RU2353469C2 - Method of cast receiving and facility for its implementation - Google Patents
Method of cast receiving and facility for its implementation Download PDFInfo
- Publication number
- RU2353469C2 RU2353469C2 RU2007116674/02A RU2007116674A RU2353469C2 RU 2353469 C2 RU2353469 C2 RU 2353469C2 RU 2007116674/02 A RU2007116674/02 A RU 2007116674/02A RU 2007116674 A RU2007116674 A RU 2007116674A RU 2353469 C2 RU2353469 C2 RU 2353469C2
- Authority
- RU
- Russia
- Prior art keywords
- mold
- casting
- model
- metal
- furnace
- Prior art date
Links
Images


Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
Description
Изобретение относится к машиностроению, а именно к литейному производству сложных отливок из цветных металлов, например блока-картера легкого двигателя внутреннего сгорания повышенной мощности (ДВС).The invention relates to mechanical engineering, namely to the foundry of complex castings of non-ferrous metals, for example, the crankcase of a lightweight internal combustion engine of high power (ICE).
Литье получают на песчаных стержнях в одноразовых земляных формах.Casting is obtained on sand rods in disposable earthen forms.
Недостатком технологии являются трудоемкость; затраты только на отливку цилиндрового Б-картера дизеля Д-20 по данным отд. гл. металлурга «Барнаул Трансмаш» составляют 150 н./часов. Преобладают ручной труд, вредность.The disadvantage of technology is the complexity; the cost of only casting a cylinder B-crankcase diesel D-20 according to the Department. ch. the metallurgist Barnaul Transmash is 150 n./hours. Manual labor, harmfulness prevail.
Отливка 6-цилиндрового Б-картера 360 кг. После механической обработки поступает на сборку вместе с комплектующими 110 кг. 250 кг возврата.Casting of a 6-cylinder B-crankcase 360 kg. After machining, 110 kg is supplied to the assembly with components. 250 kg return.
При литье в землю до 50% брака: коробление, пористость, трещины, раковины, неметаллические включения, плохая чистота поверхностей и структура металла в сравнении с литьем под высоким давлением, требующим последующей термической обработки. Завышенная толщина стен не обеспечивает надежной мощности ДВС. Низкая культура производства.When casting into the ground up to 50% of marriage: warpage, porosity, cracks, sinks, non-metallic inclusions, poor surface cleanliness and metal structure in comparison with high-pressure casting requiring subsequent heat treatment. Excessive wall thickness does not provide reliable ICE power. Low production culture.
В советское время по заказу завода в Чехословакии попытки отливать Б-картер на песчаных стержнях в форме кокиль не дали результата.In Soviet times, by order of a plant in Czechoslovakia, attempts to cast B-sumps on sand rods in the shape of a chill mold did not yield results.
См. Степанов Ю.А. и др. Технология литейного производства. М., 1983 г., с. 202-203.See Stepanov Yu.A. and other foundry technology. M., 1983, with. 202-203.
Прототип. Известно изобретение: Малышев В.И. «Способ получения отливок и устройство для его осуществления».Prototype. Known invention: V. Malyshev "A method of producing castings and a device for its implementation."
Патент №2051005 зарегистрирован в государственном реестре изобретений 27 декабря 1995 г.Patent No. 2051005 is registered in the state register of inventions on December 27, 1995.
Способ получения отливок включает изготовление формы по разовой модели, удаление модели, заливку металла, извлечение отливки путем разрушения формы. После удаления модели заполняют форму литьем под низким давлением металлом отливки. Жидкую модельную массу удаляют из формы в одном месте, заполняют металлом отливки из печи в другом, что усложняет технологический процесс литья в выплавляемую форму для получения больших и сложных отливок.A method for producing castings includes making a mold according to a one-time model, removing the model, pouring metal, extracting the cast by breaking the mold. After removal of the model, the mold is filled by casting under low pressure with the metal casting. The liquid model mass is removed from the mold in one place, metal is cast from the furnace in another, which complicates the casting process to produce large and complex castings.
Установка для получения отливок содержит обогреваемый тигель с материалом формы, индуктор тока высокой чистоты (ТВЧ), охлаждаемый водой, тигель, закрепленный на кронштейне, гибкие шланги с электропроводами, шланги подачи вакуума и сжатого воздуха, с проводами средств контроля давления и температур, находящихся в условиях знакопеременного перемещения, что ограничивает возможность получения, например, таких отливок, как многоцилиндровые блок-картеры ДВС.The installation for producing castings contains a heated crucible with mold material, a high-purity current inductor (HDTV), water-cooled, a crucible mounted on an arm, flexible hoses with electric wires, vacuum and compressed air hoses, with wires for pressure and temperature control devices located in conditions of alternating movement, which limits the possibility of obtaining, for example, such castings as multi-cylinder engine block crankcases.
С целью упрощения и улучшения технологического процесса производства литья высокого качества, экономии металла, повышения производительности, улучшения экологических условий разработана установка, содержащая корпус для размещения модели, создающая полости на величину стен формы; емкость для размещения материала формы; корпус смонтирован на плавильной печи литья под низким давлением.In order to simplify and improve the technological process of producing high-quality castings, save metal, increase productivity, and improve environmental conditions, an installation was developed that contains a housing for placing the model, creating cavities for the size of the mold walls; capacity for placement of mold material; the housing is mounted on a low pressure casting furnace.
Установка снабжена средствами:The installation is equipped with:
1. Охлаждения-нагрева.1. Cooling-heating.
2. Вакуумным и воздушным оборудованием, механическая работа производится электроприводом по отработанной схеме. Не показано.2. Vacuum and air equipment, mechanical work is carried out by an electric drive according to a proven scheme. Not shown.
Техпроцесс, контроль движения и режима температур осуществляются электроникой, процессом с числовым программным управлением (ЧПУ).The manufacturing process, motion control and temperature control are carried out by electronics, a process with numerical program control (CNC).
Способ получения отливок. В корпус загружают модель, расплавленным материалом заполняют полости, после кристаллизации поддерживают температуру формы выше, чем температура плавления модели. После удаления модельной массы форму охлаждают.A method of producing castings. The model is loaded into the housing, the cavities are filled with molten material, after crystallization, the mold temperature is maintained higher than the melting temperature of the model. After removal of the model mass, the mold is cooled.
При заливке металла температуру плавления формы сдерживают охлаждением до кристаллизации отливки. В результате теплообмена недостающее тепло для плавления формы восполняется электронагревом. По окончании техпроцесса отливку извлекают, из нее удаляют модельную оснастку, делают низкий отпуск, направляют на механическую обработку.When pouring metal, the melting temperature of the mold is restrained by cooling until the casting crystallizes. As a result of heat transfer, the missing heat for melting the mold is filled with electric heating. At the end of the manufacturing process, the casting is removed, model equipment is removed from it, a low tempering is made, and sent for machining.
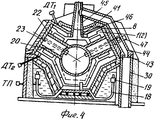
Предлагаемый способ получения отливок и устройство для его осуществления иллюстрируется чертежами, где на фиг.1 представлен общий вид установки, заливка металлов в форму снизу; на фиг.2 - продольный разрез корпуса с выплавляемой формой; на фиг.3 - схема электропривода включения/отключения вакуума и давления сжатого воздуха; на фиг.4 показан вид литья в форму сверху, корпус может быть установлен с подставкой на полу, уровнем выше нахождения, например, плавильной печи-миксера.The proposed method for producing castings and a device for its implementation is illustrated by drawings, where Fig. 1 shows a general view of the installation, pouring metals into a mold from below; figure 2 is a longitudinal section of a housing with a lost shape; figure 3 is a diagram of an electric drive enable / disable vacuum and pressure of compressed air; figure 4 shows a top view of injection molding, the housing can be installed with a stand on the floor, a level higher than, for example, a melting furnace mixer.
На фиг.1 показаны 2 (1) 2 - модель, а на фиг.3 1 (2) - отливка, корпус 3 имеет кругом двойные стены, состоит из основания (остов), и в верхней части по разъему 4 установлена крышка. Поверхности внутренних стен и металлической оснастки по модели 2 в корпусе 3 создают полости 5 для литья формы 6. Позиция 7 - разделительная термозащитная краска после удаления моделей остается на поверхности формы 6 и после выплавки формы на поверхностях отливки; 8 - плита размещения электромеханического привода управления вакуумом и сжатым воздухом, 9 - уплотнитель разъема 4, фиг.3, 10 - подъемный механизм, закрывает усилием давления крышки корпуса 3; 11 - обогреваемая емкость хранения материала формы 6, 12 - индуктор является как нагревателем, так и холодильником, встроенным между стенами в основании корпуса 3; 13 - вход сжатого воздуха в емкость 11 литья формы под низким давлением; 14 - верхний холодильник фиг.1, материал формы в жидком виде показан на фиг.1-2, позиция 15; 16 - теплоизолированная металлическая оснастка для сборки модели блок-картера, в виде осевой трубы, к которой подводятся цилиндры, заменяющие стержни. 17 - правые и левые трубы (литники) литья формы в емкости 11 фиг.1; 18 - сливные трубы фиг.4 для удаления из полости 5 жидкой фазы формы 6. 19 - нагреватели сопротивления емкости 11; 20 - стены на концах трубы оснастки в модели; 21 - цилиндры, оформляющие внутренние поверхности формы 6 фиг.1; 22 - крышки цилиндровых левого и правого блоков на корпусе 3; 23 - электронагреватели (холодильники) внутри модельной оснастки; 24 - холодильники, проставленные в модели; 25 - тепловое реле; 26 - теплоизоляция стен; 27 - электронагреватель 23 (холодильник), индуктор тока высокой частоты; 28 - ввод и 29 - выход, охлаждается водой; 30 - труба-литник в печи. 31 - фиг.1 печь для литья под низким давлением.In Fig. 1, 2 (1) 2 is shown as a model, and in Fig. 3 1 (2) is a cast, the
Внизу корпуса ввернут кран, который открывает и закрывает выход жидких материалов соответственно модели и отливки.At the bottom of the casing, a valve is screwed that opens and closes the outlet of liquid materials, respectively, of the model and casting.
На фиг.2 32 - пробка покрыта противопригарной оболочкой, открывается под давлением литья, закрывается разрежением или магнитом в трубе 30.In Fig.2 32 - the cork is coated with a non-stick casing, opens under casting pressure, closes by vacuum or magnet in the
На фиг.3 цилиндровая плита 33 - каналы прохождения при вакуумировании и подаче сжатого воздуха 34-35, сообщающая полость между каналами 35, знакопеременного действия кран 37, закрывающий воздух, открывающий вакуум и наоборот открывающий электромагнитом 38 воздух 39 и закрывающий вакуум 40.In Fig. 3, the
Подача охлажденного воздуха в цилиндры модельной оснастки осуществляется по воздуховоду - 41. Электромагнит соленоид - 42 включения продувки, охлаждения, удаления тепла в оснастке 2 фиг.1.The supply of cooled air to the cylinders of model equipment is carried out through the duct - 41. Electromagnet solenoid - 42 include purge, cooling, heat removal in the
На фиг.4 показан вариант заливки металла в форму сверху вниз. 43 - муфта соединяет трубу 30 с трубой 44 и трубу 44 с трубой 45, охлаждаемые холодильником 46. Кран 47 открывает заливку формы металлом, закрывает, обеспечивает выплавку модели. Удаление расплава модельной массы из формы вакуумом осуществляется насосом при открытом кране на трубе 45 фиг.4 (не показан).Figure 4 shows a variant of pouring metal into the mold from top to bottom. 43 - the coupling connects the
Конечное заполнение полостей материалом формы контролируется датчиком уровня ДУ1, сигнал заполнения формы 5 металлом отливки передается на пульт датчиком ДУ2. Разность температур в разных местах формы (отливки) выравнивается проставленными холодильниками 24, в их числе холодильником является модельная оснастка 15(2) ПГ - вход воды охлаждения, ВГ - выход, охлаждение может осуществляться воздухом фиг.2. На фиг.4 отмечены ДТ1 - датчик температуры крышки, ДТ2 - датчик температуры остова корпуса 3 и ТП - термопара контроля за температурой в емкости 11 фиг.1-4.The final filling of the cavities with the mold material is controlled by the DU 1 level sensor, the signal of filling the
Количество датчиков и термопар определяется требованием условий контроля над температурами литья.The number of sensors and thermocouples is determined by the requirement of control conditions for casting temperatures.
Осуществление изобретения, техника и технология, выполняется следующим образом: в емкости 11 в готовности содержат расплавленный материал 15 формы 6, модель закрепляют снизу к крышке, помещают в основание корпуса 3, герметичность по разъему 4 создают уплотнителем 9 фиг.3, закрытие и открытие корпуса осуществляется пневномеханизмом 10 фиг.1. Модель в корпус входит свободно, зазоры образуют полость 5 литья формы 6. Внутренние поверхности корпуса и наружные поверхности модельной оснастки 16 обеспечивают жесткость, также служат естественным холодильником кристаллизации формы (подобно кокилю), дополнительно система снабжена водоохлаждением и нагревом, т.е. индуктором электротока переменной частоты от 50-450 Гц.The implementation of the invention, technique and technology, is as follows: in the
Включением крана 37 открывают выход 40, разрежением удаляют газ из полостей 5, в резервуар вакуум-насоса (не показано) фиг.3 по рассредоточенным трубам-литникам 17 всасывается из емкости 11 в полости 5 расплав 15 фиг.1, заливка материала формы 6 происходит равномерно со всех сторон модели направлено как вниз, так и вверх, начиная от отметки 20 фиг.1. При заполнении полостей 5 реле отключает вакуум 40, при этом после выдержки времени создается вакуум в емкости выплавки материала модели. До завершения кристаллизации формы 6 в емкости 11 поддерживается давление в литниках 17 сжатым воздухом. Для выплавки модели открывают кран (не показан), под действием вакуумного разрежения удаляется из формы 6 вся жидкая масса без остатка. Попадание жидкой фазы модели в печь 31 устраняется пробкой (клапаном) в магнитной муфте 32 трубы 30 фиг.1.By turning on the valve 37,
В полученную форму 6 заливают металл отливки 1 из печи 31 по трубопроводу 30 под действием давления сжатого воздуха на расплав в печи 31. Металл по трубопроводу 30 (один или два) открывает пробку 32, с вакуумным разрежением в форме полость заполняется металлом отливки 1. Для лучшего способа заливки в выбранных местах формы (литья крупных отливок) увеличивают количество труб 30, соответственно муфт с пробками, пробка закрывает попадание жидкой фазы модели 2 в печь и открывает под давлением проход металла отливки в форму. При заполнении формы металлом ДУ2 датчик реле отключает в правой и левой частях корпуса вакуум 40 фиг.2-3, реле управления включает холодильник оснастки 23 и верхний холодильник 14 охлаждения нагревателя 12 фиг.1, выполненный из гнутых по месту медных труб, охлаждаемых водой (или графитовый). При включении электротока индуктор служит при необходимости нагревателем, является основным холодильником, охлаждаемым водой, 14, 23, 12 звенья одного устройства охлаждения, вход 28 и выход 29 показаны на фиг.2.The
Термическое напряжение сдерживает разделительная термозащитная краска, после выплавки модели остается на поверхностях формы и после выплавки формы на отливке. Температуру плавления формы сдерживают охлаждением до кристаллизации отливки, в результате теплообмена в исключительном случае недостающее тепло для выплавки формы (отработки параметров) восполняется электронагревом.Thermal tension is restrained by the separation heat-protective paint, after smelting the model remains on the surfaces of the mold and after the smelting of the mold on the casting. The melting temperature of the mold is restrained by cooling until the casting crystallizes; as a result of heat exchange, in the exceptional case, the missing heat for mold smelting (working off the parameters) is replenished by electric heating.
Для некоторых цветных сплавов с t пл. ~500-700°С в качестве выплавляемых форм используют некондиционные легкоплавкие сплавы, их улучшают переработкой. Материал формы должен быть очищен от различных добавок, придающих свойства, такие как износостойкость, антикоррозийные свойства, магнитность и немагнитность, жаростойкость и др. Хорошо очищен от водорода, окислов и различного рода включений, образующих угар.For some non-ferrous alloys with t pl. ~ 500-700 ° C. Non-standard low-melting alloys are used as the lost-water form; they are improved by processing. The mold material must be cleaned of various additives that impart properties, such as wear resistance, anticorrosion properties, magnetism and non-magnetism, heat resistance, etc. It is well cleared of hydrogen, oxides and various kinds of inclusions that form carbon monoxide.
Материал формы должен обладать высокой жидкотекучестью, теплопроводностью, минимальным интервалом кристаллизации и иметь плотность и жизнеспособность для многоразового использования. Не должен содержать дефицитных компонентов, а технологии его приготовления и изготовления из него форм должны быть просты.The mold material should have high fluidity, thermal conductivity, a minimum crystallization interval and have density and viability for reusable use. It should not contain scarce components, and the technology for its preparation and manufacture of forms from it should be simple.
Для приготовления материала для выплавляемых форм взяты за основу следующие исходные сплавы с минимальной t плавления:For the preparation of material for investment casting, the following initial alloys with a minimum melting t are taken as a basis:
1. Алюминиевые сплавы с t пл. 447-449°С.1. Aluminum alloys with t pl. 447-449 ° C.
2. Магниевые сплавы с t пл. 400-439°С.2. Magnesium alloys with t pl. 400-439 ° C.
3. Цинковые сплавы с t пл. 386-410°С.3. Zinc alloys with t pl. 386-410 ° C.
Вместо сплавов из цветных металлов, использующих для изготовления выплавляемых форм, применяют пластмассы. Приготовлением формовочных составов получают исходный материал, например Поликарбонат t пл. 280-320°С, компонент ВаСе2-хлорид бария t пл. 958°С, плотность 3,86 г/см3, смесь t пл. ~390-410°С и др.Instead of alloys of non-ferrous metals, which are used for the manufacture of investment molds, plastics are used. By preparing the molding compositions, a starting material is obtained, for example, Polycarbonate t pl. 280-320 ° C, component BaCe2-barium chloride t pl. 958 ° C, density 3.86 g / cm 3 , mixture t pl. ~ 390-410 ° С, etc.
В зависимости от требований к качеству отливок и характера производства (единичное, серийное, массовое) те или иные свойства модельного состава становятся наиболее важными, определяющими.Depending on the requirements for the quality of castings and the nature of production (single, serial, mass), certain properties of the model composition become the most important, determining.
Исходными материалами для модельных составов, выплавляемых теплом формы, являются как цветные сплавы, так и пластмассы t пл. ~390-410°С.The starting materials for model compositions melted by mold heat are both non-ferrous alloys and plastics t pl. ~ 390-410 ° C.
Наиболее приемлемый материал для модели 2 отливки 1 t пл. 638°С, фиг.1, выбран карбамид CO(NH2)2 - полный амид угольной кислоты - кристаллический, он плавится при t пл. 129-134°С и обладает в расплавленном состоянии высокой жидкотекучестью, т.е. хорошо заполняет пресс-форму. После затвердевания образует прочную и точную модель.The most acceptable material for casting
Усадка карбамида ниже 0,1%. При нагреве карбамид не имеет стадии размягчения, поэтому модели не деформируются вплоть до -100°С.Urea shrinkage is below 0.1%. When heated, the urea does not have a softening stage, so the models do not deform up to -100 ° C.
На фиг. позиция 2(1) модель собрана из 4 деталей, сопряженных в сечении диаметров и в стенках между ними, и двух сложных концевых элементов, изготовляемых литьем в пресс-формах. При выплавке модели расплав сливается в подогретую емкость, представляющую собой устройство, состоящее из нижней обогреваемой емкости и верхней вакуумной зоны, разделенных между собой поворотной заслонкой. При закрытой заслонке разрежение всасывает модельный расплав из формы, при открытой заслонке состав сливается в накопительную часть и вновь при закрытой заслонке разрежением в форме под регулируемым давлением, поочередно по движущему кругу, состав по короткому трубопроводу заполняет охлаждаемую пресс-форму, где и кристаллизуется (не показано). После сборки модели с оснасткой на нее наносят термозащитную краску ~0,2 мм или легирующие элементы - теллур, хром и др.In FIG. Position 2 (1) of the model is assembled from 4 parts conjugated in the cross section of the diameters and in the walls between them, and two complex end elements manufactured by injection molding. When the model is smelted, the melt is poured into a heated tank, which is a device consisting of a lower heated tank and an upper vacuum zone, separated by a rotary damper. When the shutter is closed, the vacuum draws the model melt from the mold, when the shutter is open, the composition is merged into the storage part and again, when the shutter is closed, the dilution in the mold under adjustable pressure, alternately along the moving circle, the composition fills the cooled mold through a short pipeline, where it crystallizes (does not shown). After assembling the model with accessories, heat-protective paint ~ 0.2 mm or alloying elements - tellurium, chrome, etc. are applied to it.
Широко применяемые литейные сплавы: алюминиевые, у которых t пл. от 447 до 449°С, АЛ23, АЛ21-1, АЛ13, АЛ22, АЛ23-1 и др. Так, сплав АЛ8, содержащий 9,5% mg, t пл. 449°С, интервал кристаллизации 610-450°С, t литья 670-710°С.Widely used cast alloys: aluminum, in which t pl. from 447 to 449 ° C, AL23, AL21-1, AL13, AL22, AL23-1 and others. So, the AL8 alloy containing 9.5% mg, t pl. 449 ° C, crystallization interval 610-450 ° C, casting t 670-710 ° C.
Цинковые сплавы: ЦАМ10-5, ЦАМ-9-1,5, ЦАМ-4-3, ЦАМ-4-1 и др. t пл. от 386 до до 410°С, плотность 6,2-6,7 г/см3.Zinc alloys: TsAM10-5, TsAM-9-1.5, TsAM-4-3, TsAM-4-1, etc. t. Pl. from 386 to 410 ° C, a density of 6.2-6.7 g / cm 3 .
Магниевые сплавы: МЛ4, МЛ4п4, МЛ6 t пл. 400°С, МЛ5 t пл. 430°С, плотность 1,78 г/см3 и др. Для литья указанных сплавов подбирают материал формы с учетом температур плавления, кристаллизации и заливки, например применяют Полиамид 66 (ПА 66) t пл. 260-320°С, Поликарбонат t пл. 280-320°С, и др. к ним составляющие BaCO-карбонат бария t пл. 847°С, плотность 4,3 г/см3, Ba(NO3)2-нитрат бария t пл. 592°С, плотность 3,24 г/см3.Magnesium alloys: ML4, ML4p4, ML6 t pl. 400 ° C, ML5 t pl. 430 ° C, density 1.78 g / cm 3 , etc. For casting the indicated alloys, the mold material is selected taking into account the melting, crystallization and pouring temperatures, for example, Polyamide 66 (PA 66) t pl. 260-320 ° C, Polycarbonate t pl. 280-320 ° С, and others. The constituent BaCO-barium carbonate t pl. 847 ° C, density 4.3 g / cm 3 , Ba (NO 3 ) 2 -barium nitrate t pl. 592 ° C, density 3.24 g / cm 3 .
По данным массы отливки (Алюминий АЛ8) 120 кг размеров объема, а также модели и оснастки толщины стенок и базы, сложности конфигурации, температур плавящихся материалов модели и формы, скорости охлаждения системы, кристаллизации. Исходным материалом для модельного состава, лучший церозин - синтетический марки 90-100-110, т.е. t пл. 90-100-110°С, Полиамид П6. t пл. 100-110°С.According to the mass of the casting (AL8 Aluminum), 120 kg of volume dimensions, as well as models and accessories of wall and base thicknesses, complexity of configuration, temperatures of melting materials of the model and shape, cooling rate of the system, crystallization. The starting material for the model composition, the best cerosin is a synthetic grade 90-100-110, i.e. t square 90-100-110 ° C, Polyamide P6. t square 100-110 ° C.
Изготовленные модельные составы классифицируют по составу в зависимости от содержания основных компонентов; по свойствам в зависимости от прочности, температуры плавления и температур кристаллизации, жидкотекучести, теплостойкости, теплопроводимости и др. свойств.Manufactured model compounds are classified by composition depending on the content of the main components; according to properties depending on strength, melting point and crystallization temperatures, fluidity, heat resistance, heat conductivity and other properties.
На фиг.1 показан формовочно-литейный теплоизолированный корпус 3, стальной разъемный, внутри облицован теплопроводным слоем, покрыт огнеупорной краской. В корпусе помещена выплавляемая модель 2 алюминиевой отливки 1. В корпус входит свободно, зазоры образуют полость 5 литья формы 6. Внутренние поверхности корпуса и наружные поверхности модельной оснастки 16 также служат естественным холодильником кристаллизации формы, дополнительно корпус снабжен водоохлаждением и нагревом, т.е индуктором электротока переменной частоты от 50 до 450 Гц.Figure 1 shows a molding and casting
Так, на формовочном литейном участке автоматизированный технологический процесс получения очередной отливки односменного или суточного непрерывного производства начинается и заканчивается заменой отливки моделью и т.д. Например, включением печи 31 со сплавом АЛ27 t пл. 638°С, расплав t заливки 680-685°С, при этом в хорошо теплоизолированной емкости 11 сплав или состав, поликарбонат компонент хлорид бария t пл. 390-410°С, содержится в расплавленном состоянии, материал модели карбамид t пл. 129-139°С, модель покрыта защитным слоем ~0,2 мм розовой кокильной краской.So, at the molding foundry, an automated technological process for obtaining the next casting of single-shift or daily continuous production begins and ends with the replacement of the casting by a model, etc. For example, the inclusion of a furnace 31 with an alloy AL27 t pl. 638 ° C, melt t fill 680-685 ° C, while in a well-insulated
При получении отливки из магниевых сплавов МЛ4 или МЛ6 t пл. 400°С, t заливки 450°С их тепла для выплавки формы t пл. 320°С недостаточно. Дополнительно применение ускоренного подогрева током высокой частоты нецелесообразно. ТВЧ используется для непредвиденных случаев. В данном случае t пл. формы снижают до t пл. ~250-260°С или заменяют соответствующим материалом. После первой отливки вторую выплавку модели и т.д. осуществляют сохраняющимся теплом выплавленного материала формы. В новой технологии «Отливки в выплавляемых формах по выплавляемым моделям» форма выплавляется теплом залитого металла отливки, а модель выплавляется теплом материала формы, расплавленной отливкой; в этом способе электроэнергия затрачивается только на плавку материала отливки (подготовленной соответствующим образом) до указанной t заливки.Upon receipt of castings from magnesium alloys ML4 or ML6 t pl. 400 ° С, t pouring 450 ° С of their heat for smelting the mold t pl. 320 ° C is not enough. Additionally, the use of accelerated heating by high-frequency current is impractical. HDTV is used for contingencies. In this case, t pl. forms are reduced to t pl. ~ 250-260 ° C or replace with appropriate material. After the first casting, the second smelting of the model, etc. carry out the remaining heat of the molten material of the mold. In the new technology “Lost wax castings”, the mold is melted by the heat of the cast metal of the cast, and the model is melted by the heat of the mold material, the molten cast; In this method, electricity is expended only on the smelting of the casting material (prepared appropriately) before the indicated t pouring.
Прямое короткое литье по трубе из печи в форму, разрежением в форме и регулирующим давлением на зеркало расплава в печи сжатого воздуха создает возможность получать отливки высокого качества кратчайшим путем, а также избежать перегрев сплавов на 180-200°С, обеспечить минимальную t заливки и интервал кристаллизации литья.Direct short casting through a pipe from the furnace to the mold, by cutting in the mold and regulating the pressure on the melt mirror in the compressed air furnace creates the opportunity to obtain high-quality castings in the shortest way, as well as to avoid overheating of the alloys by 180-200 ° C, to ensure a minimum casting t and interval crystallization casting.
Алюминиевая отливка 1 фиг.1, 2 блок-картер легкого двигателя внутреннего сгорания (ДВС) повышенной мощности, сплав АЛ 8 t пл. 449°С нагревают до t заливки 500°С. Состав формы ПА66 полиамид t пл. 260°С. Модель карбамид кбП, t пл. 90°С. После расплава модели ее массу удаляют из формы разрежением в емкости модельного материала для повторного использования. Форму охлаждают (водяное охлаждение), создают вакуум, затем разрежением с регулируемым давлением на расплав в печи осуществляют заливку в форму металла отливки, t формы сдерживают охлаждением до образования корки отливки, давление сжатого воздуха на расплав в печи обеспечивает подпитку, исключающую усадку. При достижении кристаллизации отливки 450°С расплав формы сливают с применением разрежения в емкости 11 при t~365-370°С.Aluminum casting 1 figure 1, 2 block crankcase of a light internal combustion engine (ICE) of increased power, alloy AL 8 t pl. 449 ° C is heated to a fill t of 500 ° C. The composition of the form PA66 polyamide t pl. 260 ° C. Model carbamide KBP, t pl. 90 ° C. After the melt of the model, its mass is removed from the mold by rarefaction in the capacity of the model material for reuse. The mold is cooled (water cooling), a vacuum is created, then pouring the casting metal into the mold is performed by rarefaction with controlled pressure on the melt in the furnace, the molds are restrained by cooling until the crust of the casting is formed, the compressed air pressure on the melt in the furnace provides recharge that prevents shrinkage. When casting crystallization reaches 450 ° C, the mold melt is poured using vacuum in the
Температура плавления модели и формы, интервал теплот кристаллизации формы и отливки, может быть уменьшена или увеличена, окончательно определена в процессе отработки параметров технологии двойного литья.The melting temperature of the model and mold, the range of heats of crystallization of the mold and casting, can be reduced or increased, finally determined in the process of testing the parameters of the double casting technology.
Литье под регулируемым давлением применяют для получения крупных отливок 1, 6 или 10 цилиндровый блок-картер массы 120 и 200 кг из алюминиевого сплава. Расплавленный металл из плавильной печи 31 (тигля) под давлением инертного газа или воздуха от 1-3-5 атм кгс/см2 выжимается по металлопроводу 30 в холодную полость формы 6, где кристаллизуется. Давление инертного газа должно быть невысоким по той причине, что площадь зеркала расплава в печи 31 во много раз больше площади металлопровода 30. Незначительное перемещение металла в печи 31 вызывает высокий подъем жидкого металла внутри металлопровода и в литейной форме. Аналогичный процесс выполняется и при литье формы 6.Adjustable pressure casting is used to produce large castings of 1, 6 or 10 cylinder block crankcase weighing 120 and 200 kg of aluminum alloy. The molten metal from the melting furnace 31 (crucible) under pressure of inert gas or air from 1-3-5 atm kgf / cm 2 is squeezed through the
Литьем вакуумным всасыванием получают отливки как из цветных сплавов (бронзы, латуни) плотностью 10,2 г/см3, так и крупные алюминиевые отливки плотностью 2,7 г/см3. Внутри формы напрямую или через ресивер вакуум-насосом создается разрежение, и расплавленный металл из печи 31 втягивается внутрь холодной формы, где кристаллизуется. Форма выплавляется теплом отливки. Кристаллизация отливки происходит последовательно от холодной стенки к центру, поэтому отсутствуют раковины, пористость и хорошо удаляются газы. При литье под регулируемым давлением вакуумным всасыванием не расходуется металл на прибыли и литниковую систему. Литье вакуум -всасыванием совместно с литьем под давлением, способ (литья в выплавляемую форму) является самым прогрессивным методом литейного производства.Casting by vacuum absorption gives castings of both non-ferrous alloys (bronze, brass) with a density of 10.2 g / cm 3 and large aluminum castings with a density of 2.7 g / cm 3 . Inside the mold, a vacuum is created directly or through the receiver by a vacuum pump, and the molten metal from the furnace 31 is drawn into the cold mold, where it crystallizes. The mold is smelted by casting heat. Crystallization of the casting occurs sequentially from the cold wall to the center, so there are no shells, porosity and gases are well removed. When casting under controlled pressure by vacuum suction, metal is not consumed for profit and the gating system. Vacuum casting with suction in conjunction with injection molding, the method (investment casting) is the most advanced foundry method.
Высокая точность отливок достигается тем, что форма не имеет разъема, отсутствуют стержни, а тепловое расширение формы исключено, ограничено стальным корпусом и металлической модельной оснасткой, а также давлением на заливку расплава материала формы, для удаления оснастки из отливки предусмотрены притупленные выступы в разных точках, создающие условия легкой выпрессовки всех элементов модельной оснастки.High precision of castings is achieved by the fact that the mold does not have a connector, there are no rods, and thermal expansion of the mold is excluded, limited by the steel body and metal model equipment, as well as by the pressure to fill the mold material melt, blunt protrusions at various points are provided to remove the equipment from the casting, creating conditions for easy extrusion of all elements of model equipment.
На литейном участке автоматизированный процесс начинается и заканчивается заменой отливки моделью и т.д. По совокупности вакуум-давление в печи и регулируемое давление на расплав формы, нагреваемый в любом случае теплом залитого металла отливки под давлением, исключают возможность диспергированных пор (сжатый воздух), что имеет место в отливке, полученной как литьем высокого давления поршнем, так и при литье в автоклаве под давлением сжатого воздуха 4-5 атм на отливку, получаемую литьем на песчаных стержнях в земляной форме. Делают заливку металла в форму (автоклав) рафинированный перегретый на 230-250°С, привозимого талью вручную за 150 м с возвратом за сплавом 5-6 раз к раздаточной печи.At the foundry, an automated process begins and ends with the replacement of the casting by a model, etc. Collectively, the vacuum pressure in the furnace and the controlled pressure on the mold melt, heated in any case by the heat of the cast metal under pressure, exclude the possibility of dispersed pores (compressed air), which takes place in castings obtained by high pressure casting by a piston, and when autoclave molding under pressure of compressed air 4-5 atm per casting obtained by casting on sand rods in earthen form. The metal is poured into a mold (autoclave) refined superheated at 230-250 ° C, brought manually by melt for 150 m and returned to the transfer furnace 5-6 times after the alloy.
Попытки избежать брака, показать только годное литье. Например, алюминиевая отливка фиг.1 (2) 6-цилиндрового блок-картера, полученная литьем на песчаных стержнях в земляной форме, имеет вес 350 кг, а литьем в выплавляемой форме без прибылей с упрощенной литниковой системой - 120 кг. Известно, что без прибылей и сложной массивной литниковой системы получить сложную ответственную отливку нельзя. При заполнении литейной формы жидким металлом разлагается влага, находящаяся в формовочной смеси, выгорают связующие вещества из формы и стержней, выделяются газы из красок, которыми покрывают поверхности форм и стержней, что способствует образованию литейных дефектов - газовых раковин и пор. При заливке перегретого металла он поглощает воздух, образующий поры и раковины. Существуют усадочные раковины, коробление, горячие и холодные трещины, металлические и неметаллические включения, плохая чистота поверхностей и структура металла.Attempts to avoid marriage, show only suitable casting. For example, the aluminum casting of Fig. 1 (2) of a 6-cylinder block crankcase obtained by casting on sand rods in earthen mold has a weight of 350 kg, and investment casting without profit with a simplified gate system is 120 kg. It is known that without profits and a complex massive gate system, it is impossible to obtain a complex responsible casting. When filling the mold with liquid metal, the moisture in the molding mixture decomposes, the binders from the mold and cores burn out, gases are released from the paints that cover the surfaces of the molds and cores, which contributes to the formation of casting defects - gas sinks and pores. When pouring superheated metal, it absorbs air, forming pores and shells. There are shrinkage shells, warpage, hot and cold cracks, metallic and non-metallic inclusions, poor surface finish and metal structure.
По данным отдела гл. металлурга Барнаултрансмаш 1970 г. затраты на указанную отливку составляют 150 н./часов, тогда как по сравнительным расчетам затраты на отливку в выплавляемой форме составляют 6-7 часов, т.е. производительность выше в 20 раз.According to the department of Ch. the metallurgist Barnaultransmash 1970, the cost of the specified casting is 150 n./hours, whereas, according to comparative calculations, the cost of casting in the lost wax form is 6-7 hours, i.e. performance is 20 times higher.
Заливка материала формы из емкости 11 в полость 5, возврат расплава формы в емкость 11, где сохраняется тепло в корпусе 3, является самым прогрессивным способом изготовления литейной формы.Pouring mold material from the
Материал магниевый сплав, рафинированный при сублимации в вакууме, в нем устраняется полностью или частично газы, образующие окислы, гидриды и газообразующие продукты. Так, например, сплав MgSn, содержащий 16-18% олова (и др. примеси) плотностью 2,27 г/см3, t пл. 350-360°С, годен для многоразового использования. Алюминиевые, цинковые литейные легкоплавкие сплавы применяют без опасения. С учетом свойств и параметров потери в объеме материала формы 6 составят 1-3% при получении 25-30 отливок, чем можно пренебречь.The material is a magnesium alloy, refined by sublimation in a vacuum, it eliminates all or part of the gases forming oxides, hydrides and gas-forming products. So, for example, MgSn alloy containing 16-18% tin (and other impurities) with a density of 2.27 g / cm 3 , t pl. 350-360 ° C, suitable for reusable use. Aluminum, zinc foundry fusible alloys are used without fear. Given the properties and parameters, losses in the volume of the material of
Модели и формы, изготовляемые из полимерных литейных материалов, не дефицитны, обладают высокой жидкотекучестью, минимальным интервалом кристаллизации, т.е. состав хорошо заполняет пресс-форму (форму), затраты в 10-15 раз ниже, чем расходы на изготовление песчаных стержней земляных форм и стержней в формах кокиль.Models and molds made from polymer foundry materials are not scarce, have high fluidity, and a minimum crystallization interval, i.e. the composition fills the mold (mold) well, the costs are 10-15 times lower than the cost of manufacturing sand molds and mold rods.
Расходы электроэнергии на переплавку прибылей, литниковой системы, брака, перегрев для транспортировки, заливки старения, отжиг, подготовку свежих песков, регенерацию отработавших смесей, грубую механическую обработку (выбивку) и других операций, сумма всех затрат электроэнергии для получения отливки на песчаных стержнях в земляной форме обходится в шесть раз дороже, чем при получении отливки в выплавляемой форме по выплавляемой модели.The cost of electricity for the smelting of profits, gating system, marriage, overheating for transportation, pouring aging, annealing, preparation of fresh sand, regeneration of spent mixtures, rough machining (knocking out) and other operations, the sum of all the energy costs for casting on sand rods in earthen the mold is six times more expensive than when casting in the lost wax casting.
Способ позволяет получать простые, сложные, мелкие, средние, крупные заготовки или готовые детали высокого качества кратчайшим путем. Литье в выплавляемую форму создает рабочие места высокой культуры, делает предприятие экологически чистым. Может найти широкое применение на предприятиях: энергетического, транспортного, сельскохозяйственного машиностроения, в автомобильной, авиационной отраслях промышленности и ряде отраслей техники и предпринимательстве.The method allows to obtain simple, complex, small, medium, large blanks or finished parts of high quality in the shortest way. Lost wax casting creates jobs of high culture, makes the company environmentally friendly. It can be widely used in enterprises: power, transport, agricultural engineering, in the automotive, aviation industries and a number of industries and entrepreneurship.
Источники информацииInformation sources
1. Литейное производство Барнаултрансмаш.1. Foundry Barnaultransmash.
2. Б.Л Кузьмин и др. Технология металлов и конструкционные материалы. М.: Машиностроение, 1981 г.2. B. L. Kuzmin and others. Technology of metals and structural materials. M .: Engineering, 1981
3. Гини. Технология литейного производства, специальные виды литья. М., 2005 г.3. Gini. Foundry technology, special types of casting. M., 2005
4. Полимерные композиционные материалы: структура, свойства, технология. /Под редакцией академика Бермана Л.А. Санкт Петербург, 2008 г. и др.4. Polymer composite materials: structure, properties, technology. / Edited by Academician Berman L.A. St. Petersburg, 2008, etc.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2007116674/02A RU2353469C2 (en) | 2007-05-02 | 2007-05-02 | Method of cast receiving and facility for its implementation |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2007116674/02A RU2353469C2 (en) | 2007-05-02 | 2007-05-02 | Method of cast receiving and facility for its implementation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2007116674A RU2007116674A (en) | 2008-11-10 |
| RU2353469C2 true RU2353469C2 (en) | 2009-04-27 |
Family
ID=41019201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007116674/02A RU2353469C2 (en) | 2007-05-02 | 2007-05-02 | Method of cast receiving and facility for its implementation |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2353469C2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2660538C1 (en) * | 2015-05-22 | 2018-07-06 | Ниссан Мотор Ко., Лтд. | Method of casting under pressure with aspiration through choking |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2039629C1 (en) * | 1990-09-06 | 1995-07-20 | Хитчинер Мануфакчуринг, Ко., Инк. | Method of antigravity casting of molten metal and device for its carrying out |
| RU2051005C1 (en) * | 1988-07-04 | 1995-12-27 | Владимир Иванович Малышев | Method and device for manufacturing castings |
-
2007
- 2007-05-02 RU RU2007116674/02A patent/RU2353469C2/en not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2051005C1 (en) * | 1988-07-04 | 1995-12-27 | Владимир Иванович Малышев | Method and device for manufacturing castings |
| RU2039629C1 (en) * | 1990-09-06 | 1995-07-20 | Хитчинер Мануфакчуринг, Ко., Инк. | Method of antigravity casting of molten metal and device for its carrying out |
Non-Patent Citations (1)
| Title |
|---|
| ГАЛДИН Н.М. Цветное литье: Справочник. - М.: Машиностроение, 1989, с.400-407. * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2660538C1 (en) * | 2015-05-22 | 2018-07-06 | Ниссан Мотор Ко., Лтд. | Method of casting under pressure with aspiration through choking |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2007116674A (en) | 2008-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108531803B (en) | A kind of casting method of spheroidal graphite cast-iron valve body | |
| CN101569926B (en) | Method for casting aluminum piston with insert ring and cooling coil pipe | |
| CN102463326B (en) | Casting die for valve shell casting of marine diesel engine and casting process of valve shell | |
| CN101598585B (en) | Preparation method of aluminum alloy gas meter end cover | |
| KR102139349B1 (en) | Method for producing iron metal castings | |
| CN1326646C (en) | Vacuum pump impeller integral casting process | |
| CN103341621B (en) | Subsurface-flow casting method | |
| CN110465642B (en) | Casting method of cast iron cylinder sleeve for automobile engine | |
| CN104174819B (en) | The climb casting technique of machine third-level planetary frame of a kind of ocean platform | |
| CN102003299A (en) | Preparation method of aluminum alloy diesel engine body | |
| CN111940680B (en) | A forming method for ductile iron flywheel of medium-speed and high-power diesel engine | |
| CN101890490A (en) | Low-pressure casting process of metal pattern die pre-casting cylinder sleeve of V-shaped aluminum alloy cylinder body | |
| RU2353469C2 (en) | Method of cast receiving and facility for its implementation | |
| CN103691916A (en) | Casting method for protecting thin-wall casting from local isolated hot spot shrinkage | |
| CN108637216A (en) | A kind of aluminium alloy cylinder lid low-pressure casting process | |
| CN111468695A (en) | Inner chill process for improving shrinkage porosity of vermicular iron cylinder cover | |
| RU2361696C2 (en) | Method of casting receiving and device for its implementation | |
| CN106119631A (en) | Auto parts and components shell body die casting die material and processing method thereof | |
| CN105908071A (en) | Alloy material for manufacturing hammerhead by double-molten-metal compounding, pouring and molding sand forming and manufacturing method of double-molten-metal compounded hammerhead | |
| GB2448847A (en) | Lost-wax method associated with piezocrystallisation and a device for carrying out said method | |
| RU2404879C2 (en) | Method of casting and device to this end | |
| CN117047034B (en) | A method for controlling porosity and shrinkage cavities in large-size equiaxed superalloy castings | |
| CN117226073A (en) | Method for reducing shrinkage cavity and crack of nickel-based superalloy vacuum induction ingot | |
| CN108526439A (en) | A kind of shell structure that suction pouring ingate quickly solidifies | |
| RU2418651C2 (en) | Device to produce piston casting |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RH4A | Copy of patent granted that was duplicated for the russian federation |
Effective date: 20170816 |
|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20190503 |