KR102424309B1 - 증착 마스크의 제조 방법, 증착 마스크가 배치된 중간 제품 및 증착 마스크 - Google Patents
증착 마스크의 제조 방법, 증착 마스크가 배치된 중간 제품 및 증착 마스크 Download PDFInfo
- Publication number
- KR102424309B1 KR102424309B1 KR1020197006625A KR20197006625A KR102424309B1 KR 102424309 B1 KR102424309 B1 KR 102424309B1 KR 1020197006625 A KR1020197006625 A KR 1020197006625A KR 20197006625 A KR20197006625 A KR 20197006625A KR 102424309 B1 KR102424309 B1 KR 102424309B1
- Authority
- KR
- South Korea
- Prior art keywords
- deposition mask
- pair
- short
- sides
- portions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






























Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/02—Local etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/16—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling the spray area
- B05B12/20—Masking elements, i.e. elements defining uncoated areas on an object to be coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C21/00—Accessories or implements for use in connection with applying liquids or other fluent materials to surfaces, not provided for in groups B05C1/00 - B05C19/00
- B05C21/005—Masking devices
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/04—Coating on selected surface areas, e.g. using masks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/04—Coating on selected surface areas, e.g. using masks
- C23C14/042—Coating on selected surface areas, e.g. using masks using masks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/12—Organic material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/243—Crucibles for source material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/04—Coating on selected surface areas, e.g. using masks
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B25/00—Single-crystal growth by chemical reaction of reactive gases, e.g. chemical vapour-deposition growth
- C30B25/02—Epitaxial-layer growth
- C30B25/04—Pattern deposit, e.g. by using masks
-
- H01L51/0011—
-
- H01L51/56—
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/10—Apparatus or processes specially adapted to the manufacture of electroluminescent light sources
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/14—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using spraying techniques to apply the conductive material, e.g. vapour evaporation
- H05K3/143—Masks therefor
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/32—Processes for applying liquids or other fluent materials using means for protecting parts of a surface not to be coated, e.g. using stencils, resists
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/10—Etching compositions
- C23F1/14—Aqueous compositions
- C23F1/16—Acidic compositions
- C23F1/28—Acidic compositions for etching iron group metals
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
- H10K71/10—Deposition of organic active material
- H10K71/16—Deposition of organic active material using physical vapour deposition [PVD], e.g. vacuum deposition or sputtering
- H10K71/166—Deposition of organic active material using physical vapour deposition [PVD], e.g. vacuum deposition or sputtering using selective deposition, e.g. using a mask
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Physical Vapour Deposition (AREA)
- Electroluminescent Light Sources (AREA)
Abstract
Description
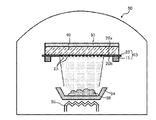
도 2는 도 1에 도시하는 증착 마스크 장치를 사용하여 제조한 유기 EL 표시 장치를 도시하는 단면도이다.
도 3은 본 발명의 일 실시 형태에 의한 증착 마스크 장치를 도시하는 평면도이다.
도 4는 도 3에 도시된 증착 마스크의 유효 영역을 도시하는 부분 평면도이다.
도 5는 도 4의 V-V선을 따른 단면도이다.
도 6은 도 4의 VI-VI선을 따른 단면도이다.
도 7은 도 4의 VII-VII선을 따른 단면도이다.
도 8은 도 5에 도시하는 관통 구멍 및 그 근방의 영역을 확대하여 도시하는 단면도이다.
도 9는 증착 마스크의 제조 방법의 일례를 전체적으로 설명하기 위한 모식도이다.
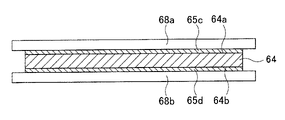
도 10은 금속판 상에 레지스트막을 형성하는 공정을 도시하는 도면이다.
도 11은 레지스트막에 노광 마스크를 밀착시키는 공정을 도시하는 도면이다.
도 12는 레지스트막을 현상하는 공정을 도시하는 도면이다.
도 13은 제1 면 에칭 공정을 도시하는 도면이다.
도 14는 제1 오목부를 수지에 의해 피복하는 공정을 도시하는 도면이다.
도 15는 제2 면 에칭 공정을 도시하는 도면이다.
도 16은 도 15에 이은 제2 면 에칭 공정을 도시하는 도면이다.
도 17은 금속판으로부터 수지 및 레지스트 패턴을 제거하는 공정을 도시하는 도면이다.
도 18은 금속판을 가공함으로써 얻어진 중간 제품을 도시하는 평면도이다.
도 19는 도 18의 중간 제품 중 부호 XIX가 부여된 점선으로 둘러싸인 영역을 확대하여 도시하는 도면이다.
도 20은 증착 마스크 부분을 지지 부분으로부터 분리하는 공정을 도시하는 도면이다.
도 21은 중간 제품으로부터 얻어진 증착 마스크를 확대하여 도시하는 평면도이다.
도 22는 도 21의 증착 마스크의 짧은 변을 화살표 XXII의 방향으로부터 본 경우를 도시하는 측면도이다.
도 23a는 도 21의 증착 마스크 중 부호 XXIII가 부여된 점선으로 둘러싸인 영역을 제1 면측에서 관찰한 결과를 도시하는 도면이다.
도 23b는 도 21의 증착 마스크 중 부호 XXIII가 부여된 점선으로 둘러싸인 영역을 제2 면측에서 관찰한 결과를 도시하는 도면이다.
도 24a는 도 21의 증착 마스크 중 부호 XXIV가 부여된 점선으로 둘러싸인 영역을 제1 면측에서 관찰한 결과를 도시하는 도면이다.
도 24b는 도 21의 증착 마스크 중 부호 XXIV가 부여된 점선으로 둘러싸인 영역을 제2 면측에서 관찰한 결과를 도시하는 도면이다.
도 25a는 도 21의 증착 마스크 중 부호 XXIII가 부여된 점선으로 둘러싸인 영역을 모식적으로 도시하는 단면도이다.
도 25b는 증착 마스크의 긴 변의 단면 형상의 일 변형예를 도시하는 도면이다.
도 25c는 도 25a에 도시하는 단면 형상을 갖는 긴 변을 구비한 증착 마스크가 유기 EL 기판에 대면하고 있는 모습을 도시하는 도면이다.
도 25d는 도 25b에 도시하는 단면 형상을 갖는 긴 변을 구비한 증착 마스크가 유기 EL 기판에 대면하고 있는 모습을 도시하는 도면이다.
도 26은 도 21의 증착 마스크 중 부호 XXIV가 부여된 점선으로 둘러싸인 영역을 모식적으로 도시하는 단면도이다.
도 27은 중간 제품의 일 변형예를 도시하는 평면도이다.
15: 프레임
20: 증착 마스크
21: 기재
22: 유효 영역
23: 주위 영역
25: 관통 구멍
26: 긴 변
27: 짧은 변
27a: 볼록부
27b: 파단면
27c: 버
30: 제1 오목부
31: 벽면
35: 제2 오목부
36: 벽면
41: 접속부
43: 톱부
50: 중간 제품
51: 증착 마스크 부분
52: 긴 변
53: 짧은 변
53a: 볼록부
54: 접속 개소
55: 간극
56: 지지 부분
64: 금속판
65a: 제1 레지스트 패턴
65b: 제2 레지스트 패턴
65c: 제1 레지스트막
65d: 제2 레지스트막
70: 가공 장치
72: 반송 롤러
73: 분리 장치
90: 증착 장치
92: 유기 EL 기판
98: 증착 재료
Claims (28)
- 한 쌍의 긴 변 및 한 쌍의 짧은 변을 포함함과 함께 복수의 관통 구멍이 형성된 증착 마스크의 제조 방법이며,
금속판을 준비하는 공정과,
상기 금속판을, 한 쌍의 긴 변, 한 쌍의 짧은 변 및 모서리부를 포함함과 함께 복수의 관통 구멍이 형성된 복수의 증착 마스크 부분과, 상기 복수의 증착 마스크 부분을 둘러쌈과 함께 상기 복수의 증착 마스크 부분의 상기 짧은 변에 부분적으로 접속되어 있는 지지 부분을 구비하는 중간 제품으로 가공하는 가공 공정과,
상기 증착 마스크 부분을 상기 지지 부분으로부터 분리하여 상기 증착 마스크를 얻는 분리 공정을 구비하고,
상기 한 쌍의 긴 변과 상기 한 쌍의 짧은 변은 상기 모서리부로 접속되고,
상기 증착 마스크부분의 상기 한 쌍의 짧은 변 중 적어도 하나의 짧은 변에는 상기 짧은 변의 방향을 따라 배열되고, 상기 모서리부보다 바깥쪽으로 돌출되어 상기 지지 부분에 접속되는 복수의 볼록부가 형성되어 있고,
상기 중간 제품에 있어서, 상기 증착 마스크 부분의 상기 긴 변은, 상기 지지 부분에 접속되어 있지 않은, 증착 마스크의 제조 방법. - 한 쌍의 긴 변 및 한 쌍의 짧은 변을 포함함과 함께 복수의 관통 구멍이 형성된 증착 마스크의 제조 방법이며,
금속판을 준비하는 공정과,
상기 금속판을, 한 쌍의 긴 변, 한 쌍의 짧은 변 및 모서리부를 포함함과 함께 복수의 관통 구멍이 형성된 복수의 증착 마스크 부분과, 상기 복수의 증착 마스크 부분을 둘러쌈과 함께 상기 복수의 증착 마스크 부분에 부분적으로 접속되어 있는 지지 부분을 구비하는 중간 제품으로 가공하는 가공 공정과,
상기 증착 마스크 부분을 상기 지지 부분으로부터 분리하여 상기 증착 마스크를 얻는 분리 공정을 구비하고,
상기 한 쌍의 긴 변과 상기 한 쌍의 짧은 변은 상기 모서리부로 접속되고,
상기 증착 마스크부분의 상기 한 쌍의 짧은 변 중 적어도 하나의 짧은 변에는 상기 짧은 변의 방향을 따라 배열되고, 상기 모서리부보다 바깥쪽으로 돌출되어 상기 지지 부분에 접속되는 복수의 볼록부가 형성되어 있고,
상기 중간 제품에 있어서, 상기 증착 마스크 부분의 상기 긴 변 중 상기 지지 부분에 접속되어 있는 개소의 비율이, 상기 증착 마스크 부분의 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 개소의 비율보다도 작은, 증착 마스크의 제조 방법. - 제2항에 있어서, 상기 증착 마스크 부분의 상기 긴 변 중 상기 지지 부분에 접속되어 있는 개소의 비율은, 상기 긴 변 중 상기 지지 부분에 접속되어 있는 부분의 폭의 총합을 상기 긴 변의 길이로 나눔으로써 산출되고,
상기 증착 마스크 부분의 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 개소의 비율은, 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 부분의 폭의 총합을 상기 짧은 변의 길이로 나눔으로써 산출되는, 증착 마스크의 제조 방법. - 제2항에 있어서, 상기 증착 마스크 부분의 상기 긴 변 중 상기 지지 부분에 접속되어 있는 개소의 비율은, 상기 긴 변 중 상기 지지 부분에 접속되어 있는 부분의 개수를 상기 긴 변의 길이로 나눔으로써 산출되고,
상기 증착 마스크 부분의 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 개소의 비율은, 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 부분의 개수를 상기 짧은 변의 길이로 나눔으로써 산출되는, 증착 마스크의 제조 방법. - 제2항에 있어서, 상기 중간 제품에 있어서, 상기 증착 마스크 부분의 상기 긴 변 중, 상기 중간 제품의 폭 방향을 따라서 상기 긴 변을 본 경우에 상기 관통 구멍과 겹치는 영역은, 상기 지지 부분에 접속되어 있지 않은, 증착 마스크의 제조 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 중간 제품에 있어서, 상기 증착 마스크 부분의 상기 짧은 변은, 상기 지지 부분을 향하여 돌출되고, 또한 상기 지지 부분에 접속되어 있는 복수의 볼록부를 포함하는, 증착 마스크의 제조 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 중간 제품에 있어서, 상기 복수의 증착 마스크 부분은, 상기 긴 변에 교차하는 방향으로 배열되어 있고,
인접하는 두 상기 증착 마스크 부분의 상기 긴 변의 사이에는, 상기 지지 부분이 존재하지 않는, 증착 마스크의 제조 방법. - 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 가공 공정은, 상기 금속판을 에칭하여, 상기 관통 구멍, 및 상기 증착 마스크 부분의 상기 긴 변과 상기 지지 부분 사이의 간극을 형성하는 공정을 포함하는, 증착 마스크의 제조 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 가공 공정에 있어서, 상기 증착 마스크 부분의 상기 긴 변의 방향을 따라서 상기 금속판을 반송하면서 상기 금속판을 가공하는, 증착 마스크의 제조 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 분리 공정에 있어서, 상기 증착 마스크 부분의 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 개소를 파단시킴으로써 상기 증착 마스크 부분을 상기 지지 부분으로부터 분리하는, 증착 마스크의 제조 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 금속판의 두께가 50㎛ 이하인, 증착 마스크의 제조 방법.
- 한 쌍의 긴 변 및 한 쌍의 짧은 변을 포함함과 함께 복수의 관통 구멍이 형성된 증착 마스크가 배치된, 금속제의 판형 중간 제품이며,
한 쌍의 긴 변, 한 쌍의 짧은 변 및 모서리부를 포함함과 함께 복수의 관통 구멍이 형성된 증착 마스크 부분과,
상기 증착 마스크 부분을 둘러쌈과 함께 상기 증착 마스크 부분의 상기 짧은 변에 부분적으로 접속되어 있는 지지 부분을 구비하고,
상기 한 쌍의 긴 변과 상기 한 쌍의 짧은 변은 상기 모서리부로 접속되고,
상기 증착 마스크부분의 상기 한 쌍의 짧은 변 중 적어도 하나의 짧은 변에는 상기 짧은 변의 방향을 따라 배열되고, 상기 모서리부보다 바깥쪽으로 돌출되어 상기 지지 부분에 접속되는 복수의 볼록부가 형성되어 있고,
상기 증착 마스크 부분의 상기 긴 변은, 상기 지지 부분에 접속되어 있지 않은, 중간 제품. - 한 쌍의 긴 변 및 한 쌍의 짧은 변을 포함함과 함께 복수의 관통 구멍이 형성된 증착 마스크가 배치된, 금속제의 판형 중간 제품이며,
한 쌍의 긴 변, 한 쌍의 짧은 변 및 모서리부를 포함함과 함께 복수의 관통 구멍이 형성된 증착 마스크 부분과,
상기 증착 마스크 부분을 둘러쌈과 함께 상기 증착 마스크 부분에 부분적으로 접속되어 있는 지지 부분을 구비하고,
상기 한 쌍의 긴 변과 상기 한 쌍의 짧은 변은 상기 모서리부로 접속되고,
상기 증착 마스크부분의 상기 한 쌍의 짧은 변 중 적어도 하나의 짧은 변에는 상기 짧은 변의 방향을 따라 배열되고, 상기 모서리부보다 바깥쪽으로 돌출되어 상기 지지 부분에 접속되는 복수의 볼록부가 형성되어 있고,
상기 증착 마스크 부분의 상기 긴 변 중 상기 지지 부분에 접속되어 있는 개소의 비율이, 상기 증착 마스크 부분의 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 개소의 비율보다도 작은, 중간 제품. - 제13항에 있어서, 상기 증착 마스크 부분의 상기 긴 변 중 상기 지지 부분에 접속되어 있는 개소의 비율은, 상기 긴 변 중 상기 지지 부분에 접속되어 있는 부분의 폭의 총합을 상기 긴 변의 길이로 나눔으로써 산출되고,
상기 증착 마스크 부분의 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 개소의 비율은, 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 부분의 폭의 총합을 상기 짧은 변의 길이로 나눔으로써 산출되는, 중간 제품. - 제13항에 있어서, 상기 증착 마스크 부분의 상기 긴 변 중 상기 지지 부분에 접속되어 있는 개소의 비율은, 상기 긴 변 중 상기 지지 부분에 접속되어 있는 부분의 개수를 상기 긴 변의 길이로 나눔으로써 산출되고,
상기 증착 마스크 부분의 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 개소의 비율은, 상기 짧은 변 중 상기 지지 부분에 접속되어 있는 부분의 개수를 상기 짧은 변의 길이로 나눔으로써 산출되는, 중간 제품. - 제13항에 있어서, 상기 증착 마스크 부분의 상기 긴 변 중, 상기 중간 제품의 폭 방향을 따라서 상기 긴 변을 본 경우에 상기 관통 구멍과 겹치는 영역은, 상기 지지 부분에 접속되어 있지 않은, 중간 제품.
- 제12항 내지 제16항 중 어느 한 항에 있어서, 상기 증착 마스크 부분의 상기 짧은 변은, 상기 지지 부분을 향하여 돌출되고, 또한 상기 지지 부분에 접속되어 있는 복수의 볼록부를 포함하는, 중간 제품.
- 제12항 내지 제16항 중 어느 한 항에 있어서, 상기 증착 마스크 부분 및 상기 지지 부분의 두께가 50㎛ 이하인, 중간 제품.
- 제12항 내지 제16항 중 어느 한 항에 있어서, 상기 복수의 증착 마스크 부분은, 상기 긴 변에 교차하는 방향으로 배열되어 있고,
인접하는 두 상기 증착 마스크 부분의 상기 긴 변의 사이에는, 상기 지지 부분이 존재하지 않는, 중간 제품. - 증착 마스크이며,
한 쌍의 긴 변, 한 쌍의 짧은 변 및 모서리부를 포함하는, 금속제의 판형 기재와,
상기 기재에 형성된 복수의 관통 구멍을 구비하고,
상기 한 쌍의 긴 변과 상기 한 쌍의 짧은 변은 상기 모서리부로 접속되고,
상기 기재의 상기 한 쌍의 짧은 변 중 적어도 하나의 짧은 변에는 상기 짧은 변의 방향을 따라 배열되고, 상기 모서리부보다 바깥쪽으로 돌출되어 파단면을 가지는 복수의 볼록부가 형성되어 있고, 한편, 상기 기재의 상기 긴 변에는 파단면이 존재하지 않는, 증착 마스크. - 증착 마스크이며,
한 쌍의 긴 변, 한 쌍의 짧은 변 및 모서리부를 포함하는, 금속제의 판형 기재와,
상기 기재에 형성된 복수의 관통 구멍을 구비하고,
상기 한 쌍의 긴 변과 상기 한 쌍의 짧은 변은 상기 모서리부로 접속되고,
상기 기재의 상기 한 쌍의 짧은 변 중 적어도 하나의 짧은 변에는 상기 짧은 변의 방향을 따라 배열되고, 상기 모서리부보다 바깥쪽으로 돌출되어 파단면을 가지는 복수의 볼록부가 형성되어 있고,
상기 기재의 상기 긴 변에 있어서의 파단면의 비율이, 상기 기재의 상기 짧은 변에 있어서의 파단면의 비율보다도 작은, 증착 마스크. - 제21항에 있어서, 상기 기재의 상기 긴 변에 있어서의 파단면의 비율은, 상기 긴 변에 존재하는 상기 파단면의 폭의 총합을 상기 긴 변의 길이로 나눔으로써 산출되고,
상기 기재의 상기 짧은 변에 있어서의 파단면의 비율은, 상기 짧은 변에 존재하는 상기 파단면의 폭의 총합을 상기 짧은 변의 길이로 나눔으로써 산출되는, 증착 마스크. - 제21항에 있어서, 상기 기재의 상기 긴 변에 있어서의 파단면의 비율은, 상기 긴 변에 존재하는 상기 파단면의 개수를 상기 긴 변의 길이로 나눔으로써 산출되고,
상기 기재의 상기 짧은 변에 있어서의 파단면의 비율은, 상기 짧은 변에 존재하는 상기 파단면의 개수를 상기 짧은 변의 길이로 나눔으로써 산출되는, 증착 마스크. - 제21항에 있어서, 상기 파단면은, 상기 증착 마스크의 폭 방향을 따라서 상기 긴 변을 본 경우에 상기 관통 구멍과 겹치는 영역에는 존재하지 않는, 증착 마스크.
- 제20항 내지 제24항 중 어느 한 항에 있어서, 상기 기재의 상기 짧은 변은, 외측으로 돌출됨과 함께 상기 파단면을 갖는 복수의 볼록부를 포함하는, 증착 마스크.
- 제20항 내지 제24항 중 어느 한 항에 있어서, 상기 기재의 상기 긴 변으로부터 상기 관통 구멍까지의, 상기 기재의 면 방향에 있어서의 최단 거리가, 50㎛ 이하인, 증착 마스크.
- 제20항 내지 제24항 중 어느 한 항에 있어서, 상기 기재는, 상기 관통 구멍을 통한 증착 재료가 부착되는 기판에 대면하는 제1 면과, 상기 제1 면의 반대측에 위치하는 제2 면을 갖고,
상기 기재의 상기 긴 변은, 상기 제1 면과 교차하는 부분에 있어서 가장 외측으로 돌출된 단면 형상을 갖는 증착 마스크. - 제20항 내지 제24항 중 어느 한 항에 있어서, 상기 기재의 두께가 50㎛ 이하인, 증착 마스크.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020227025054A KR20220104846A (ko) | 2016-10-07 | 2017-09-12 | 증착 마스크의 제조 방법, 증착 마스크가 배치된 중간 제품 및 증착 마스크 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016199420 | 2016-10-07 | ||
| JPJP-P-2016-199420 | 2016-10-07 | ||
| PCT/JP2017/032923 WO2018066325A1 (ja) | 2016-10-07 | 2017-09-12 | 蒸着マスクの製造方法、蒸着マスクが割り付けられた中間製品及び蒸着マスク |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227025054A Division KR20220104846A (ko) | 2016-10-07 | 2017-09-12 | 증착 마스크의 제조 방법, 증착 마스크가 배치된 중간 제품 및 증착 마스크 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190060760A KR20190060760A (ko) | 2019-06-03 |
| KR102424309B1 true KR102424309B1 (ko) | 2022-07-25 |
Family
ID=61831402
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197006625A Active KR102424309B1 (ko) | 2016-10-07 | 2017-09-12 | 증착 마스크의 제조 방법, 증착 마스크가 배치된 중간 제품 및 증착 마스크 |
| KR1020227025054A Ceased KR20220104846A (ko) | 2016-10-07 | 2017-09-12 | 증착 마스크의 제조 방법, 증착 마스크가 배치된 중간 제품 및 증착 마스크 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227025054A Ceased KR20220104846A (ko) | 2016-10-07 | 2017-09-12 | 증착 마스크의 제조 방법, 증착 마스크가 배치된 중간 제품 및 증착 마스크 |
Country Status (7)
| Country | Link |
|---|---|
| US (4) | US20190256965A1 (ko) |
| EP (1) | EP3524710B8 (ko) |
| JP (3) | JP7301497B2 (ko) |
| KR (2) | KR102424309B1 (ko) |
| CN (2) | CN207313683U (ko) |
| TW (2) | TWI783447B (ko) |
| WO (1) | WO2018066325A1 (ko) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102696806B1 (ko) * | 2016-09-22 | 2024-08-21 | 삼성디스플레이 주식회사 | 증착용 마스크, 표시 장치의 제조 장치 및 표시 장치의 제조 방법 |
| KR102424309B1 (ko) * | 2016-10-07 | 2022-07-25 | 다이니폰 인사츠 가부시키가이샤 | 증착 마스크의 제조 방법, 증착 마스크가 배치된 중간 제품 및 증착 마스크 |
| WO2020012862A1 (ja) * | 2018-07-09 | 2020-01-16 | 大日本印刷株式会社 | 蒸着マスクの良否判定方法、蒸着マスクの製造方法、蒸着マスク装置の製造方法、蒸着マスクの選定方法および蒸着マスク |
| TWI682565B (zh) * | 2018-08-07 | 2020-01-11 | 財團法人工業技術研究院 | 有機電激發光元件的製造方法 |
| JP6930658B2 (ja) * | 2018-09-07 | 2021-09-01 | 凸版印刷株式会社 | 蒸着マスク中間体、蒸着マスク、および、蒸着マスクの製造方法 |
| KR102837467B1 (ko) * | 2019-02-06 | 2025-07-24 | 다이니폰 인사츠 가부시키가이샤 | 증착 마스크 장치, 마스크 지지 기구 및 증착 마스크 장치의 제조 방법 |
| CN213266672U (zh) * | 2019-09-06 | 2021-05-25 | 凸版印刷株式会社 | 蒸镀掩模中间体以及蒸镀掩模 |
| TWI838585B (zh) * | 2019-10-04 | 2024-04-11 | 日商凸版印刷股份有限公司 | 蒸鍍遮罩、蒸鍍遮罩的製造方法及顯示裝置的製造方法 |
| WO2021092759A1 (zh) * | 2019-11-12 | 2021-05-20 | 京东方科技集团股份有限公司 | 掩模板 |
| US11805678B2 (en) | 2019-11-21 | 2023-10-31 | Samsung Display Co., Ltd. | Display device, mask assembly, method of manufacturing the mask assembly, apparatus for manufacturing the display device, and method of manufacturing the display device |
| JP7099512B2 (ja) * | 2020-02-05 | 2022-07-12 | 凸版印刷株式会社 | 蒸着マスク中間体、蒸着マスク、マスク装置、および、蒸着マスクの製造方法 |
| JP7749925B2 (ja) * | 2020-03-13 | 2025-10-07 | 大日本印刷株式会社 | 有機デバイスの製造装置の蒸着室の評価方法 |
| CN111621742B (zh) * | 2020-05-19 | 2021-07-23 | 武汉华星光电半导体显示技术有限公司 | 一种掩膜板及其应用方法、封装层的制备方法 |
| KR102358270B1 (ko) * | 2020-05-25 | 2022-02-07 | 주식회사 오럼머티리얼 | Oled 화소 형성용 마스크, 마스크 지지 템플릿 및 프레임 일체형 마스크 |
| KR102911323B1 (ko) * | 2020-10-08 | 2026-01-13 | 삼성디스플레이 주식회사 | 증착 장치용 증착원 |
| WO2022092846A1 (ko) * | 2020-10-30 | 2022-05-05 | 에이피에스홀딩스 주식회사 | 증착 마스크 스틱 중간체 |
| CN112501551B (zh) * | 2020-11-18 | 2025-03-28 | 匠博先进材料科技(广州)有限公司 | 蒸镀掩模、蒸镀掩模组件、蒸镀掩模装置及显示装置 |
| CN112458462A (zh) * | 2020-11-18 | 2021-03-09 | 匠博先进材料科技(广州)有限公司 | 蒸镀掩模制造方法、蒸镀掩模、组件、装置及显示装置 |
| CN112323019B (zh) * | 2020-11-18 | 2025-03-14 | 匠博先进材料科技(广州)有限公司 | 一种蒸镀掩模、组件、装置及有机显示装置 |
| US11939658B2 (en) * | 2021-04-09 | 2024-03-26 | Dai Nippon Printing Co., Ltd. | Deposition mask, deposition mask apparatus, deposition apparatus, and manufacturing method for organic device |
| TWI810563B (zh) * | 2021-05-14 | 2023-08-01 | 達運精密工業股份有限公司 | 遮罩的製造方法及遮罩製造裝置 |
| US20220406853A1 (en) * | 2021-06-21 | 2022-12-22 | Dai Nippon Printing Co., Ltd. | Organic device, group of masks, mask, and manufacturing method for organic device |
| KR102371486B1 (ko) * | 2021-10-08 | 2022-03-07 | 풍원정밀(주) | 파인메탈 마스크 |
| TWI828015B (zh) * | 2021-12-01 | 2024-01-01 | 達運精密工業股份有限公司 | 精密金屬遮罩的製造方法 |
| JP7567828B2 (ja) * | 2022-02-17 | 2024-10-16 | トヨタ自動車株式会社 | コネクタ |
| US20230296539A1 (en) | 2022-03-18 | 2023-09-21 | Rigaku Corporation | Correction apparatus, system, method, and program |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016148111A (ja) | 2015-02-10 | 2016-08-18 | 大日本印刷株式会社 | 蒸着マスクの製造方法、蒸着マスクを作製するために用いられる金属板およびその製造方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63255380A (ja) * | 1987-04-09 | 1988-10-21 | Dainippon Printing Co Ltd | シヤドウマスクの製造方法 |
| KR100490534B1 (ko) * | 2001-12-05 | 2005-05-17 | 삼성에스디아이 주식회사 | 유기 전자 발광 소자의 박막 증착용 마스크 프레임 조립체 |
| US6897164B2 (en) * | 2002-02-14 | 2005-05-24 | 3M Innovative Properties Company | Aperture masks for circuit fabrication |
| JP4440563B2 (ja) | 2002-06-03 | 2010-03-24 | 三星モバイルディスプレイ株式會社 | 有機電子発光素子の薄膜蒸着用マスクフレーム組立体 |
| JP4170179B2 (ja) | 2003-01-09 | 2008-10-22 | 株式会社 日立ディスプレイズ | 有機elパネルの製造方法および有機elパネル |
| KR101156432B1 (ko) * | 2009-12-15 | 2012-06-18 | 삼성모바일디스플레이주식회사 | 박막 증착용 마스크 프레임 조립체 및 유기 발광 디스플레이 장치 |
| JP5455059B2 (ja) * | 2010-03-31 | 2014-03-26 | 宇部興産機械株式会社 | 電動押出装置 |
| US8508947B2 (en) * | 2010-10-01 | 2013-08-13 | Intel Corporation | Flex cable and method for making the same |
| CN103238374B (zh) * | 2010-12-27 | 2015-06-24 | 夏普株式会社 | 蒸镀装置、蒸镀方法和有机el显示装置 |
| KR20120085042A (ko) * | 2011-01-21 | 2012-07-31 | (주)에스이피 | 박막증착용 쉐도우마스크 제조 방법 |
| KR20120123918A (ko) * | 2011-05-02 | 2012-11-12 | 삼성디스플레이 주식회사 | 분할 마스크 및 이를 이용한 마스크 프레임 조립체의 조립방법 |
| JP2013055039A (ja) * | 2011-08-11 | 2013-03-21 | Canon Inc | El発光装置の製造方法および蒸着装置 |
| CN102492920A (zh) * | 2011-12-21 | 2012-06-13 | 信利半导体有限公司 | 一种制作掩膜板的方法和掩膜板 |
| KR102128735B1 (ko) | 2012-01-12 | 2020-07-01 | 다이니폰 인사츠 가부시키가이샤 | 수지판을 구비한 금속 마스크, 증착 마스크, 증착 마스크 장치의 제조 방법, 및 유기 반도체 소자의 제조 방법 |
| JP6050642B2 (ja) | 2012-09-19 | 2016-12-21 | 矢崎総業株式会社 | コネクタの製造方法 |
| JP5382257B1 (ja) | 2013-01-10 | 2014-01-08 | 大日本印刷株式会社 | 金属板、金属板の製造方法、および金属板を用いて蒸着マスクを製造する方法 |
| KR101934244B1 (ko) * | 2013-03-26 | 2018-12-31 | 다이니폰 인사츠 가부시키가이샤 | 증착 마스크, 증착 마스크 준비체, 증착 마스크의 제조 방법 및 유기 반도체 소자의 제조 방법 |
| JP6035548B2 (ja) * | 2013-04-11 | 2016-11-30 | 株式会社ブイ・テクノロジー | 蒸着マスク |
| JP5455099B1 (ja) | 2013-09-13 | 2014-03-26 | 大日本印刷株式会社 | 金属板、金属板の製造方法、および金属板を用いてマスクを製造する方法 |
| JP5641462B1 (ja) | 2014-05-13 | 2014-12-17 | 大日本印刷株式会社 | 金属板、金属板の製造方法、および金属板を用いてマスクを製造する方法 |
| KR102316680B1 (ko) * | 2014-11-24 | 2021-10-26 | 삼성디스플레이 주식회사 | 박막 증착용 마스크 어셈블리와, 이의 제조 방법 |
| JP6515520B2 (ja) | 2014-12-15 | 2019-05-22 | 大日本印刷株式会社 | 蒸着マスクの製造方法、蒸着マスクを作製するために用いられる金属板および蒸着マスク |
| KR102366570B1 (ko) * | 2015-06-19 | 2022-02-25 | 삼성디스플레이 주식회사 | 마스크 프레임 조립체 및 그 제조방법 |
| KR102424309B1 (ko) * | 2016-10-07 | 2022-07-25 | 다이니폰 인사츠 가부시키가이샤 | 증착 마스크의 제조 방법, 증착 마스크가 배치된 중간 제품 및 증착 마스크 |
-
2017
- 2017-09-12 KR KR1020197006625A patent/KR102424309B1/ko active Active
- 2017-09-12 JP JP2017550655A patent/JP7301497B2/ja active Active
- 2017-09-12 WO PCT/JP2017/032923 patent/WO2018066325A1/ja not_active Ceased
- 2017-09-12 EP EP17858164.1A patent/EP3524710B8/en active Active
- 2017-09-12 KR KR1020227025054A patent/KR20220104846A/ko not_active Ceased
- 2017-09-20 TW TW110113778A patent/TWI783447B/zh active
- 2017-09-20 TW TW106132193A patent/TWI778977B/zh active
- 2017-09-28 CN CN201721264151.3U patent/CN207313683U/zh active Active
- 2017-09-28 CN CN201710897048.0A patent/CN107916396B/zh active Active
-
2019
- 2019-04-02 US US16/372,661 patent/US20190256965A1/en not_active Abandoned
- 2019-10-24 US US16/662,150 patent/US11313026B2/en active Active
-
2021
- 2021-03-31 US US17/218,609 patent/US20210214837A1/en not_active Abandoned
-
2022
- 2022-03-18 US US17/655,388 patent/US11814719B2/en active Active
- 2022-09-29 JP JP2022156692A patent/JP7545671B2/ja active Active
-
2024
- 2024-08-26 JP JP2024144513A patent/JP2024160401A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016148111A (ja) | 2015-02-10 | 2016-08-18 | 大日本印刷株式会社 | 蒸着マスクの製造方法、蒸着マスクを作製するために用いられる金属板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11313026B2 (en) | 2022-04-26 |
| TWI778977B (zh) | 2022-10-01 |
| EP3524710A4 (en) | 2020-06-10 |
| KR20220104846A (ko) | 2022-07-26 |
| JP2022191309A (ja) | 2022-12-27 |
| JPWO2018066325A1 (ja) | 2019-07-18 |
| EP3524710A1 (en) | 2019-08-14 |
| EP3524710B1 (en) | 2023-12-20 |
| TW202129033A (zh) | 2021-08-01 |
| CN107916396A (zh) | 2018-04-17 |
| CN207313683U (zh) | 2018-05-04 |
| JP7301497B2 (ja) | 2023-07-03 |
| TW201816148A (zh) | 2018-05-01 |
| US20190256965A1 (en) | 2019-08-22 |
| US11814719B2 (en) | 2023-11-14 |
| WO2018066325A1 (ja) | 2018-04-12 |
| JP7545671B2 (ja) | 2024-09-05 |
| US20200056279A1 (en) | 2020-02-20 |
| EP3524710B8 (en) | 2024-01-24 |
| TWI783447B (zh) | 2022-11-11 |
| US20220205077A1 (en) | 2022-06-30 |
| US20210214837A1 (en) | 2021-07-15 |
| KR20190060760A (ko) | 2019-06-03 |
| JP2024160401A (ja) | 2024-11-13 |
| CN107916396B (zh) | 2020-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102424309B1 (ko) | 증착 마스크의 제조 방법, 증착 마스크가 배치된 중간 제품 및 증착 마스크 | |
| JP7673767B2 (ja) | 蒸着マスクの中間製品 | |
| KR102657827B1 (ko) | 중간 제품 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| A107 | Divisional application of patent | ||
| GRNT | Written decision to grant | ||
| PA0104 | Divisional application for international application |
St.27 status event code: A-0-1-A10-A18-div-PA0104 St.27 status event code: A-0-1-A10-A16-div-PA0104 |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 4 |