部24對於第3壁部23位於雷射加工頭10A側且使第6壁部26對於第5壁部25位於支撐部7側的方式,被安裝於安裝部66。
即,在雷射加工頭10B中,第4壁部24,也是在雷射加工頭10A的框體沿著Y方向相面對的相面對壁部。且在雷射加工頭10B中,集光部14,也是從Z方向所見,朝其框體11中的第4壁部(相面對壁部)24側偏地配置。
雷射加工頭10B的框體11,是在第3壁部23被配置於安裝部66側的狀態下使框體11被安裝於安裝部66地構成。具體而言,如以下。安裝部66,是具有:基座托板66a、及安裝托板66b。基座托板66a,是被安裝於被設於移動部63的軌道。安裝托板66b,是被立設在基座托板66a中的雷射加工頭10A側的端部。雷射加工頭10B的框體11,是在第3壁部23與安裝托板66b接觸的狀態下,被安裝於安裝部66。雷射加工頭10B的框體11,是可裝卸於安裝部66。
在雷射加工頭10A中,將雷射光L1輸出的光源因為未設置在框體11內,所以可以達成框體11的小型化。進一步,在框體11中,第3壁部23及第4壁部24之間的距離是比第1壁部21及第2壁部22之間的距離更小,被配置於第6壁部26的集光部14是在Y方向朝第4壁部24側偏移。由此,沿著與集光部14的光軸垂直的方向將框體11移動的情況時,例如,在第4壁部24側即使其他的構成(例如雷射加工頭10B)存在,仍可以將集光部14靠近該其他的構成。因此,雷射加工頭10A,是適合將集光部14沿著與其光軸垂直的方向移動。
且在雷射加工頭10A中,入射部12,是被設於第5壁部25,在Y方向朝第4壁部24側偏移。由此,可以在框體11內的領域之中對於調整部13在第3壁部23側的領域配置其他的構成(例如電路部19)等,可以將該領域有效地利用。
且在雷射加工頭10A中,集光部14,是在X方向朝第2壁部22側偏移。由此,沿著與集光部14的光軸垂直的方向將框體11移動的情況時,例如,即使在第2壁部22側存在了其他的構成,仍可以將集光部14靠近該其他的構成。
且在雷射加工頭10A中,入射部12,是被設於第5壁部25,在Y方向朝第4壁部24側偏移,並且在X方向朝第2壁部22側偏移。由此,可以將其他的構成(例如電路部19)配置在框體11內的領域之中調整部13的第3壁部23側的領域等,可以將該領域有效地利用。進一步,框體11內的領域之中對於調整部13將其他的構成(例如測量部16及觀察部17)配置在第1壁部21側的領域等,可以將該領域有效地利用。
且在雷射加工頭10A中,測量部16及觀察部17,是框體11內的領域之中對於調整部13被配置於第1壁部21側的領域,電路部19,是框體11內的領域之中對於調整部13被配置於第3壁部23側,分色鏡15,是在框體11內被配置於調整部13及集光部14之間。由此,可以將框體11內的領域有效地利用。進一步,在雷射加工裝置1中,依據對象物100的表面及集光部14之間的距離的測量結果的加工是成為可能。且,在雷射加工裝置1中,依據對象物100的表面的觀察結果的加工是成為可能。
且在雷射加工頭10A中,電路部19,是依據從測量部16被輸出的訊號將驅動部18控制。由此,可以依據對象物100的表面及集光部14之間的距離的測量結果將雷射光L1的集光點的位置調整。
且在雷射加工頭10A中,入射部12、以及、調整部13的衰減器31、射束擴大器32及鏡子33,是被配置於沿著Z方向延伸的直線A1上,調整部13的反射型空間光變調器34、成像光學系35及集光部14、以及、集光部14,是被配置於沿著Z方向延伸的直線A2上。由此,可以將具有衰減器31、射束擴大器32、反射型空間光變調器34及成像光學系35的調整部13小型地構成。
且在雷射加工頭10A中,直線A1,是對於直線A2位於第2壁部22側。由此,在框體11內的領域之中對於調整部13的第1壁部21側的領域中,構成使用集光部14的其他的光學系(例如測量部16及觀察部17)的情況時,可以提高該其他的光學系的構成的自由度。
以上的作用及效果,是藉由雷射加工頭10B也可同樣地達成。
[雷射加工頭的變形例]
如第6圖所示,入射部12、調整部13及集光部14,即使被配置於沿著Z方向延伸的直線A上也可以。由此,可以將調整部13小型地構成。該情況,調整部13,即使沒有反射型空間光變調器34及成像光學系35也可以。且,調整部13,即使具有衰減器31及射束擴大器32也可以。由此,可以將具有衰減器31及射束擴大器32的調整部13小型地構成。又,衰減器31及射束擴大器32的配列的順序,是相反也可以。
且從光源單元8的射出部81a朝雷射加工頭10A的入射部12的雷射光L1的導光、及從光源單元8的射出部82a朝雷射加工頭10B的入射部12的雷射光L2的導光的至少1個,是藉由鏡子而被實施也可以。第7圖,是雷射光L1藉由鏡子被導光的雷射加工裝置1的一部分的前視圖。在如第7圖所示的構成中,將雷射光L1反射的鏡子3,是以在Y方向與光源單元8的射出部81a相面對且在Z方向與雷射加工頭10A的入射部12相面對的方式,被安裝於移動機構6的移動部63。
在如第7圖所示的構成中,即使將移動機構6的移動部63沿著Y方向移動,也可在Y方向使鏡子3與光源單元8的射出部81a相面對的狀態被維持。且,即使將移動機構6的安裝部65沿著Z方向移動,也可在Z方向使鏡子3與雷射加工頭10A的入射部12相面對的狀態被維持。因此,可以無關於雷射加工頭10A的位置,將從光源單元8的射出部81a被射出的雷射光L1,確實地入射至雷射加工頭10A的入射部12。且,利用由光纖2所產生的導光困難的高輸出長短脈衝雷射等的光源也可以。
且在如第7圖所示的構成中,鏡子3,是以成為可角度調整及位置調整的至少1個的方式,安裝在移動機構6的移動部63也可以。由此,可以將從光源單元8的射出部81a被射出的雷射光L1,更確實地入射至雷射加工頭10A的入射部12。
且光源單元8,是具有1個光源者也可以。該情況,光源單元8,是將從1個光源被輸出的雷射光的一部分從射出部81a射出且將該雷射光的殘部從射出部82a射出地構成即可。
[對於雷射加工裝置的動作等]
接著,說明雷射加工裝置1的動作。第8圖,是顯示雷射加工裝置的動作的示意的俯視圖。在之後的圖中,是將第1~7圖的各部的相對位置維持,且將雷射加工頭10A、10B的示意化的內部透過地顯示。如第8圖所示,對象物100是被支撐在支撐部7中。又,圖中的符號S,是如上述的測量部16和觀察部17所述,代表地顯示形成改質領域用的雷射光L1、L2的照射的光學系以外的光學系。
且雷射加工裝置1,是具備倍率不同的一對的定位照相機AC。定位照相機AC,是與雷射加工頭10A一起被安裝於安裝部65。定位照相機AC,是例如,將使用透過對象物100的光的設備圖型等攝像。由此所得的畫像,是被用在對於對象物100的雷射光L1、L2的照射位置的定位。
在對象物100中,被設定沿著X方向延伸並且沿著Y方向被配列的複數線C。線C,雖是假想的線,但是實際被描畫的線也可以。又,在對象物100中,雖也被設定沿著Y方向延伸並且沿著X方向被配列的複數線,但是其圖示被省略。
雷射加工裝置1,是依據控制部9的控制,實施沿著各線C的雷射加工。控制部9,在此控制:支撐部7和安裝部65和安裝部66的移動、及來自雷射加工頭10A及雷射加工頭10B的雷射光L1、L2的照射。在雷射加工裝置1中,控制部9,是實行第1掃描處理及第2掃描處理。第1掃描處理,是對於複數線C的一條線C將來自雷射加工頭10A的雷射光L1朝X方向掃描的處理。第2掃描處理,是對於複數線C之中的別的線C將來自雷射加工頭10B的雷射光L2朝X方向掃描的處理。
控制部9是將雷射光L1、L2朝X方向掃描,首先,透過安裝部65、66將雷射加工頭10A、10B朝Y方向及Z方向移動,將雷射光L1、L2的集光點,位置在各個的線C上且成為對象物100的內部的位置的狀態。且,在該狀態中,藉由將支撐部7朝X方向移動,藉由在對象物100內沿著線C朝X方向將雷射光L1、L2的集光點移動。
尤其是,在此,控制部9,是將第1掃描處理及第2掃描處理,在至少一部分的時間中重複地實行。即,控制部9,是同時實現:使雷射光L1沿著一條線C掃描的狀態、及使雷射光L2沿著別的線C掃描的狀態。即,控制部9,是將雷射加工頭10A及雷射加工頭10B同時運轉。由此,與使用1個雷射加工頭的加工相比可明確地達成處理能力的提高。
控制部9,是沿著1條線C的雷射光L1、L2的掃描完成的話,將雷射加工頭10A、10B的各個獨立只有線C的間隔的分朝Y方向(依據需要朝Z方向)移動,持續沿著下一條的線C的雷射光L1、L2的掃描(即第1掃描處理及第2掃描處理)。控制部9,藉由持續進行大致線C的條數分的此動作,就可沿著全部的線C形成改質領域。
如第9圖及第10圖所示,在此,控制部9,是從位於複數線C之中的對象物100的Y方向的一方的端部的線C朝向Y方向的內側的線C依序實行第1掃描處理。與此同時,控制部9,是從位於複數線C之中的對象物100的Y方向的另一方的端部的線C朝向Y方向的內側的線依序實行第2掃描處理(將此稱為主加工處理)。位於Y方向的一方的端部的線C、及位於Y方向的另一方的端部的線C,是對於X方向具有彼此同一的長度。
對於此點更詳細說明。在主加工處理中,首先,控制部9,是藉由透過安裝部65的雷射加工頭10A的移動,將雷射光L1的集光點,成為位置在位於對象物100的Y方向的一方的端部的線C上且成為對象物100的內部的位置的狀態。同時,控制部9,是藉由透過安裝部66的雷射加工頭10B的移動,將雷射光L2的集光點,成為位置在位於對象物100的Y方向的另一方的端部的線C上且成為對象物100的內部的位置的狀態。此時,雷射光L1的集光點的X方向的位置及雷射光L2的集光點的X方向的位置是一致。
在該狀態中,控制部9,是藉由將支撐部7朝X方向移動,在對象物100內沿著各個的線C朝X方向將雷射光L1、L2的集光點移動。由此,對於各個的線C的第1掃描處理及第2掃描處理,是同時開始並且同時完成。即,在此,第1掃描處理及第2掃描處理是在其整體中重複。由此,沿著線C在對象物100的內部形成有改質領域M。
接著,控制部9,是藉由透過安裝部65的雷射加工頭10A的移動,將雷射光L1的集光點,成為位置在位於從對象物100的Y方向的一方的端部的內側1條的線C上且成為對象物100的內部的位置的狀態。同時,控制部9,是藉由透過安裝部66的雷射加工頭10B的移動,將雷射光L2的集光點,成為位置在位於從對象物100的Y方向的另一方的端部的內側1條的線C上且成為對象物100的內部的位置的狀態。此時,雷射光L1的集光點的X方向的位置及雷射光L2的集光點的X方向的位置是一致。
在該狀態中,控制部9,是藉由將支撐部7朝X方向(往復動作的情況時朝X方向的相反方向)移動,在對象物100內沿著各個的線C朝X方向(往復動作的情況時為X方向的相反方向)將雷射光L1、L2的集光點移動。由此,在此,對於各個的線C的第1掃描處理及第2掃描處理,也同時開始並且同時完成。即,在此,第1掃描處理及第2掃描處理也是在其整體中重複。藉由反覆進行此控制部9的動作,至對象物100的更內側的線C為止,可以將雷射加工頭10A及雷射加工頭10B同時運轉且無浪費地雷射加工。
又,在第9圖之後的上視圖中,為了說明的必要,將改質領域M由實線顯示,但是實際改質領域M是不需要可從對象物100的表面被看見。
在此,如第11圖所示,將上述的動作反覆時,在對象物100的更內側的領域中,雷射加工頭10A及雷射加工頭10B之間的位置關係,是彼此的距離是在Y方向成為無法更縮小的位置關係(例如彼此之間接觸的狀態),且,在相當於各個的集光部14之間的距離D的對象物100的領域,具有未加工的線C殘存的情況。在此情況下,如上述將第1掃描處理及第2掃描處理同時實行是成為困難。因此,控制部9,是在此情況下,實行如以下的後加工處理。
即,如第12圖所示,控制部9的主加工處理的結果,雷射加工頭10A及雷射加工頭10B是對於Y方向最接近時,在對象物100中的各個的集光部14之間的領域一部分的線C殘存時,實行:將雷射加工頭10A從對象物100的該領域退避,且將來自雷射加工頭10B的雷射光L2對於該一部分的線C朝X方向掃描(實行第2掃描處理),的後加工處理。
又,雷射加工頭10A及雷射加工頭10B是相反也可以。由此,對於全部的線C雷射加工就完成。其後,可以依據需要,藉由將支撐部7旋轉使與線C交叉的線設定成沿著X方向,將上述的動作反覆。
[雷射加工裝置的作用及效果]
如以上說明,雷射加工裝置1,是具備:沿著X方向可移動,沿著X方向及與X方向交叉的Y方向將對象物100支撐用的支撐部7;及沿著Y方向彼此相面對地配置,將雷射光L1、L2照射在被支撐於支撐部7的對象物100用的雷射加工頭10A、10B。且,雷射加工裝置1,是具備:安裝有雷射加工頭10A,沿著與X方向及Y方向交叉的Z方向及Y方向的各個可移動的安裝部65、及安裝有雷射加工頭10B,沿著Y方向及Z方向的各個可移動的安裝部66。
在雷射加工裝置1中,在將對象物100支撐的支撐部7上,相互相面對地被配置有雷射加工頭10A、10B。且,雷射加工頭10A、10B,是各別,透過安裝部65、66,可朝相互交叉的2方向獨立移動。因此,成為可在對象物100的2處中,互相獨立地,藉由雷射光L1、L2的掃描進行雷射加工。因此,可達成處理能力的提高。
在雷射加工裝置1中,雷射加工頭10A,是具有:框體11;及被設於框體11中的支撐部7側的第6壁部26,朝向被支撐於支撐部7的對象物100將雷射光L1集光用的集光部14。且,雷射加工頭10B,也具有:框體11;及被設於框體11中的支撐部7側的第6壁部26,朝向被支撐於支撐部7的對象物100將雷射光L2集光用的集光部14。進一步,安裝部65、66,是各別被安裝於與沿著框體11中的Y方向彼此相面對的第4壁部24(相面對壁部)相異的壁部(在此為第3壁部23)。且,集光部14,是各別,從Z方向所見,朝框體11中的第4壁部24側偏地配置。
因此,安裝部65、66不位在雷射加工頭10A及雷射加工頭10B之間。因此,可以對於Y方向將雷射加工頭10A及雷射加工頭10B更接近。進一步,雷射加工頭10A、10B的各個的集光部14,是朝各個的框體11的彼此相面對的第4壁部24側偏地配置。因此,將雷射加工頭10A及雷射加工頭10B接近時,可以將彼此的集光部14彼此的距離更小。此結果,對於Y方向,成為可在更狹窄的領域使用雷射加工頭10A、10B的雙方的加工。因此,可確實地提高處理能力。
且雷射加工裝置1,是具備控制:支撐部7及安裝部65、66的移動、及來自雷射加工頭10A、10B的雷射光L1、L2的照射,的控制部9。且,在對象物100中,被設定沿著X方向延伸並且沿著Y方向被配列的複數線C。且,控制部9,是在至少一部分的時間中重複地實行:對於複數線C的一條線C將來自雷射加工頭10A的雷射光L1朝X方向掃描的第1掃描處理、及對於複數線C之中的別的線C將來自雷射加工頭10B的雷射光L2朝X方向掃描的第2掃描處理。如此,藉由將第1掃描處理及第2掃描處理至少一部分重複實行,就可達成處理能力的提高。又,藉由將第1掃描處理及第2掃描處理同時進行,就可以更確實地提高處理能力。
且在雷射加工裝置1中,控制部9,是實行:從位於複數線C之中的對象物100的Y方向的一方的端部的線C朝向Y方向的內側的線C依序實行第1掃描處理,且從位於複數線C之中的對象物100的Y方向的另一方的端部的線C朝向Y方向的內側的線依序實行第2掃描處理,的主加工處理。如此,在主加工處理中,藉由從Y方向中的對象物100的對照的位置(且同一的長度)的線C依序實行第1掃描處理及第2掃描處理,就可節省沿著對於雷射光L1、L2的集光點的對象物100的X方向的不必要的相對移動,使處理能力更提高。
且在雷射加工裝置1中,控制部9的主加工處理的結果,雷射加工頭10A及雷射加工頭10B是對於Y方向最接近時,在對象物100中的集光部14之間的領域複數線C之中的一部分的線C殘存時,實行:將雷射加工頭10A、10B之中的一方,從對象物100的該領域退避,且將來自雷射加工頭10A、10B之中的另一方的雷射光對於一部分的線C朝X方向掃描,的後加工處理。因此,可提高處理能力,且可無遺漏地雷射加工。
進一步,在雷射加工裝置1中,其中一例,安裝部65,是被安裝於雷射加工頭10A的框體11中的第4壁部24的相反側的第3壁部23。且,安裝部66,是被安裝於雷射加工頭10B的框體11中的第4壁部24的相反側的第3壁部23。因此,可將安裝部65及安裝部66,以不位在雷射加工頭10A及雷射加工頭10B之間的方式,容易且確實地,安裝在雷射加工頭10A及雷射加工頭10B。
在此,在雷射加工裝置1中,框體11,是包含:在X方向彼此相面對的第1壁部21及第2壁部22、及在Y方向彼此相面對的第3壁部23及第4壁部24,第3壁部23及第4壁部24之間的距離,是比第1壁部21及第2壁部22之間的距離更小。
因此,雷射加工頭10A、10B的各個的框體11的Y方向的尺寸是比X方向的尺寸更小。此結果,可迴避裝置整體在Y方向被大型化(設置面積變大)。又,X方向,是支撐部7及對象物100的移動方向。因此,對於X方向,雷射光L1、L2的掃描時有必要考慮支撐部7及對象物100的移動量,抑制大型化的餘地小。因此,對於必要無考慮(掃描時)支撐部7及對象物100的移動量的Y方向迴避大型化是有效的。
且在雷射加工頭10A中,電路部19,是在框體11內,對於調整部13被配置於第3壁部23側。由此,框體11內的領域之中對於調整部13可以將第3壁部23側的領域有效地利用。
且在雷射加工頭10A中,調整部13,是在框體11內,對於分隔壁部29被配置於第4壁部24側,電路部19,是在框體11內,對於分隔壁部29被配置於第3壁部23側。由此,由電路部19發生的熱因為是成為朝調整部13傳達困難,所以可以抑制由電路部19發生的熱使調整部13變形發生,可以將雷射光L1適切地調整。進一步,例如可以藉由氣冷或是水冷等,在框體11內的領域之中第3壁部23側的領域將電路部19效率良好地冷卻。
且在雷射加工頭10A中,調整部13是被安裝於分隔壁部29。由此,可以確實地且穩定地將調整部13支撐在框體11內。
[變形例]
以上的實施例,只是例示了雷射加工裝置的一實施例者。因此,本發明的雷射加工裝置,不限定於上述的雷射加工裝置1,可任意地變形。
第13圖~第18圖,是顯示安裝部及雷射加工頭的變形例的圖。如第13圖(a)所示,將安裝部65設於雷射加工頭10A的框體11的第1壁部21,且將安裝部66設於雷射加工頭10B的框體11的第1壁部21也可以。且,如第13圖(b)所示,在將安裝部65設於雷射加工頭10A的框體11的第3壁部23,且將安裝部66設於雷射加工頭10B的框體11的第3壁部23的態樣中,將安裝部65、66中的移動部63、64的位置在X方向相互不同也可以。進一步,如第13圖(c)所示,將安裝部65設於雷射加工頭10A的框體11的第2壁部22,且將安裝部66設於雷射加工頭10B的框體11的第2壁部22也可以。
且如第14圖(a)所示,將安裝部65設於雷射加工頭10A的框體11的第5壁部25,且將安裝部66設於雷射加工頭10B的框體11的第5壁部25也可以。且,如第14圖(b)所示,將安裝部65設於雷射加工頭10A的框體11的第6壁部26,且將安裝部66設於雷射加工頭10B的框體11的第6壁部26也可以。如以上,安裝部65、66,是各別被安裝於與沿著Y方向彼此相面對的第4壁部24相異的壁部即可。進一步,如第14圖(c)所示,擴大第1壁部21及第2壁部22之間的間隔,且對於X方向在框體11的中央部設置集光部14也可以。
且如以上的例,在雷射加工裝置1中,一對的雷射加工頭,不使用雷射加工頭10A及雷射加工頭10B也可以。即,在雷射加工裝置1中,如第15圖(a)所示,使用一對(1種類)的雷射加工頭10A,如第15圖(b)所示,使用一對(另1種類)的雷射加工頭10B也可以。這些的情況時,在對於一方的雷射加工頭10A、10B將另一方的雷射加工頭10A、10B以Z軸方向為中心旋轉180°的狀態中,各個的集光部14的X方向的中心位置是一致地配置。這些的情況時,不必要準備2種類的雷射加工頭。
如這些,只有使用雷射加工頭10A(或是只有雷射加工頭10B)的情況,設置安裝部65、66的壁部也可以各式各樣地變更。例如,如第16圖(a)所示,可以在1個雷射加工頭10A的框體11的第1壁部21設置安裝部65,且在1個雷射加工頭10A的框體11的第2壁部22設置安裝部66。且,如第16圖(b)所示,在1個雷射加工頭10B的框體11的第2壁部22設置安裝部65,且在1個雷射加工頭10B的框體11的第1壁部21設置安裝部66也可以。即,這些的情況,安裝部65、66,也是各別,被安裝於與沿著Y方向彼此相面對的第4壁部24相異的壁部即可。
在此,如第17圖(a)所示,雷射加工頭10A及雷射加工頭10B,是在彼此在X方向不重複的位置中,朝Y方向配列也可以。此情況,如第17圖(b)所示,雷射加工頭10A的集光部14、及雷射加工頭10B的集光部14,是成為可在X軸方向重複。因此,在主加工處理成為可對於全部的線C實行第1及第2掃描處理地施加雷射加工。即,後加工處理是成為不需要。但是,在此情況中,第1及第2掃描處理時的支撐部7的X方向的移動距離是只有雷射加工頭10A及雷射加工頭10B的X方向的移動量的分變長。如第18圖所示,1種類(在此,只有使用雷射加工頭10A)的情況也同樣。
如第17、18圖所示的構成,例如,對象物100是大面的玻璃晶圓的情況等,將比12英吋晶圓更大的晶圓加工的情況,直到最後為止可以2個雷射加工頭加工(後加工處理是成為不需要)的優點,是超過各條線C的加工長度(支撐部7的移動距離的長度)延伸的缺點情況時可採用。
在此,雷射加工裝置1的後加工處理的別的例,如可舉例第19、20圖所示的例。即,在此,首先,如第19圖(a)所示,控制部9,是從位於複數線C之中的對象物100的Y方向的一方的端部的線C朝向Y方向的內側的線C依序實行第1掃描處理。與此同時,控制部9,是實行從位於複數線C之中的對象物100的Y方向的另一方的端部的線C朝向Y方向的內側的線依序實行第2掃描處理(即主加工處理)。
在第10、11圖中,雖舉例雷射加工頭10A及雷射加工頭10B是直到最接近(例如接觸)為止進行主加工處理的例。此時,集光部14彼此的距離是距離D。對於此,在此例中,如第19圖(b)所示,控制部9,是藉由將主加工處理前進,而使雷射加工頭10A的集光部14及雷射加工頭10B的集光部14在Y方向漸漸接近(各線C的間隔),集光部14彼此的距離是到達比距離D的2倍更大(或是同程度)的距離E1時,將雷射光L1、L2的掃描停止。與此同時,如第20圖(a)所示,控制部9,是將雷射加工頭10A、10B之中的一方(在此雷射加工頭10B),朝雷射加工頭10A、10B的另一方(在此朝雷射加工頭10A)側只有移動距離D。由此,集光部14彼此的距離是成為比距離E1更小的距離E2。距離E1是距離D的大致2倍的情況時,距離E2是與距離D幾乎同等。
控制部9,是在該狀態中,一邊將集光部14彼此的距離維持在距離E2,一邊朝Y方向依序實行第1掃描處理及第2掃描處理。此時,雷射加工頭10A及雷射加工頭10B,是成為一邊朝同一方向(Y方向)移動,一邊朝X方向的雷射光L1、L2的掃描反覆。且,將第1掃描處理及第2掃描處理同時持續時,只有最後未加工的線C殘存的情況時,對於該線C,使用雷射加工頭10A、10B的一方進行加工。此時,雷射加工頭10A、10B之中的另一方,是被保持在距離E2被維持的位置也可以,朝別的位置被移動也可以。以上,是此例中的後加工處理。由此,可將一對的雷射加工頭10A、10B之中的一方的加工時間儘可能地減少,可達成處理能力的進一步提高。尤其是,Y方向中的線C的間隔,是對於距離D充分地小的情況(例如距離D的範圍存在數百條的線C的情況)有效。
且舉例雷射加工裝置1的主加工處理的別的例也可以。即,在第8圖等中例示了,控制部9,是從位於複數線C之中的對象物100的Y方向的一方的端部的線C朝向Y方向的內側的線C依序實行第1掃描處理,並且從位於複數線C之中的對象物100的Y方向的另一方的端部的線C朝向Y方向的內側的線依序實行第2掃描處理的主加工處理。
但是在雷射加工裝置1中,將第1掃描處理及第2掃描處理在至少一部分的時間中重複地實行的話,因為可達成處理能力的提高,所以主加工處理的例不限定於上述的例。例如,控制部9,是從位於複數線C之中的對象物100的Y方向的一方的端部的線C朝向Y方向的內側的線C依序實行第1掃描處理,並且從複數線C之中的Y方向的中央部的線C朝向對象物100的Y方向的另一方的端部側依序實行第2掃描處理也可以。在此情況下,在同時被實行的第1掃描處理及第2掃描處理之間線C的長度因為不同,所以成為必要配合相對長的線C的掃描進行對象物100的X方向的移動,但是依據對象物100的狀況也有優點發生的可能性。進一步,與以上的例相異的掃描的態樣也可以。
又,控制部9,是由來自雷射加工頭10A的雷射光L1、及來自雷射加工頭10B的雷射光L2,在相互不同的波長、及Z方向的集光位置中,實行將對象物100加工的處理(多波長加工)也可以。多波長加工,是例如,可以使用在:將矽(Si)及玻璃貼合將晶圓加工的情況(第1情況)、和從背面側入射的雷射光L1、L2的一部分會藉由被設備吸收而使電路產生破損的晶圓加工的情況(第2情況)等。
第1情況,將矽加工的波長(例如1064nm)的光及將玻璃加工的波長(例如532nm)的光因為皆有必要到達對象材料,所以從玻璃側實施加工。將來自雷射加工頭10A的雷射光L1的集光位置隔著玻璃對焦在矽內,將來自雷射加工頭10B的雷射光L2的集光位置在玻璃內,同時以對應的波長實施加工。為了將如此不同的2種類的基材貼合的晶圓由多波長加工加工,其波長之中,將下側的基材加工的波長,有必要是可透過上側的基材的波長。在此,因為使用一對的雷射加工頭10A、10B進行多波長加工所以可達成處理能力的提高。
另一方面,第2情況,將來自雷射加工頭10A的雷射光L1的集光位置設定於設備附近,且,將來自雷射加工頭10B的雷射光L2的集光位置設定於遠離設備的位置。雷射光L1的波長,是以朝設備側的漏光變少的方式,使用基材更能吸收的波長(例如1064nm),雷射光L2的波長,可以使用即使一些的漏光發生,比更適合基材的加工的雷射光L1的波長更長的波長(例如1342nm)。
又,電路部19,不限定於處理:從測量部16被輸出的訊號,及/或,朝反射型空間光變調器34輸入的訊號者,雷射加工頭是可處理任何的訊號者即可。
可提供可提高處理能力的雷射加工裝置。
1:雷射加工裝置
1a:裝置框架
2:光纖
2a:連接端部
3:鏡子
5,6:移動機構
7:支撐部
8:光源單元
9:控制部
10A:雷射加工頭(第1雷射加工頭)
10B:雷射加工頭(第2雷射加工頭)
11:框體(第1框體,第2框體)
12:入射部(第1入射部,第2入射部)
13:調整部
14:集光部(第1集光部,第2集光部)
14a:入射瞳面
15:分色鏡
16:測量部
17:觀察部
18:驅動部
19:電路部
20:光分配器
21:第1壁部
22:第2壁部
23:第3壁部
24:第4壁部(相面對壁部)
25:第5壁部
26:第6壁部
26a:孔
27:台座
28:螺栓
29:分隔壁部
31:衰減器
32:射束擴大器
33:鏡子
34:反射型空間光變調器
34a:反射面
35:成像光學系
51:固定部
53:移動部
55:安裝部
61:固定部
63,64:移動部
65:安裝部(第1安裝部)
65a:基座托板
65b:安裝托板
66:安裝部(第2安裝部)
66a:基座托板
66b:安裝托板
81,82:光源
81a:射出部
82a:射出部
100:對象物
C:線
L1,L2:雷射光
[第1圖]一實施例的雷射加工裝置的立體圖。
[第2圖]如第1圖所示的雷射加工裝置的一部分的前視圖。
[第3圖]如第1圖所示的雷射加工裝置的雷射加工頭的前視圖。
[第4圖]如第3圖所示的雷射加工頭的側面圖。
[第5圖]如第3圖所示的雷射加工頭的光學系的構成圖。
[第6圖]變形例的雷射加工頭的光學系的構成圖。
[第7圖]變形例的雷射加工裝置的一部分的前視圖。
[第8圖]顯示雷射加工裝置的動作的示意的俯視圖。
[第9圖]顯示雷射加工裝置的動作的示意的俯視圖。
[第10圖]顯示雷射加工裝置的動作的示意的俯視圖。
[第11圖]顯示雷射加工裝置的動作的示意的俯視圖。
[第12圖]顯示雷射加工裝置的動作的示意的俯視圖。
[第13圖]顯示安裝部及雷射加工頭的變形例的圖。
[第14圖]顯示安裝部及雷射加工頭的變形例的圖。
[第15圖]顯示安裝部及雷射加工頭的變形例的圖。
[第16圖]顯示安裝部及雷射加工頭的變形例的圖。
[第17圖]顯示安裝部及雷射加工頭的變形例的圖。
[第18圖]顯示安裝部及雷射加工頭的變形例的圖。
[第19圖]顯示後加工處理的別的例的俯視圖。
[第20圖]顯示後加工處理的別的例的俯視圖。
1:雷射加工裝置
7:支撐部
10A:雷射加工頭(第1雷射加工頭)
10B:雷射加工頭(第2雷射加工頭)
14:集光部(第1集光部,第2集光部)
19:電路部
23:第3壁部
24:第4壁部(相面對壁部)
61:固定部
63:移動部
64:移動部
65:安裝部(第1安裝部)
66:安裝部(第2安裝部)
100:對象物
AC:定位照相機
C:線
S:符號
Claims (8)
- 一種雷射加工裝置,具備:可沿著第1方向移動,且沿著前述第1方向及與前述第1方向交叉的第2方向將對象物支撐用的支撐部;及沿著前述第2方向彼此相面對地配置,將雷射光照射在被支撐於前述支撐部的前述對象物用的第1雷射加工頭及第2雷射加工頭;及安裝有前述第1雷射加工頭,沿著與前述第1方向和前述第2方向交叉的第3方向及前述第2方向的各個可移動的第1安裝部;及安裝有前述第2雷射加工頭,可沿著前述第2方向及前述第3方向的各個移動的第2安裝部,前述第1雷射加工頭,是具有:第1框體;及被設於前述第1框體中的前述支撐部側的壁部,朝向被支撐於前述支撐部的前述對象物將前述雷射光集光用的第1集光部;及被設於前述第1框體中,將前述雷射光入射至前述第1框體內用的第1入射部;前述第2雷射加工頭,是具有:第2框體;及被設於前述第2框體中的前述支撐部側的壁部,朝向被支撐於前述支撐部的前述對象物將前述雷射光集光用的第2集光部;及被設於前述第2框體中,將前述雷射光入射至前述第2框體內用的第2入射部;前述第1安裝部及前述第2安裝部,是各別被安裝於與 沿著前述第1框體及前述第2框體中的前述第2方向彼此相面對的相面對壁部相異的壁部,前述第1集光部及前述第1入射部,是從前述第3方向所見,朝前述第1框體中的前述相面對壁部側偏地配置,前述第2集光部及前述第2入射部,是從前述第3方向所見,朝前述第2框體中的前述相面對壁部側偏地配置。
- 如申請專利範圍第1項的雷射加工裝置,其中,進一步具備控制部,可控制:前述支撐部、前述第1安裝部、及前述第2安裝部的移動、及來自前述第1雷射加工頭及前述第2雷射加工頭的前述雷射光的照射,在前述對象物中,被設定沿著前述第1方向延伸並且沿著前述第2方向被配列的複數線,前述控制部,是在至少一部分的時間重複地實行:對於前述複數線的一條線將來自前述第1雷射加工頭的前述雷射光朝前述第1方向掃描的第1掃描處理、及對於前述複數線之中的別的線將來自前述第2雷射加工頭的前述雷射光朝前述第1方向掃描的第2掃描處理。
- 如申請專利範圍第2項的雷射加工裝置,其中,前述控制部,是實行主加工處理,其具有:從位於前述複數線之中的前述對象物的前述第2方向的一方的端部的線朝向前述第2方向的內側的線依序實行前述第1掃描處理;及從前述複數線之中的位於前述對象物的前述第2方 向的另一方的端部的線朝向前述第2方向的內側的線依序實行前述第2掃描處理。
- 如申請專利範圍第3項的雷射加工裝置,其中,前述控制部,是前述主加工處理的結果,若前述第1雷射加工頭及前述第2雷射加工頭是對於前述第2方向最接近時,在前述對象物中的前述第1集光部及前述第2集光部之間的領域若前述複數線之中的一部分的線殘存時,實行後加工處理,其是將前述第1雷射加工頭及前述第2雷射加工頭之中的一方,從前述對象物的該領域退避,且將來自前述第1雷射加工頭及前述第2雷射加工頭之中的另一方的前述雷射光對於前述一部分的線朝前述第1方向掃描。
- 如申請專利範圍第3項的雷射加工裝置,其中,將前述第1雷射加工頭及前述第2雷射加工頭是對於前述第2方向最接近時的前述第1集光部及前述第2集光部之間的前述第2方向的距離作為距離D的話,前述控制部的前述主加工處理的結果,是直到前述第1集光部及前述第2集光部在第2方向漸漸地彼此接近的距離是到達距離D的2倍之前,實行後加工處理,其是將第1雷射加工頭及第2雷射加工頭的一方,朝第1雷射加工頭及第2雷射加工頭的另一方側只有移動距離D,並且一邊將前述第1集光部及前述第2集光部之間的距離維持一邊實行前述第1掃描處理及前述第2掃描處理。
- 如申請專利範圍第1至5項中任一項的雷射加工裝置,其中,前述第1安裝部,是被安裝於前述第1框體中的前述相面對壁部的相反側的壁部,前述第2安裝部,是被安裝於前述第2框體中的前述相面對壁部的相反側的壁部。
- 如申請專利範圍第1項的雷射加工裝置,其中,前述第1雷射加工頭,是具有第1框體,其包含:在前述第1方向彼此相面對的第1壁部及第2壁部、及在前述第2方向彼此相面對的第3壁部及第4壁部,前述第2雷射加工頭,是具有第2框體,其包含:在前述第1方向彼此相面對的第1壁部及第2壁部、及在前述第2方向彼此相面對的第3壁部及第4壁部,前述第3壁部及前述第4壁部之間的距離,是比前述第1壁部及前述第2壁部之間的距離更小。
- 如申請專利範圍第1至5、7項中任一項的雷射加工裝置,其中,前述第1框體及前述第2框體,是包含:在前述第1方向彼此相面對的第1壁部及第2壁部、及在前述第2方向彼此相面對的第3壁部及第4壁部,前述第3壁部及前述第4壁部之間的距離,是比前述第 1壁部及前述第2壁部之間的距離更小。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018203670 | 2018-10-30 | ||
| JP2018-203670 | 2018-10-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| TW202026082A TW202026082A (zh) | 2020-07-16 |
| TWI834747B true TWI834747B (zh) | 2024-03-11 |
Family
ID=70464106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| TW108139300A TWI834747B (zh) | 2018-10-30 | 2019-10-30 | 雷射加工裝置 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP7368373B2 (zh) |
| KR (1) | KR102674268B1 (zh) |
| CN (1) | CN112955274B (zh) |
| TW (1) | TWI834747B (zh) |
| WO (1) | WO2020090906A1 (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025256303A1 (zh) * | 2024-06-14 | 2025-12-18 | 光力瑞弘电子科技有限公司 | 一种激光加工晶圆的方法和激光加工设备 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07214359A (ja) * | 1994-01-27 | 1995-08-15 | Amada Co Ltd | レーザ加工方法および装置 |
| JP2008066751A (ja) * | 2001-04-30 | 2008-03-21 | Advanced Dicing Technologies Ltd | 半導体ウェハを個々分割するための装置および方法 |
| JP4110219B2 (ja) * | 2002-08-30 | 2008-07-02 | 株式会社東京精密 | レーザーダイシング装置 |
| US7443517B2 (en) * | 2006-12-20 | 2008-10-28 | Disco Corporation | Measuring instrument and laser beam machine for wafer |
| JP2013536080A (ja) * | 2010-07-01 | 2013-09-19 | サンパワー コーポレイション | 高処理能力太陽電池アブレーションシステム |
| US20130273717A1 (en) * | 2012-04-17 | 2013-10-17 | Taiwan Semiconductor Manufacturing Co., Ltd. | Apparatus and Method for the Singulation of a Semiconductor Wafer |
| TW201607657A (zh) * | 2014-05-29 | 2016-03-01 | Hamamatsu Photonics Kk | 雷射加工裝置及雷射加工方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5533733Y2 (zh) | 1978-07-27 | 1980-08-11 | ||
| TWI395630B (zh) * | 2009-06-30 | 2013-05-11 | Mitsuboshi Diamond Ind Co Ltd | 使用雷射光之玻璃基板加工裝置 |
| JP2011161491A (ja) * | 2010-02-10 | 2011-08-25 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| JP5456510B2 (ja) * | 2010-02-23 | 2014-04-02 | 株式会社ディスコ | レーザ加工装置 |
| JP6689646B2 (ja) * | 2016-04-01 | 2020-04-28 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| CN207563932U (zh) * | 2017-12-11 | 2018-07-03 | 东莞镭亚光电科技有限公司 | 一种精密激光切割设备 |
-
2019
- 2019-10-30 KR KR1020217015671A patent/KR102674268B1/ko active Active
- 2019-10-30 CN CN201980071694.9A patent/CN112955274B/zh active Active
- 2019-10-30 JP JP2020553986A patent/JP7368373B2/ja active Active
- 2019-10-30 WO PCT/JP2019/042613 patent/WO2020090906A1/ja not_active Ceased
- 2019-10-30 TW TW108139300A patent/TWI834747B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07214359A (ja) * | 1994-01-27 | 1995-08-15 | Amada Co Ltd | レーザ加工方法および装置 |
| JP2008066751A (ja) * | 2001-04-30 | 2008-03-21 | Advanced Dicing Technologies Ltd | 半導体ウェハを個々分割するための装置および方法 |
| JP4110219B2 (ja) * | 2002-08-30 | 2008-07-02 | 株式会社東京精密 | レーザーダイシング装置 |
| US7443517B2 (en) * | 2006-12-20 | 2008-10-28 | Disco Corporation | Measuring instrument and laser beam machine for wafer |
| JP2013536080A (ja) * | 2010-07-01 | 2013-09-19 | サンパワー コーポレイション | 高処理能力太陽電池アブレーションシステム |
| US20130273717A1 (en) * | 2012-04-17 | 2013-10-17 | Taiwan Semiconductor Manufacturing Co., Ltd. | Apparatus and Method for the Singulation of a Semiconductor Wafer |
| TW201607657A (zh) * | 2014-05-29 | 2016-03-01 | Hamamatsu Photonics Kk | 雷射加工裝置及雷射加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102674268B1 (ko) | 2024-06-12 |
| KR20210080511A (ko) | 2021-06-30 |
| WO2020090906A1 (ja) | 2020-05-07 |
| CN112955274B (zh) | 2023-11-07 |
| JPWO2020090906A1 (ja) | 2021-09-24 |
| JP7368373B2 (ja) | 2023-10-24 |
| CN112955274A (zh) | 2021-06-11 |
| TW202026082A (zh) | 2020-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102697700B1 (ko) | 레이저 가공 장치 | |
| TWI825210B (zh) | 雷射加工裝置 | |
| TWI834747B (zh) | 雷射加工裝置 | |
| KR102925883B1 (ko) | 레이저 가공 장치 | |
| CN115461182B (zh) | 激光加工头及激光加工装置 | |
| JP7402814B2 (ja) | レーザ加工ヘッド及びレーザ加工装置 | |
| KR102735020B1 (ko) | 레이저 가공 장치 | |
| KR102776517B1 (ko) | 레이저 가공 장치 |