JP7041842B2 - 組電池および組電池の製造方法 - Google Patents
組電池および組電池の製造方法 Download PDFInfo
- Publication number
- JP7041842B2 JP7041842B2 JP2018058566A JP2018058566A JP7041842B2 JP 7041842 B2 JP7041842 B2 JP 7041842B2 JP 2018058566 A JP2018058566 A JP 2018058566A JP 2018058566 A JP2018058566 A JP 2018058566A JP 7041842 B2 JP7041842 B2 JP 7041842B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode terminal
- bus bar
- single cell
- electrode
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/514—Methods for interconnecting adjacent batteries or cells
- H01M50/516—Methods for interconnecting adjacent batteries or cells by welding, soldering or brazing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/176—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/209—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/262—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders with fastening means, e.g. locks
- H01M50/264—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders with fastening means, e.g. locks for cells or batteries, e.g. straps, tie rods or peripheral frames
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/507—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing comprising an arrangement of two or more busbars within a container structure, e.g. busbar modules
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/509—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the type of connection, e.g. mixed connections
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/521—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the material
- H01M50/522—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Battery Mounting, Suspending (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
Description
このように、バスバーと電極端子とを溶接することによって複数の単セルの各々を電気的に接続する組電池の一例が特許文献1に開示されている。
具体的には、バスバー130と電極端子112とを溶接する際のレーザーLの出力が大きすぎる場合やバスバー130の厚みが薄すぎる場合には、レーザーLがバスバー130と電極端子112とを貫通して単セル110に照射され、当該レーザーLの熱によって単セル110が破損する虞があった。一方で、レーザーLの出力が小さすぎる場合やバスバー130の厚みが厚すぎる場合などには、レーザーLがバスバー130を貫通せず、電極端子112とバスバー130を跨ぐような溶接部140を形成することができなくなるため、接続不良が生じる虞があった。
また、この組電池100では、隣り合った単セル110の間で電極端子112同士を面接触させているが、この電極端子112の間に隙間が生じていると、当該隙間をレーザーLが通過して単セル110に照射され、レーザーLの熱によって単セル110が破損する虞があった。
そして、ここで開示される組電池では、板状の電極端子と板状の接合突起とが面接触し、電極端子の先端部と接合突起の先端部とが溶接されている
かかる検討の結果、上述の問題が生じる原因の一つとして、従来の組電池では溶接状態をバスバーの外側から確認することができないと考えた。例えば、図11に示す構造の組電池100において、バスバー130と電極端子112とを適切に溶接するには、レーザーLがバスバー130を貫通し、かつ、電極端子112を貫通しないようにレーザーLの照射条件を調整する必要がある。しかし、かかる組電池100では、電極端子112を覆うようにバスバー130が配置されているため、バスバー130の外側からは溶接の状態を確認することができない。この結果、レーザーLの照射条件を適切に調整することが困難になり、レーザーLが強すぎることによる単セル110の破損や、レーザーLが弱すぎることによる接続不良が生じやすくなる。
また、ここで開示される組電池では、単セルの電極端子を係止すると共に接合突起に向けて付勢する係止付勢部がバスバーに形成されているため、接合突起と電極端子とを適切に面接触させることができる。これによって、溶接対象の部材の間に隙間が生じることを適切に防止することができるため、当該隙間をレーザーが通過して単セルを破損させることを防止できる。
従って、ここで開示される組電池によれば、バスバーと電極端子との溶接を適切に行い、単セルの破損や溶接不良の発生を好適に防止することができる。
上記した係止付勢部は、ベース部の両端部の各々に一個ずつ形成されていればよいが、バスバーの接合突起と単セルの電極端子とをより適切に面接触させるという点を考慮すると、ベース部の両端部の各々に複数形成されている方が好ましい。例えば、上述の態様のように、ベース部の両端部の両側縁の各々に係止付勢部を形成すれば、合計4個の係止付勢部を設けることができるため、バスバーと電極端子との溶接をより好適に行い、単セルの破損や溶接不良の発生を確実に防止することができる。
このように、電極端子の先端部を覆うアーム部を備えた係止付勢部を設けた場合、電極端子の先端部とアーム部とを接触させ、電極端子の先端部と接合突起の先端部との高さ位置を揃えることができる。この結果、電極端子と接合突起との溶接をより好適に行うことができる。
電極体を収容する外装体には、金属製のケースや樹脂製のラミネートフィルムなどが用いられる。かかる外装体の中でもラミネートフィルムは、材料コストが低いなどの利点を有している。しかし、ラミネートフィルムは、金属製のケースと比べて剛性が低いため、単セルを配列させる際の位置決めが困難になるという問題を有している。これに対して、ここで開示される組電池では、係止付勢部によってバスバーと電極端子とを係止させて固定することができるため、各々の単セルの位置決めを容易に行うことができる。
また、ラミネートフィルムは、金属製のケースに比べて耐熱性が低いため、レーザーによって電極端子とバスバーとを溶接する場合に当該レーザーが外装体に照射されると、単セルの破損が容易に生じるという問題も有している。しかし、上述したように、ここで開示される組電池では、溶接状態を確認しながら溶接を行うことができると共に、接合対象の間に隙間が生じることを防止することをできるため、単セルにレーザーが照射されることを適切に防止できる。
このように、ここで開示される組電池によれば、外装体にラミネートフィルムを用いた際に生じ得る種々の問題の発生を好適に防止することができる。
ここで開示される組電池の製造方法は、複数の単セルが所定の配列方向に沿って配列され、隣接した単セルの各々がバスバーによって電気的に接続されている組電池を製造する方法である。かかる製造方法によって得られる組電池の単セルは、電極体と、電極体を収容する外装体と、導電性を有する板状部材であって、一方の端部が外装体の内部で電極体に接続され、他方の端部が外装体の外部に突出している電極端子とを備えいる。また、バスバーは、隣接した単セルの電極端子の間において、配列方向に沿って延びる板状のベース部を備えており、板状のベース部の配列方向における両端部に、単セルの高さ方向に沿って延びる板状の接合突起と、単セルの電極端子を係止すると共に接合突起に向けて付勢する係止付勢部とが形成されている。
そして、ここで開示される組電池の製造方法は、板状の電極端子が板状の接合突起とを面接触させると共に、単セルの電極端子を係止付勢部に係止させ、当該係止付勢部によって電極端子を接合突起に向けて付勢させる工程と、電極端子の先端部と接合突起の先端部とを溶接する工程とを含む。
また、係止付勢部によってバスバーと電極端子とを固定することができると共に、電極端子を接合突起に向けて付勢させることができるため、溶接対象である電極端子と接合突起との間に隙間が生じることを防止できる。
従って、ここで開示される製造方法によれば、バスバーと電極端子との溶接を適切に行い、単セルの破損や溶接不良の発生を好適に防止することができる。
上述したように、従来の技術では、レーザー溶接を行った際に、単セルの破損や溶接不良などの種々の問題が生じ得る。これに対して、ここで開示される組電池の製造方法では、電極端子とバスバーとの溶接状態を外部から確認することができると共に、溶接対象の間に隙間が生じることを防止することができる。このため、ここで開示される製造方法によれば、レーザー溶接を行った際に生じ得る単セルの破損や溶接不良などの問題の発生を好適に防止することができる。
なお、ここで開示される製造方法において、電極端子とバスバーとを溶接する手段は、レーザー溶接に限定されず、超音波溶接などの種々の溶接手段を採用することができる。このようなレーザー溶接以外の溶接手段を用いた場合であっても、電極端子とバスバーとの溶接位置を外部から確認しながら溶接を行うことができると共に、電極端子とバスバーとを適切に面接触させることができるため、溶接不良などの発生を好適に防止できるという効果が得られる。
図1は本実施形態に係る組電池を模式的に示す平面図である。なお、本明細書の各図における符号Xは「単セルの配列方向」を指し、符号Yは「単セルの幅方向」を指し、符号Zは「単セルの高さ方向」を示している。
図1に示すように、本実施形態に係る組電池1は、単セル10を複数備えている(図1では20個)。単セル10の各々は、配列方向Xに沿って配列されており、当該配列された単セル10の間に緩衝部材60が挟み込まれている。そして、各々の単セル10は、バスバー30によって電気的に接続されている。また、この組電池1では、配列方向Xにおける両外側に拘束板50が配置されており、当該一対の拘束板50に拘束バンド52が架け渡されている。これによって、配列方向Xに沿って配置された単セル10が一対の拘束板50によって拘束される。
なお、本明細書では、配列方向Xの一方の端部(図1中の左側)に配置された単セル10を「1番目の単セル」と称する。そして、当該「1番目の単セル」以降の単セルについて、他方の端部(図1中の右側)に向かって「2番目の単セル、3番目の単セル、・・・・」と配列番号が順次増加するように称する。
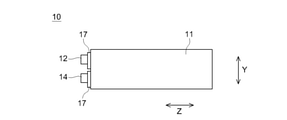
図2は本実施形態に係る組電池に用いられる単電池を模式的に示す側面図である。図2に示すように、本実施形態における単セル10は、外装体11を備えている。本実施形態では、外装体11としてラミネートフィルムが用いられており、当該ラミネートフィルムの内部に電極体と電解質とが収容されている。
なお、電極体や電解質については、従来の一般的なリチウムイオン二次電池と同様のものを特に制限なく使用することができるため詳細な説明は省略する。
なお、図2中の符号12で示される電極端子は、電極体の正極と接続された正極端子であり、符号14で示される電極端子は、電極体の負極と接続された負極端子である。また、本実施形態に係る単セル10の外装体11には、外装体11の外部に露出した電極端子12、14を保持する絶縁ホルダ17が設けられている。
図1に示すように、本実施形態に係る組電池1は、単セル10の配列方向Xに沿って延びる板状のバスバー30を複数備えている。そして、このバスバー30によって、隣接した各々の単セル10が順次接続されている。具体的には、この組電池1では、1番目~4番目の単セル10の正極端子12同士(負極端子14同士)がバスバー30によって接続されている(1番目~4番目の単セル10の各々が並列に接続されている)。そして、5番目~8番目の単セル10では、正極端子12と負極端子14の位置が1番目~4番目の単セル10の逆になるように、各々の単セル10の向きを入れ替えて配置されており、4番目の単セル10の正極端子12と、5番目の単セル10の負極端子14とがバスバー30によって接続されていると共に、5番目~8番目の単セル10が並列に接続されている。このように、4個の単セル10が並列に接続されたユニットを複数形成し、当該ユニット同士を直列に接続することによって、本実施形態に係る組電池1が構築される。
なお、配列方向Xにおける一方の端部には、1番目の単セル10の正極端子12のみと接続されたバスバー(総プラスのバスバー)30Aが設けられ、他方の端部には、20番目の単セル10の負極端子14のみと接続されたバスバー(総マイナスのバスバー)30Bが設けられている。かかる総プラスのバスバー30Aと、総マイナスのバスバー30Bは、車両のモーターなどの外部機器と接続される。
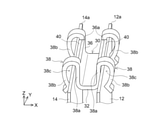
図3Bに示すように、このようにして作製されたバスバー30は、単セル10の配列方向Xに沿って延びるベース部32を備えており、当該ベース部32の両端部の中央に高さ方向Zに沿って延びる接合突起36が形成される。
また、このバスバー30では、ベース部32の両端部の両側縁の各々に逆U字状の係止付勢部38が形成されている。かかる逆U字状の係止付勢部38は、高さ方向Z(電極端子12、14の延在方向)に沿って延びる立ち上がり部38aと、立ち上がり部38aと対向するように立ち上がり部38aの先端部から湾曲して延びるアーム部38bとを備えている。そして、このバスバー30の係止付勢部38には、立ち上がり部38aとアーム部38dに囲まれた挿入部38cが形成される。本実施形態では、挿入部38cの上部と接合突起36の先端部36aの各々の高さ方向Xにおける位置が揃うように、アーム部38dが折り曲げられている。
次に、本実施形態に係る組電池1における電極端子12、14とバスバー30との接続構造について図4および図5を参照しながら説明する。図4は本実施形態に係る組電池の電極端子とバスバーを模式的に示す斜視図であり、図5は図1中のV-V矢視図である。
かかるバスバー30を用いて単セル10の電極端子12、14を接続する場合、先ず、隣接した2個の単セル10の各々の電極端子12、14の間に、バスバー30のベース部32を配置し、当該バスバー30の両端部に形成された係止付勢部38の挿入部38c(図3参照)に電極端子12、14を挿入する。これによって、電極端子12、14が係止付勢部38によって係止され、バスバー30と電極端子12、14とが固定される。
また、本実施形態では、立ち上がり部38aと対向するように湾曲したアーム部38bが形成されており、当該アーム部38bによって電極端子12、14が押圧される。これによって、単セル10の電極端子12、14が接合突起36に向かって付勢されるため、電極端子12、14とバスバー30の接合突起36とを適切に面接触することができる。
さらに、本実施形態では、係止付勢部38のアーム部38bが電極端子12、14の先端部12a、14aを覆うように形成されており、係止付勢部38のアーム部38bの上部に電極端子12、14の先端部12a、14aを接触させている。これによって、バスバー30の接合突起36の先端部36aと、電極端子12、14の先端部12a、14aの高さ位置を揃えることができる。
また、本実施形態では、単セル10の電極端子12、14とバスバー30の接合突起36とが係止付勢部38によって係止されていると共に、当該係止付勢部38によって電極端子12、14が接合突起36に向けて付勢されている。これによって、溶接対象である電極端子12と接合突起36との間に隙間が生じることを防止できるため、溶接対象の間の隙間をレーザーが通過して単セル10に照射されることを好適に防止できる。
以上のように、本実施形態によれば、バスバー30と電極端子12、14との溶接を適切に行うことができるため、単セル10の破損や溶接不良の発生を好適に防止することができる。
また、ラミネートフィルムは、金属製のケースに比べて耐熱性が低いため、レーザーが照射された際に破損し易いという問題も有している。しかし、本実施形態では、上述したように、係止付勢部38のアーム部38bによって電極端子12、14が接合突起36に向けて付勢されているため、電極端子12、14と接合突起36との間に隙間が生じることを防止できる。これによって、溶接対象の部材間の隙間を通過したレーザーが単セル10に照射されることを適切に防止できる。
以上のように、本実施形態によれば、外装体11にラミネートフィルムを使用することによる問題を適切に解決し、材料コストが低いなどの利点のみを享受することができる。
なお、ここで開示される組電池に用いられる外装体は、ラミネートフィルムに限定されず、アルミニウムなどの金属製の電池ケースなどを用いてもよい。
以上、本発明の一実施形態に係る組電池1について説明したが、本発明は上述した実施形態に限定されず、種々の変更を行うことができる。
図4に示すように、上述した実施形態におけるバスバー30は、4個の係止付勢部38を備えている。しかし、バスバーの係止付勢部は、電極端子とバスバーとを係止すると共に、電極端子を接合突起に向けて付勢することができればよく、係止付勢部の個数は上述した実施形態に限定されない。
例えば、図6に示すバスバー30Cでは、ベース部32の両端部の中央に一個ずつ係止付勢部38が形成されていると共に、当該ベース部32の両端部の両側縁から高さ方向Zに沿って延びる接合突起36が形成されている。このように、両端部に一対の係止付勢部38が形成されたバスバー30Cを用いた場合でも、係止付勢部38によって電極端子とバスバー30Cとを係止すると共に、当該係止付勢部38のアーム部38bで電極端子を接合突起36に向かって付勢することができる。
但し、図3Bに示すバスバー30のように、ベース部32の両端部の両側縁の各々に係止付勢部38を形成した場合、バスバー30と電極端子とをより好適に固定することができるため好ましい。
例えば、上述した実施形態のバスバー30の係止付勢部38は、図4に示すように、電極端子12、14の先端部12a、14aを覆うように湾曲したアーム部38bを備えている。しかし、図7に示すように、電極端子12、14の両側縁を覆うように湾曲したアーム部38dを備えた係止付勢部38を形成した場合でも、アーム部38dによって電極端子12、14とバスバー30Dとを係止すると共に、電極端子12、14を接合突起36に向かって付勢することができる。
但し、上述したように、電極端子12、14の先端部12a、14aを覆うように湾曲したアーム部38bを設けた場合、電極端子12、14の先端部12a、14aと接合突起36の先端部36aとの高さ位置を揃え、電極端子12、14と接合突起36との溶接を容易に行うことができるため好ましい。
また、組電池を構成する各々の単セルの配列構造についても、上述した実施形態に限定されず、組電池の目的や単セルの構造に応じて適宜変更することができる。
例えば、上述した実施形態に係る組電池1は、4個の単セル10を並列に接続したユニットを複数形成し、当該ユニット同士を直列に接続することによって構築されている。この組電池1では、平板状のバスバー30によって各々のユニットが適切に接続されるように、ユニット毎で単セル10の向きを入れ替えて正極端子12と負極端子14の位置を逆にしている。
しかし、組電池1を構成する各々の単セル10は、図8に示すように、正極端子12と負極端子14が全て同じ位置に配置されるように向きを揃えて配列してもよい。このような構造の組電池1Aの場合には、4番目と5番目の単セル10、8番目と9番目の単セル10、12番目と13番目の単セル10、16番目と17番目の単セル10の各々を接続する際に、平面視において段差状のバスバー30Eを用いると好ましい。これによって、正極端子12と負極端子14とを適切に接続することができる。また、このような構造のバスバー30Eを用いる場合にも、当該バスバー30Eの両端部に接合突起と係止付勢部を形成することによって、単セルの電極端子とバスバーとを適切に接続することができる。
例えば、図9に示すように、外装体11の一方の端部から正極端子12の端部が露出し、他方の端部から負極端子14の端部が露出した単セル10Aを用いることもできる。このような単セル10Aを用いた場合には、図10Aおよび図10Bに示すように、組電池1Bの両面にバスバー30による接続構造が設けられる。具体的には、図10Aに示すように、組電池1Bの一方の面に、単セル10Aの正極端子12のみが接続された総プラスのバスバー30Aが設けられる。そして、図10Bに示すように、組電池1の他方の面に、負極端子14のみが接続された総マイナスのバスバー30Bが設けられる。このような構造を採用した場合でも、各々のバスバー30に接合突起と係止付勢部とを設け、係止付勢部によって電極端子12、14をバスバー30に係合させ、電極端子12、14を接合突起に向けて付勢することによって、バスバー30と電極端子12、14との溶接を適切に行うことができる。
また、上述した実施形態では、バスバーと電極端子とをレーザーによって溶接しているが、バスバーと電極端子とを溶接する手段はレーザー溶接に限定されない。
例えば、超音波によってバスバーと電極端子とを溶接する場合に、従来技術のようにバスバーと電極端子との溶接位置を確認することができないと、バスバーと電極端子との溶接位置がずれて超音波溶接が適切に行われなくなる虞がある。これに対し、ここで開示される組電池では、バスバーと電極端子との溶接位置を確認しながら超音波溶接を適切に行うことができる。
また、ここで開示される組電池では、係止付勢部によってバスバーと電極端子とを固定すると共に、電極端子を接合突起に向けて付勢してバスバーと電極端子との間に隙間が生じることを防止することができる。このため、溶接対象を適切に接触させた状態で超音波溶接を行い、溶接不良の発生を好適に防止できる。
なお、レーザー溶接や超音波溶接以外の溶接手段を採用した場合でも同様に、溶接位置を確認しながら溶接を適切に行うことができると共に、電極端子とバスバーとを適切に面接触さえることができるため、溶接不良などの種々の問題が発生することを好適に防止できる。
10、10A 単セル
11 外装体
12 正極端子(電極端子)
12a、14a 電極端子の先端部
14 負極端子(電極端子)
17 絶縁ホルダ
30、30A~30E、130 バスバー
32 ベース部
35 導電板
35A 切り欠き部
36 接合突起
36a 接合突起の先端部
38 係止付勢部
38a 立ち上がり部
38b、38d アーム部
38c 挿入部
40、140 溶接部
50 拘束板
52 拘束バンド
60 緩衝部材
112 電極端子
L1~L14 折り曲げ位置
X 単セルの配列方向
Y 単セルの幅方向
Z 単セルの高さ方向
Claims (5)
- 複数の単セルが所定の配列方向に沿って配列され、隣接した前記単セルの各々がバスバーによって電気的に接続されている組電池であって、
前記単セルは、電極体と、前記電極体を収容する外装体と、導電性を有する板状部材であって、一方の端部が前記外装体の内部で前記電極体に接続され、他方の端部が前記外装体の外部に突出している電極端子とを備え、
前記バスバーは、隣接した前記単セルの前記電極端子の間に配置されて前記配列方向に沿って延びる板状のベース部を備えており、
前記板状のベース部の前記配列方向の両端部に、板状の前記電極端子に沿って延びる板状の接合突起と、前記電極端子と前記バスバーとを係止すると共に前記電極端子を前記接合突起に向けて付勢する係止付勢部とが形成されており、
前記係止付勢部は、前記ベース部の前記両端部から前記電極端子に沿って延びる立ち上がり部と、前記電極端子の先端部を覆い、かつ、前記立ち上がり部と対向するように前記立ち上がり部の先端部から湾曲して延びるアーム部とを備えており、
板状の前記電極端子と板状の前記接合突起とが面接触し、前記電極端子の先端部と前記接合突起の先端部とが溶接されている、組電池。 - 前記板状のベース部の前記両端部の両側縁の各々に前記係止付勢部が設けられている、請求項1に記載の組電池。
- 前記単セルの前記外装体がラミネートフィルムである、請求項1または2に記載の組電池。
- 複数の単セルが所定の配列方向に沿って配列され、隣接した前記単セルの各々がバスバーによって電気的に接続されている組電池を製造する方法であって、
前記単セルは、電極体と、前記電極体を収容する外装体と、導電性を有する板状部材であって、一方の端部が前記外装体の内部で前記電極体に接続され、他方の端部が前記外装体の外部に突出している電極端子とを備え、
前記バスバーは、隣接した前記単セルの前記電極端子の間において、前記配列方向に沿って延びる板状のベース部を備えており、前記板状のベース部の前記配列方向における両端部に、前記単セルの高さ方向に沿って延びる板状の接合突起と、前記単セルの電極端子を係止すると共に前記接合突起に向けて付勢する係止付勢部とが形成されており、
前記係止付勢部は、前記ベース部の前記両端部から前記電極端子に沿って延びる立ち上がり部と、前記電極端子の先端部を覆い、かつ、前記立ち上がり部と対向するように前記立ち上がり部の先端部から湾曲して延びるアーム部とを備えており、
板状の前記電極端子と板状の前記接合突起とを面接触させると共に、前記単セルの前記電極端子を前記係止付勢部に係止させ、当該係止付勢部によって前記電極端子を前記接合突起に向けて付勢させる工程と、
前記電極端子の先端部と前記接合突起の先端部とを溶接する工程とを含む、組電池の製造方法。 - 前記電極端子の先端部と前記接合突起の先端部とをレーザーによって溶接する、請求項4に記載の組電池の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018058566A JP7041842B2 (ja) | 2018-03-26 | 2018-03-26 | 組電池および組電池の製造方法 |
| US16/353,501 US20190296313A1 (en) | 2018-03-26 | 2019-03-14 | Assembled battery and manufacturing method of assembled battery |
| CN201910222365.1A CN110364670B (zh) | 2018-03-26 | 2019-03-22 | 电池组和电池组的制造方法 |
| US17/244,204 US11233295B2 (en) | 2018-03-26 | 2021-04-29 | Assembled battery and manufacturing method of assembled battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018058566A JP7041842B2 (ja) | 2018-03-26 | 2018-03-26 | 組電池および組電池の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019169452A JP2019169452A (ja) | 2019-10-03 |
| JP7041842B2 true JP7041842B2 (ja) | 2022-03-25 |
Family
ID=67985738
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018058566A Active JP7041842B2 (ja) | 2018-03-26 | 2018-03-26 | 組電池および組電池の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US20190296313A1 (ja) |
| JP (1) | JP7041842B2 (ja) |
| CN (1) | CN110364670B (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019127703A1 (de) * | 2019-11-04 | 2021-05-06 | HELLA GmbH & Co. KGaA | Zellverbund, umfassend eine Mehrzahl von Energiespeicherzellen und Verfahren zu dessen Herstellung |
| US11646461B2 (en) * | 2020-03-17 | 2023-05-09 | The Boeing Company | Battery cooling systems and methods |
| CN112034363B (zh) * | 2020-09-04 | 2023-04-14 | 超威电源集团有限公司 | 密封铅酸蓄电池单格落后检测方法 |
| KR102935639B1 (ko) * | 2020-10-06 | 2026-03-05 | 주식회사 엘지에너지솔루션 | 배터리 모듈, 이를 포함하는 배터리 팩 및 자동차 |
| US11370369B1 (en) * | 2020-12-29 | 2022-06-28 | Lear Corporation | Header terminal alignment assembly |
| EP4203171B1 (en) * | 2021-05-03 | 2025-10-15 | LG Energy Solution, Ltd. | Battery module and battery pack including same |
| USD1078459S1 (en) | 2021-06-25 | 2025-06-10 | Caterpillar Inc. | Bracket |
| DE102021129965A1 (de) | 2021-11-17 | 2023-05-17 | HELLA GmbH & Co. KGaA | Energiespeicher, Verfahren zur Herstellung eines Energiespeichers sowie Fahrzeug |
| DE102022004087A1 (de) * | 2022-10-31 | 2024-05-02 | Mercedes-Benz Group AG | Batteriemodul für einen elektrischen Energiespeicher, elektrischer Energiespeicher sowie Kraftfahrzeug |
| CN117594860B (zh) * | 2024-01-19 | 2024-04-05 | 新立讯科技股份有限公司 | 基于dlp的新能源汽车工艺指导方法及系统 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011181369A (ja) | 2010-03-02 | 2011-09-15 | Denso Corp | ラミネートセル電池構造体 |
| US20110293974A1 (en) | 2010-06-01 | 2011-12-01 | Ji-Hyoung Yoon | Battery pack |
| JP2012212607A (ja) | 2011-03-31 | 2012-11-01 | Nec Energy Devices Ltd | 電池パック |
| JP2014138000A (ja) | 2013-01-18 | 2014-07-28 | Samsung Sdi Co Ltd | バッテリーモジュール |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2568023B2 (ja) * | 1993-01-18 | 1996-12-25 | 日本碍子株式会社 | 単電池の接続端子及び接続構造 |
| US6660430B1 (en) | 2000-01-24 | 2003-12-09 | Mitsubishi Denki Kabushiki Kaisha | Package for nonaqueous electrolyte cell and cell comprising the same |
| FR2888669B1 (fr) | 2005-07-13 | 2010-08-20 | Batscap Sa | Systeme d'interconnexion pour un ensemble de stockage d'energie |
| KR101050318B1 (ko) | 2009-04-16 | 2011-07-19 | 에스비리모티브 주식회사 | 이차 전지 모듈 |
| CN105009325A (zh) * | 2013-01-04 | 2015-10-28 | 日立汽车系统株式会社 | 组电池 |
| US9698402B2 (en) * | 2014-03-13 | 2017-07-04 | Ford Global Technologies, Llc | Method of welding a bus bar to battery cell terminals |
| JP6380005B2 (ja) * | 2014-10-29 | 2018-08-29 | 株式会社デンソー | 組電池及びその製造方法 |
| US10230140B2 (en) | 2016-09-27 | 2019-03-12 | GM Global Technology Operations LLC | Vehicle battery cooling system |
-
2018
- 2018-03-26 JP JP2018058566A patent/JP7041842B2/ja active Active
-
2019
- 2019-03-14 US US16/353,501 patent/US20190296313A1/en not_active Abandoned
- 2019-03-22 CN CN201910222365.1A patent/CN110364670B/zh active Active
-
2021
- 2021-04-29 US US17/244,204 patent/US11233295B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011181369A (ja) | 2010-03-02 | 2011-09-15 | Denso Corp | ラミネートセル電池構造体 |
| US20110293974A1 (en) | 2010-06-01 | 2011-12-01 | Ji-Hyoung Yoon | Battery pack |
| JP2012212607A (ja) | 2011-03-31 | 2012-11-01 | Nec Energy Devices Ltd | 電池パック |
| JP2014138000A (ja) | 2013-01-18 | 2014-07-28 | Samsung Sdi Co Ltd | バッテリーモジュール |
Also Published As
| Publication number | Publication date |
|---|---|
| US11233295B2 (en) | 2022-01-25 |
| CN110364670B (zh) | 2022-02-11 |
| JP2019169452A (ja) | 2019-10-03 |
| US20210249737A1 (en) | 2021-08-12 |
| US20190296313A1 (en) | 2019-09-26 |
| CN110364670A (zh) | 2019-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7041842B2 (ja) | 組電池および組電池の製造方法 | |
| JP7054442B2 (ja) | 組電池および組電池の製造方法 | |
| CN108695457B (zh) | 电池组 | |
| JP4661257B2 (ja) | 集電端子及び該端子を備えた蓄電装置 | |
| JP6631866B2 (ja) | 蓄電装置 | |
| JP5965396B2 (ja) | 電池用負極端子および電池用負極端子の製造方法 | |
| CN105474434A (zh) | 电池模块 | |
| WO2007063877A1 (ja) | 電気デバイス集合体の製造方法 | |
| CN103620824A (zh) | 蓄电器件以及蓄电器件的制造方法 | |
| CN104685667A (zh) | 蓄电装置的制造方法、超声波焊接用的辅助板以及蓄电装置 | |
| CN108028348A (zh) | 蓄电元件以及蓄电元件的制造方法 | |
| WO2019181508A1 (ja) | 蓄電装置 | |
| JP7213478B2 (ja) | バスバー及び電池積層体 | |
| CN111279521B (zh) | 蓄电装置 | |
| JP2002170547A (ja) | 密閉形電池 | |
| JP2004241150A (ja) | 電池 | |
| JP7606970B2 (ja) | 角形二次電池及びその製造方法 | |
| JP2022112412A (ja) | 端子部品、二次電池および組電池 | |
| JP7207398B2 (ja) | 蓄電装置 | |
| JP2013004222A (ja) | 角形電池及びその製造方法 | |
| JP7106920B2 (ja) | 蓄電装置 | |
| JP2024138573A (ja) | 電池モジュール、及び当該電池モジュールの製造方法 | |
| JP6922328B2 (ja) | 電極組立体の製造方法 | |
| JP6764569B2 (ja) | 密閉型電池 | |
| KR20220100359A (ko) | 배터리 모듈, 이를 포함하는 배터리 팩 및 자동차 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211028 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220210 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220223 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7041842 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |