KR20140042993A - Mail sorting system - Google Patents
Mail sorting system Download PDFInfo
- Publication number
- KR20140042993A KR20140042993A KR1020120109323A KR20120109323A KR20140042993A KR 20140042993 A KR20140042993 A KR 20140042993A KR 1020120109323 A KR1020120109323 A KR 1020120109323A KR 20120109323 A KR20120109323 A KR 20120109323A KR 20140042993 A KR20140042993 A KR 20140042993A
- Authority
- KR
- South Korea
- Prior art keywords
- motor
- detection
- belt
- detection signal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C3/00—Sorting according to destination
- B07C3/02—Apparatus characterised by the means used for distribution
- B07C3/06—Linear sorting machines in which articles are removed from a stream at selected points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C1/00—Measures preceding sorting according to destination
- B07C1/02—Forming articles into a stream; Arranging articles in a stream, e.g. spacing, orientating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C1/00—Measures preceding sorting according to destination
- B07C1/10—Sorting according to size or flexibility
- B07C1/14—Sorting according to length or width
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C3/00—Sorting according to destination
- B07C3/02—Apparatus characterised by the means used for distribution
- B07C3/08—Apparatus characterised by the means used for distribution using arrangements of conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/34—Devices for discharging articles or materials from conveyor
- B65G47/46—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sorting Of Articles (AREA)
- Control Of Conveyors (AREA)
Abstract
Description
실시 예는 우편물 구분 시스템에 관한 것으로서, 더욱 상세하게는 인입된 우편물을 크로스밸트의 설정 위치에 이동시키기 용이한 우편물 구분 시스템에 관한 것이다.The embodiment relates to a mail sorting system, and more particularly, to a mail sorting system that is easy to move incoming mail to a set position of the cross belt.
택배산업의 성장으로 인해서 소포물량이 증가하면서 소포물량이 매년 늘어나고 있다. 이에 따라, 우편집중국이나 물류센터에서는 우편물을 효율적으로 분류하기 위해서 우편물 구분 시스템을 사용한다. Due to the growth of the parcel delivery industry, parcel volumes have increased every year. Accordingly, a mail collection system or a distribution center uses a mail classification system to efficiently classify mail.
최근에는 우편물 처리용량을 높이기 위해서 크로스벨트타입, E-Tray 타입 등 새로운 구분장치가 개발되어 상용화되고 있다. Recently, new sorting devices such as cross belt type and E-Tray type have been developed and commercialized in order to increase the mail handling capacity.
우편물구분기에 대한 기술이 발달되면서 다양한 기능들이 적용되고 있는데, 그 중에서 크로스벨트타입은 우편물 리센터링 기능이 있다. 이 기능은 우편물이 크로스벨트로 공급되고 나서, 우편물의 위치가 크로스벨트 중심에서 벗어난 경우 센서나 비디오영상을 통해서 우편물 위치를 크로스벨트 중심으로 이동시키는 것이다.As the technology of the mail divider is developed, various functions are applied. Among them, the cross belt type has a mail recentering function. This function moves postal mail to the center of the crossbelt through sensors or video images when the postal mail is fed to the crossbelt and the postal mail is out of the crossbelt center.
하지만, 센서에 의한 리센터링 기능은 소포가 대각선방향으로 위치하거나 소포 면이 울퉁불퉁할 경우 소포의 현재 위치를 파악하기가 쉽지 않다. 비디오영상에 의한 리센터링 기능은 비용이 많이 들어갈 뿐만 아니라, 영상데이터를 처리하는 시스템이 추가로 개발되어야 하는 단점이 있다.However, the recentering function by the sensor is difficult to determine the current position of the parcel when the parcel is located diagonally or the parcel surface is uneven. The recentering function by video image is not only expensive, but also has a disadvantage that a system for processing image data must be further developed.
실시 예의 목적은, 인입된 우편물을 크로스밸트의 설정 위치에 이동시키기 용이한 우편물 구분 시스템을 제공함에 있다.An object of the embodiment is to provide a mail sorting system that is easy to move the incoming mail to the set position of the cross belt.
실시 예에 따른 우편물 구분 시스템은, 우편물을 해당 목적지 구분 위치까지 이송하는 크로스밸트와 연동된 모터를 구동하는 크로스밸트 구동부, 상기 크로스밸트 상에 상기 우편물을 이동시키는 컨베이어 밸트에 배치되어, 상기 우편물의 길이 및 측면위치 중 적어도 하나에 대응하는 검출신호를 출력하는 검출부 및 상기 검출신호를 기초로, 상기 크로스밸트 상의 설정 위치에 상기 우편물이 이동되도록 상기 모터의 회전속도 및 회전수 중 적어도 하나를 포함하는 모터제어신호를 상기 크로스밸트 구동부로 전달하는 제어부를 포함할 수 있다.Mail classification system according to an embodiment, the cross-belt drive unit for driving a motor interlocked with the cross-belt for transporting the mail to the destination destination location, disposed on the conveyor belt for moving the mail on the cross belt, A detection unit for outputting a detection signal corresponding to at least one of a length and a lateral position, and at least one of a rotation speed and a rotation speed of the motor to move the mail at a predetermined position on the cross belt based on the detection signal. It may include a control unit for transmitting a motor control signal to the cross belt driver.
실시 예에 따른 우편물 구분 시스템은, 크로스밸트로 우편물을 이동시키는 컨베이어 밸트에서 우편물의 길이 및 측면 위치를 검출하여, 크로스밸트와 연동되는 모터의 회전속도 및 회전수 중 적어도 하나를 조절하여 우편물이 크로스밸트의 설정 위치에 위치되도록 함으로써, 해당 목적지 구분 위치의 방출구에서 우편물이 방출되기 용이하며, 방출구의 폭을 축소시킬 수 있음으로써, 방출구의 설치 공간을 축소할 수 있으므로 공간 효율성 및 작업성을 증대시킬 수 있는 이점이 있다.Mail classification system according to the embodiment, by detecting the length and side position of the mail in the conveyor belt for moving the mail to the cross belt, by adjusting at least one of the rotational speed and the number of rotation of the motor linked with the cross belt cross the mail By being located at the set position of the belt, it is easy for mail to be discharged from the discharge port of the corresponding destination division position, and the width of the discharge port can be reduced, thereby reducing the installation space of the discharge port, thereby increasing space efficiency and workability. There is an advantage to this.
도 1은 실시 예에 따른 우편물 구분 시스템을 간략하게 나타낸 시스템도이다.
도 2는 도 1에 나타낸 우편물 구분 시스템의 단면을 간략하게 나타낸 단면도이다.
도 3은 실시 예에 따른 우편물 구분 시스템에 대한 제어구성을 나타낸 제어블록도이다.
도 4는 실시 예에 따른 우편물 구분 시스템의 동작방법을 나타낸 순서도이다.1 is a system diagram briefly showing a mail classification system according to an embodiment.
FIG. 2 is a cross-sectional view briefly showing a cross section of the mail classification system shown in FIG. 1.
3 is a control block diagram illustrating a control configuration of a mail classification system according to an embodiment.
4 is a flowchart illustrating a method of operating a mail classification system according to an embodiment.
실시 예의 구성 요소를 설명하는 데 있어서, 동일한 명칭의 구성 요소에 대하여 도면에 따라 다른 참조부호를 부여할 수도 있으며, 서로 다른 도면임에도 불구하고 동일한 참조부호를 부여할 수도 있다. 그러나, 이와 같은 경우라 하더라도 해당 구성 요소가 실시 예에 따라 서로 다른 기능을 갖는다는 것을 의미하거나, 서로 다른 실시 예에서 동일한 기능을 갖는다는 것을 의미하는 것은 아니며, 각각의 구성 요소의 기능은 해당 실시 예에서의 각각의 구성요소에 대한 설명에 기초하여 판단하여야 할 것이다.In describing the components of the embodiment, different reference numerals may be assigned to components having the same name in accordance with the drawings, and the same reference numerals may be given thereto even though they are different from each other. However, even in such a case, it does not mean that the corresponding component has different functions according to the embodiment, or does not mean that the different components have the same function. It should be judged based on the description of each component in the example.
또한, 실시 예를 설명함에 있어, 관련된 공지 구성 또는 기능에 대한 구체적인 설명이 본 발명의 요지를 흐릴 수 있다고 판단되는 경우에는 그 상세한 설명은 생략할 수 있다.In the following description of the embodiments, detailed description of known functions and configurations incorporated herein will be omitted when it may make the subject matter of the present invention rather unclear.
또한, 실시 예의 구성 요소를 설명하는 데 있어서, 제1, 제2, A, B, (a), (b) 등의 용어를 사용할 수 있다. 이러한 용어는 그 구성 요소를 다른 구성 요소와 구별하기 위한 것일 뿐, 그 용어에 의해 해당 구성 요소의 본질이나 차례 또는 순서 등이 한정되지 않는다. 어떤 구성 요소가 다른 구성요소에 "연결", "결합" 또는 "접속"된다고 기재된 경우, 그 구성 요소는 그 다른 구성요소에 직접적으로 연결되거나 접속될 수 있지만, 각 구성 요소 사이에 또 다른 구성 요소가 "연결", "결합" 또는 "접속"될 수도 있다고 이해되어야 할 것이다.In describing the components of the embodiment, terms such as first, second, A, B, (a), and (b) may be used. These terms are intended to distinguish the constituent elements from other constituent elements, and the terms do not limit the nature, order or order of the constituent elements. When a component is described as being "connected", "coupled", or "connected" to another component, the component may be directly connected or connected to the other component, Quot; may be "connected," "coupled," or "connected. &Quot;
이하에서는, 실시 예에 따른 우편물 구분 시스템에 대한 동작 및 작용을 이해하는데 필요한 부분을 도면을 중심으로 상세히 설명한다.Hereinafter, parts necessary for understanding the operation and operation of the mail classification system according to the embodiment will be described in detail with reference to the drawings.
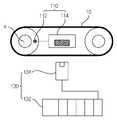
도 1은 실시 예에 따른 우편물 구분 시스템을 간략하게 나타낸 시스템도이다.1 is a system diagram briefly showing a mail classification system according to an embodiment.
도 1을 참조하면, 우편물 구분 시스템(100)은 우편물(1)을 해당 목적지 구분 위치까지 이송하는 크로스밸트(10), 크로스밸트(10)와 연동되는 모터(20), 모터(20)를 구동하는 크로스밸트 구동부(110), 외부로부터 공급된 우편물(1)을 크로스밸트(10)로 이동시키는 컨베이어 밸트(30)에 배치되어, 우편물(1)의 길이 및 측면위치 중 적어도 하나에 대응하는 검출신호(sg)를 출력하는 검출부(120) 및 검출신호(sg)를 기초로 크로스밸트(10) 상의 설정 위치에 우편물(1)이 이동되도록 모터(미도시)의 회전속도 및 회전수 중 적어도 하나를 포함하는 모터제어신호(sc)를 크로스밸트 구동부(110)로 전달하는 제어부(130)를 포함할 수 있다.Referring to FIG. 1, the
이때, 크로스밸트 구동부(110)는 모터제어신호(sc)를 기초로, 상기 모터의 회전속도 및 회전수 중 적어도 하나를 조절하여, 컨베이터 밸트(30)에 의해 이동되는 우편물(1)이 크로스밸트(10)의 설정 위치에 이동 배치되도록 할 수 있다.At this time, the
즉, 크로스밸트 구동부(110)는 모터제어신호(sc), 즉 상기 모터의 회전속도 및 회전수 중 적어도 하나에 대한 정보를 포함할 수 있으며, 제어부(130)와 유선 및 무선 통신을 통하여 모터제어신호(sc)를 수신할 수 있다.That is, the
다시 말하면, 제어부(130)에는 송수신 장치를 포함하는 통신모듈(미도시)을 포함할 수 있으며, 크로스밸트 구동부(110)에는 상기 통신모듈에서 송신된 모터제어신호(sc)를 수신할 수 있으며, 현재 상기 모터의 상태에 대한 정보를 상기 통신모듈에 전송할 수 있는 구동통신모듈(미도시)을 포함할 수 있으며, 이에 한정을 두지 않는다.In other words, the
즉, 크로스밸트 구동부(110)는 상기 모터의 회전속도 및 회전수 중 적어도 하나를 조절함으로써, 상기 모터와 연동되는 크로스밸트(10)의 이동속도 및 이동길이를 조절하여 우편물(1)이 크로스밸트(10)의 설정 위치에 이동배치되게 할 수 있다.That is, the cross
여기서, 검출부(120)는 우편물(1)이 외부로부터 인입되는 제1 컨베이어밸트(32) 및 제1 컨베이터밸트(32)와 크로스밸트(10) 사이에 배치되어, 제1 컨베이어밸트(32)에서 이동되는 우편물(1)을 크로스밸트(10)로 이동시키는 제2 컨베이어밸트(34)를 포함하는 컨베이어밸트(30)에 배치되어, 우편물(1)의 길이 및 측면 위치 중 적어도 하나에 대응하여 복수의 센서(미도시)로부터 검출신호(sg)를 검출할 수 있다.Here, the
여기서, 상기 복수의 센서에 대한 설명은 후술하기로 한다.Here, the description of the plurality of sensors will be described later.
제어부(130)는 검출신호(sg)를 기초로, 모터제어신호(sc)를 생성하여 크로스밸트 구동부(110)로 전송 및 전달하여, 크로스밸트(10)를 제어할 수 있다.The
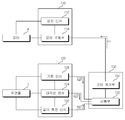
도 2는 도 1에 나타낸 우편물 구분 시스템의 단면을 간략하게 나타낸 단면도이고, 도 3은 실시 예에 따른 우편물 구분 시스템에 대한 제어구성을 나타낸 제어블록도이다.FIG. 2 is a cross-sectional view schematically illustrating a cross section of the mail classification system shown in FIG. 1, and FIG. 3 is a control block diagram illustrating a control configuration of a mail classification system according to an embodiment.
도 2 및 도 3은 도 1에 나타낸 도면 부호를 사용하여 설명한다.2 and 3 will be described using reference numerals shown in FIG. 1.
도 2 및 도 3을 참조하면, 우편물 구분 시스템(100)은, 크로스밸트 구동부(110), 검출부(120) 및 제어부(130)를 포함할 수 있다.2 and 3, the
이때, 크로스밸트 구동부(110)는 모터(m)의 모터회전수를 감지하는 감지센서(112) 및 제어부(130)에서 전송된 모터제어신호(sc)를 기초로, 모터(m)를 구동제어하는 모터구동부(114)를 포함할 수 있다.At this time, the
실시 예에서, 모터제어신호(sc)는 모터구동부(114)로 전송되는 것으로 나타내며, 모터구동부(114)에는 상술한 바와 같이 구동통신모듈을 포함할 수 있으며, 이에 한정을 두지 않는다.In an embodiment, the motor control signal sc is shown to be transmitted to the
즉, 감지센서(112)는 모터(m)의 회전속도 및 회전수 중 적어도 하나를 감지하여 모터구동부(114)로 전송할 수 있다.That is, the
이때, 모터구동부(114)는 모터제어신호(sc)를 기초로, 설정된 모터(m)의 회전속도 및 회전수 중 적어도 하나에 따라 모터(m)를 구동시키며, 감지센서(112)에서 감지된 모터(m)의 회전속도 및 회전수 중 적어도 하나와 비교하여, 비교 오차 발생시 재설정을 할 수 있다.In this case, the
즉, 모터구동부(114)는 모터(m)에 대한 이상적인 회전속도 및 회전수를 감지센서(112)에서 감지된 실제 회전속도 및 회전수를 비교함으로써, 오차범위를 줄일 수 있도록 할 수 있으며, 이에 한정을 두지 않는다.That is, the
검출부(120)는 제1 컨베이어밸트(32)에서 이동되는 우편물(1)의 길이에 대응하는 검출신호(sg)에 포함된 제1 검출신호(sg1)를 출력하는 길이 측정 센서(122), 제2 컨베이어밸트(34)에 배치되며 우편물(1)의 일 측면을 기준으로 제1 각도를 이루며 우편물(1)의 측면에 대응하는 검출신호(sg)에 포함된 제2 검출신호(sg2)를 출력하는 대각선 센서(124) 및 우편물(1)에 모서지(에지)을 기준으로 상기 제1 각도와 다른 제2 각도를 이루며, 우편물(1)에 대응하는 검출신호(sg) 중 제3 검출신호(sg3)를 검출하는 기준센서(126)를 포함할 수 있다.The
여기서, 길이 측정 센서(122)는 제1 컨베이어밸트(32)의 끝단부 측에 배치되어, 제1 컨베이어밸트(32)로 이동되는 우편물(1)의 검출시작시점 및 검출종료시점을 포함하는 제1 검출신호(sg1)를 출력할 수 있다.Here, the
즉, 제1 검출신호(sg1)는 예를 들면, 우편물(1)의 검출시작시점에서 소정의 전압레벨을 가지며 검출종료시점에서 그라운드 전압레벨을 가질 수 있는 dc 신호의 일종일 수 있다.That is, the first detection signal sg1 may be, for example, a kind of dc signal having a predetermined voltage level at the start of detection of the
대각선 센서(124)는 제2 컨베이어밸트(34)에 배치되며, 제1 컨베이어밸트(32)에서 이동된 우편물(1)의 일 측면을 기준으로 상기 제1 각도를 이루고 우편물(1)의 측면을 검출한 제2 검출신호(sg2)를 출력할 수 있다.The
그리고, 기준 센서(126)는 대각선 센서(124)와 인접하며, 상기 제1 각도와 다른 상기 제2 각도로 우편물(1)의 모서리부터 상기 일 측면까지 검출한 제3 검출신호(sg3)를 출력할 수 있다.The
제어부(130)는 검출부(120)로부터 제1, 2, 3 검출신호(sg1, sg2, sg3)를 포함하는 검출신호(sg)가 입력되면, 검출신호(sg)를 기초로 우편물의 길이 및 측면위치를 산출하는 산출부(132) 및 산출부(132)에서 산출된 우편물(1)의 길이 및 측면위치에 따라 설정된 모터(m)의 회전수 및 회전속도 중 적어도 하나를 결정하여 모터제어신호(sc)를 크로스밸트 구동부(110)로 전송하는 모터제어부(134)를 포함할 수 있다.When the detection signal sg including the first, second, and third detection signals sg1, sg2, and sg3 is input from the
이때, 산출부(132)는 제1 검출신호(sg1)의 상기 검출시작시점 및 상기 검출종료시점의 시간차와 제1 컨베이어밸트(32)의 속도를 기초로, 우편물(1)의 길이를 산출할 수 있다.At this time, the
또한, 산출부(132)는 제2, 3 검출신호(sg2, sg3)와 대각선 센서(124)와 기준센서(126)의 각도차, 즉 상기 제1, 2 각도 및 시간차를 이용하여 우편물(1)의 측면 위치를 산출할 수 있다.In addition, the
모터제어부(134)는 산출부(132)에서 산출된 우편물(1)의 길이 및 측면 위치를 기초로, 모터(m)의 회전속도 및 회전수 중 적어도 하나에 대한 모터제어신호(sc)를 생성하여 크로스밸트 구동부(110)로 전송할 수 있다.The
즉, 모터제어부(134)는 우편물(1)의 길이 및 측면위치 중 적어도 하나와 설정된 크로스밸트(10)의 총길이 및 모터(m)의 회전수에 따른 크로스밸트(10)의 이동길이를 기초로, 모터(m)의 회전수 및 회전속도를 결정하여, 모터제어신호(sc)를 크로스밸트 구동부(110)로 전달할 수 있다.That is, the
예를 들어, 모터(m)가 1 바퀴 회전하는 경우 크로스밸트 구동부(110)에 포함된 감지센서(112)에서 크로스밸트(10)가 20 mm 이동하는 것으로 설정되는 경우, 우편물(1)의 길이가 500 mm 라고 가정하면, 제어부(130)는 우편물(1)이 크로스밸트(10)에 이동될 때 크로스밸트(10)의 이동거리가 950 mm 가 되어야 우편물(1)의 크로스밸트(10)의 중앙 위치에 이동 배치될 수 있도록, 모터(m)가 950mm를 20mm 나눈 몫으로 회전하도록 회전속도 및 회전수 중 적어도 하나를 포함하는 모터제어신호(sc)를 크로스밸트 구동부(110)로 전송할 수 있다. For example, when the motor (m) is rotated by one revolution when the
여기서, 제어부(130)는 크로스밸트(10)의 이동 시작 시점에 대하여 우편물(1)의 측면 위치에 따라 결정할 수 있으며, 모터제어신호(sc)의 회전속도 및 회전수 중 적어도 하나와 연관될 수 잇다.Here, the
따라서, 실시 예에 따른 우편물 구분 시스템(100)은 크로스밸트의 설정 위치, 예를 들면 크로스밸트의 중앙 위치에 우편물이 배치되도록 할 수 있는 이점이 있다.Therefore, the
도 4는 실시 예에 따른 우편물 구분 시스템의 동작방법을 나타낸 순서도이다.4 is a flowchart illustrating a method of operating a mail classification system according to an embodiment.
도 4를 참조하면, 제1 컨베이어밸트(32)에 우편물(1)이 외부로부터 공급되면 우편물(1)의 길이에 대응하는 제1 검출신호를 출력한다(S100).Referring to FIG. 4, when the
제1 컨베이어밸트(32)로부터 제2 컨베이어밸트(34)로 이동된 우편물(1)의 측면 위치에 대한 제2, 3 검출신호를 출력한다(S110).The second and third detection signals for the lateral position of the
즉, 구동부(120)의 길이 측정 센서(122)는 제1 컨베이어밸트(32)에 공급된 우편물(1)의 길이에 대응하는 제1 검출신호(sg1)를 검출하고, 대각선 센서(124) 및 기준 센서(126)은 제2 컨베이어밸트(34)에서 우편물(1)의 측면 위치에 대응하는 제2, 3 검출신호(sg2, sg3)를 검출한다.That is, the
제1, 2, 3 검출신호를 기초로, 우편물(1)의 길이 및 측면위치를 산출한다(S120).On the basis of the first, second and third detection signals, the length and side positions of the
우편물(1)의 길이에 따른 크로스밸트(10)의 이동길이를 산출하고, 우편물(1)의 측면위치에 따라 크로스밸트(10)의 이동시작시점을 산출한다(S130).The moving length of the
(S130) 단계에서 산출된 크로스밸트(10)의 이동길이 및 이동시작시점에 대응하는 모터(m)의 회전속도 및 회전수 중 적어도 하나를 포함하는 모터제어신호(sc)를 출력한다(S140).The motor control signal sc including at least one of the rotation speed and the rotation speed of the motor m corresponding to the moving length and the starting point of the movement of the
즉, 제어부(130)는 제1, 2, 3 검출신호(sg1, sg2, sg3)를 기초로, 우편물(1)의 길이 및 측면 위치를 산출하고, 산출된 우편물(1)의 길이 및 측면 위치에 따라 설정된 크로스밸트(10)의 이동길이 및 이동시작시점에 대한 모터(m)의 회전속도 및 회전수 중 적어도 하나를 포함하는 모터제어신호(sc)를 생성하여 크로스밸트 구동부(110)로 전송한다.That is, the
모터제어신호(sc)를 기초로, 모터(m)가 동작되어 크로스밸트(10)의 설정 위치로 제2 컨베이어밸트(34)에서 우편물(1)의 이동된다(S150).Based on the motor control signal sc, the motor m is operated to move the
즉, 크로스밸트 구동부(110)는 모터제어신호(sc)를 기초로, 모터(m)를 동작시켜 제2 컨베이어밸트(34)에서 크로스밸트(10)로 우편물(1)이 이동되도록 할 수 있다.That is, the
이상 본 발명의 바람직한 실시 예에 대해 상세히 기술하였지만, 본 발명이 속하는 기술분야에 있어서 통상의 지식을 가진 사람이라면, 첨부된 청구범위에 정의된 본 발명의 정신 및 범위에 벗어나지 않으면서 본 발명을 여러 가지로 변형 또는 변경하여 실시할 수 있음을 알 수 있을 것이다. 따라서, 본 발명의 앞으로의 실시 예들의 변경은 본 발명의 기술을 벗어날 수 없을 것이다.While the present invention has been particularly shown and described with reference to exemplary embodiments thereof, it will be understood by those of ordinary skill in the art that various changes in form and details may be made therein without departing from the spirit and scope of the invention as defined by the appended claims. It will be understood that the invention may be embodied in other forms without departing from the spirit or scope of the invention. Accordingly, modifications of the embodiments of the present invention will not depart from the scope of the present invention.
1: 우편물 10: 크로스밸트
30: 컨베이어밸트 100: 우편물 구분 시스템
110: 크로스밸트 구동부 120: 검출부
130: 제어부1: mail 10: cross belt
30: conveyor belt 100: mail sorting system
110: cross belt driver 120: detector
130:
Claims (10)
상기 크로스밸트 상에 상기 우편물을 이동시키는 컨베이어 밸트에 배치되어, 상기 우편물의 길이 및 측면위치 중 적어도 하나에 대응하는 검출신호를 출력하는 검출부; 및
상기 검출신호를 기초로, 상기 크로스밸트 상의 설정 위치에 상기 우편물이 이동되도록 상기 모터의 회전속도 및 회전수 중 적어도 하나를 포함하는 모터제어신호를 상기 크로스밸트 구동부로 전달하는 제어부;를 포함하는 우편물 구분 시스템.A cross-belt driver for driving a motor interlocked with the cross-belt for transferring mails to a corresponding destination division position;
A detector disposed on a conveyor belt for moving the mail on the cross belt, the detector outputting a detection signal corresponding to at least one of a length and a lateral position of the mail; And
A control unit for transmitting a motor control signal including at least one of a rotational speed and a rotational speed of the motor to move the postal matter to a set position on the crossbelt based on the detection signal; Classification system.
상기 컨베이어 밸트는,
제1 컨베이어 밸트; 및
상기 제1 컨베이어 밸트와 상기 크로스밸트 사이에 배치되며, 상기 제1 컨베이어 밸트로부터 이동된 상기 우편물을 상기 크로스밸트로 이동시키는 제2 컨베이어 밸트;를 포함하고,
상기 검출부는,
상기 제1 컨베이어 밸트에서 이동되는 상기 우편물의 길이에 대응하는 상기 검출신호 중 제1 검출신호를 출력하는 길이 측정 센서;
상기 우편물의 일 측면을 기준으로 제1 각도를 이루며, 상기 우편물의 측면에 대응하는 상기 검출신호 중 제2 검출신호를 출력하는 대각선 센서; 및
상기 우편물의 모서리를 기준으로 상기 제1 각도와 다른 제2 각도를 이루며, 상기 우편물에 대응하는 상기 검출신호 중 제3 검출신호를 출력하는 기준 센서;를 포함하는 우편물 구분 시스템.The method according to claim 1,
The conveyor belt,
First conveyor belt; And
And a second conveyor belt disposed between the first conveyor belt and the cross belt, wherein the second conveyor belt moves the mail moved from the first conveyor belt to the cross belt.
Wherein:
A length measuring sensor configured to output a first detection signal among the detection signals corresponding to the length of the mail moving on the first conveyor belt;
A diagonal sensor which forms a first angle with respect to one side of the mail, and outputs a second detection signal of the detection signals corresponding to the side of the mail; And
And a reference sensor forming a second angle different from the first angle with respect to the edge of the mail, and outputting a third detection signal among the detection signals corresponding to the mail.
상기 제1 검출신호는,
상기 우편물의 검출시작시점 및 검출종료시점을 포함하는 우편물 구분 시스템.3. The method of claim 2,
The first detection signal,
Mail classification system including a start point of detection and the end point of the detection of the mail.
상기 크로스밸트 구동부는,
상기 모터의 모터회전수를 감지하는 감지센서; 및
상기 모터제어신호를 기초로, 상기 모터를 구동제어하는 모터구동부;를 포함하는 우편물 구분 시스템.The method according to claim 1,
The cross belt driving unit,
A sensor for detecting a motor speed of the motor; And
And a motor drive unit configured to drive and control the motor based on the motor control signal.
상기 모터구동부는,
상기 모터 구동시, 상기 모터회전수를 기초로 상기 모터제어신호에 대응되게 상기 모터의 회전 여부를 확인하는 우편물 구분 시스템.5. The method of claim 4,
The motor drive unit includes:
The mail classification system for checking whether the motor is rotated in response to the motor control signal based on the motor rotation speed when the motor is driven.
상기 제어부는,
상기 검출신호를 기초로, 상기 우편물의 길이 및 측면위치를 산출하는 산출부; 및
상기 우편물의 길이 및 측면위치를 기초로, 상기 모터의 회전수 및 회전속도를 결정하고, 상기 모터제어신호를 상기 크로스밸트 구동부로 전송하는 모터제어부;를 포함하는 우편물 구분 시스템.The method according to claim 1,
Wherein,
A calculator for calculating a length and a lateral position of the mail item based on the detection signal; And
And a motor control unit configured to determine a rotation speed and a rotation speed of the motor based on the length and side positions of the mail, and transmit the motor control signal to the cross belt drive unit.
상기 검출신호는,
상기 우편물의 검출시작시점 및 검출종료시점을 포함하는 제1 검출신호;
상기 우편물의 일 측면을 기준으로 제1 각도를 이루며, 상기 우편물의 측면에 대응하는 제2 검출신호; 및
상기 우편물의 일 측면을 기준으로 상기 제1 각도와 다른 제2 각도를 이루며, 상기 우편물의 측면에 대응하는 제3 검출신호;를 포함하고,
상기 산출부는,
상기 검출시작시점 및 상기 검출종료시점의 시간차 및 상기 컨베이어 밸트의 속도를 기초로, 상기 우편물의 길이를 산출하는 우편물 구분 시스템.The method according to claim 6,
The detection signal may include:
A first detection signal including a detection start point and a detection end point of the mail item;
A second detection signal that forms a first angle with respect to one side of the mail and corresponds to the side of the mail; And
And a third detection signal forming a second angle different from the first angle with respect to one side of the mail, and corresponding to the side of the mail.
The calculating unit calculates,
And a mail item division system for calculating the length of the mail item based on the time difference between the start time of detection and the end time of detection and the speed of the conveyor belt.
상기 산출부는,
상기 제2, 3 검출신호의 시간차 및 상기 제1, 2 각도의 각도차를 기초로 상기 우편물의 측면위치를 산출하는 우편물 구분 시스템.The method of claim 7, wherein
The calculating unit calculates,
A mail classification system for calculating the side position of the mail item based on the time difference between the second and third detection signals and the angle difference between the first and second angles.
상기 모터제어부는,
상기 우편물의 길이 및 측면위치 중 적어도 하나와 설정된 상기 크로스밸트의 총길이 및 상기 모터의 회전수에 따른 상기 크로스밸트의 이동길이를 기초로, 상기 모터의 회전수 및 회전속도를 결정하여, 상기 모터제어신호를 상기 크로스밸트 구동부로 전달하는 우편물 구분 시스템.The method according to claim 6,
The motor control unit includes:
The motor control is determined by determining the rotational speed and the rotational speed of the motor based on at least one of the length and side positions of the mail and the total length of the crossbelt and the moving length of the crossbelt according to the rotational speed of the motor. Mail classification system for transmitting a signal to the cross belt drive unit.
상기 제어부는,
상기 구동부와 유무선 통신하여, 상기 모터제어신호를 전달하는 우편물 구분 시스템.The method according to claim 1,
Wherein,
Mail classification system for transmitting the motor control signal by wire and wireless communication with the drive unit.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120109323A KR20140042993A (en) | 2012-09-28 | 2012-09-28 | Mail sorting system |
| DE102013105538.9A DE102013105538B4 (en) | 2012-09-28 | 2013-05-29 | Mail sorting system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120109323A KR20140042993A (en) | 2012-09-28 | 2012-09-28 | Mail sorting system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140042993A true KR20140042993A (en) | 2014-04-08 |
Family
ID=50276413
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120109323A Ceased KR20140042993A (en) | 2012-09-28 | 2012-09-28 | Mail sorting system |
Country Status (2)
| Country | Link |
|---|---|
| KR (1) | KR20140042993A (en) |
| DE (1) | DE102013105538B4 (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160076292A (en) | 2014-12-22 | 2016-06-30 | 부경대학교 산학협력단 | Realtime synchronization control of induction-carrier in goods auto-classification system |
| KR20160104110A (en) | 2015-01-29 | 2016-09-05 | 칼텍주식회사 | High speed induction in goods auto-classification system |
| KR20160135443A (en) * | 2015-05-18 | 2016-11-28 | 지안테크 주식회사 | Baggage handling device, baggage handling system using the same |
| KR20170004390A (en) | 2015-07-02 | 2017-01-11 | 칼텍주식회사 | Control system for high speed goods auto-classification machine |
| KR101708857B1 (en) | 2016-02-25 | 2017-02-21 | 칼텍주식회사 | Tipper linked to belt conveyor |
| KR20170019238A (en) | 2015-08-11 | 2017-02-21 | 칼텍주식회사 | High speed automatic arrangement machine in goods auto-classification system |
| KR20170037357A (en) | 2015-09-25 | 2017-04-04 | 칼텍주식회사 | dual-type carrier system for high speed goods auto-classification machine |
| KR101725337B1 (en) | 2016-01-20 | 2017-04-11 | 에스씨에스(주) | 2-way branch type pivot wheel sorter |
| CN109465210A (en) * | 2018-11-13 | 2019-03-15 | 王蒙蒙 | An automatic intelligent sorting system based on textile yarn drum |
| CN110681595A (en) * | 2019-10-15 | 2020-01-14 | 圆智自动化科技(西安)有限公司 | A cross-belt sorter feeding table |
| CN110721912A (en) * | 2019-10-22 | 2020-01-24 | 启东亦大通自动化设备有限公司 | Dynamic packaging platform system |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110434074A (en) * | 2018-05-02 | 2019-11-12 | 北京京东尚科信息技术有限公司 | A method and device for adjusting the running speed of a sorter |
| CN110980173A (en) * | 2019-11-27 | 2020-04-10 | 常州工学院 | The method of determining the working efficiency of the intelligent cross-belt sorter by loading the bag |
| CN110980174A (en) * | 2019-11-27 | 2020-04-10 | 常州工学院 | The method of determining the working efficiency of the intelligent cross-belt sorter by the parameters of the package |
| CN112221987B (en) * | 2020-09-24 | 2023-05-02 | 北京京东振世信息技术有限公司 | Sorting machine workpiece feeding device, sorting machine workpiece feeding method and sorting machine workpiece feeding system |
| CH720944A1 (en) * | 2023-07-13 | 2025-01-31 | Ferag Ag | CONVEYING ARRANGEMENT AND METHOD FOR OPERATING A CONVEYING ARRANGEMENT |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1217694B (en) | 1988-05-23 | 1990-03-30 | Francesco Canziani | METHOD FOR THE CONTROL OF THE EXACT POSITIONING OF THE OBJECTS TO BE SORTED IN AN AUTOMATIC SORTING SYSTEM |
| US4935078A (en) | 1988-12-28 | 1990-06-19 | Pitney Bowes Inc. | High throughput mailing maching timing |
| ATE183478T1 (en) | 1994-09-06 | 1999-09-15 | Mannesmann Ag | SORTING SYSTEM WITH CROSS BELT |
| US6889814B2 (en) | 2001-05-30 | 2005-05-10 | Rapistan Systems Advertising Corp. | Article sortation system |
| DE102011005936A1 (en) | 2011-03-23 | 2012-09-27 | Dürkopp Adler AG | An eyelet buttonhole sewing machine and method for sewing an eyelet buttonhole seam having a gimptive path |
-
2012
- 2012-09-28 KR KR1020120109323A patent/KR20140042993A/en not_active Ceased
-
2013
- 2013-05-29 DE DE102013105538.9A patent/DE102013105538B4/en not_active Expired - Fee Related
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160076292A (en) | 2014-12-22 | 2016-06-30 | 부경대학교 산학협력단 | Realtime synchronization control of induction-carrier in goods auto-classification system |
| KR20160104110A (en) | 2015-01-29 | 2016-09-05 | 칼텍주식회사 | High speed induction in goods auto-classification system |
| KR20160135443A (en) * | 2015-05-18 | 2016-11-28 | 지안테크 주식회사 | Baggage handling device, baggage handling system using the same |
| KR20170004390A (en) | 2015-07-02 | 2017-01-11 | 칼텍주식회사 | Control system for high speed goods auto-classification machine |
| KR20170019238A (en) | 2015-08-11 | 2017-02-21 | 칼텍주식회사 | High speed automatic arrangement machine in goods auto-classification system |
| KR20170037357A (en) | 2015-09-25 | 2017-04-04 | 칼텍주식회사 | dual-type carrier system for high speed goods auto-classification machine |
| KR101725337B1 (en) | 2016-01-20 | 2017-04-11 | 에스씨에스(주) | 2-way branch type pivot wheel sorter |
| KR101708857B1 (en) | 2016-02-25 | 2017-02-21 | 칼텍주식회사 | Tipper linked to belt conveyor |
| CN109465210A (en) * | 2018-11-13 | 2019-03-15 | 王蒙蒙 | An automatic intelligent sorting system based on textile yarn drum |
| CN110681595A (en) * | 2019-10-15 | 2020-01-14 | 圆智自动化科技(西安)有限公司 | A cross-belt sorter feeding table |
| CN110721912A (en) * | 2019-10-22 | 2020-01-24 | 启东亦大通自动化设备有限公司 | Dynamic packaging platform system |
| CN110721912B (en) * | 2019-10-22 | 2021-12-10 | 启东亦大通自动化设备有限公司 | Dynamic packaging platform system |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013105538B4 (en) | 2020-08-06 |
| DE102013105538A1 (en) | 2014-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140042993A (en) | Mail sorting system | |
| KR101984769B1 (en) | Mail sorting system | |
| CN110997529B (en) | Article sorting and sorting system | |
| US10906746B2 (en) | Article typing and sorting system | |
| US10226795B2 (en) | Vision based item typing and separation system | |
| JP6961167B2 (en) | Visual-based conveyor package management system | |
| US7191895B2 (en) | Conveyor induct system with probability estimator | |
| JP2020529303A5 (en) | ||
| US11911799B2 (en) | Vision-enhanced photocell system for package sorting | |
| KR101751215B1 (en) | Sorter, sorter controlling method and storage medium storing the sorter controlling method | |
| CA2990979C (en) | Method and apparatus for determining a specific energy consumption of belt conveyors | |
| CN108860174A (en) | Goods transport vehicle | |
| KR20200001723A (en) | Goods spacing control system and method for conveyor belts | |
| JP6601208B2 (en) | Automated guided vehicle | |
| CN102648137A (en) | Conveyance device and method for testing whether a minimum distance between two objects to be conveyed is maintained | |
| WO2021011833A4 (en) | Range sensing conveyor package management system for measuring and controlling density of parcels on a conveyor | |
| KR101686618B1 (en) | System and method for sorting fruits | |
| US8430397B2 (en) | Sheet take-out device | |
| US20230348199A1 (en) | Information processing device and computer-readable storage medium | |
| US20190022703A1 (en) | Installation for identifying handled parcels | |
| CN112678560A (en) | Automatic control method and device for goods conveying | |
| WO2024135421A1 (en) | Conveyor device | |
| CN209720874U (en) | Object-separating device side by side | |
| US20260109548A1 (en) | Conveyor package flow density adjustment system | |
| JP5857638B2 (en) | Article input equipment and method for detecting article protrusion from collection container in article input equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20120928 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20170705 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20120928 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20181019 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20190103 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20181019 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |