JP2022153870A - Label for cleaning, and method for manufacturing label for cleaning - Google Patents
Label for cleaning, and method for manufacturing label for cleaning Download PDFInfo
- Publication number
- JP2022153870A JP2022153870A JP2021056618A JP2021056618A JP2022153870A JP 2022153870 A JP2022153870 A JP 2022153870A JP 2021056618 A JP2021056618 A JP 2021056618A JP 2021056618 A JP2021056618 A JP 2021056618A JP 2022153870 A JP2022153870 A JP 2022153870A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive layer
- sensitive adhesive
- label
- heat
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
【課題】衣類等の被着体に感圧接着させた後に、前記被着体に感熱接着可能で、耐ドライクリーニング性に優れたクリーニング用ラベルを提供する。【解決手段】基材10と、基材10の一方の面上に積層された感熱接着剤層20と、感熱接着剤層20の、基材10が積層された側とは反対側の面上に積層された粘着剤層30と、を備え、粘着剤層30は重合体成分(A)を含有し、粘着剤層30の前記重合体成分(A)100質量部に対する、粘着付与樹脂の含有量の割合が10質量部未満である、クリーニング用ラベル1。【選択図】図1[Problem] To provide a cleaning label that can be heat-sensitively adhered to an adherend such as clothing after pressure-sensitive adhesion to the adherend, and has excellent dry-cleaning resistance. [Solution] A cleaning label 1 comprising a substrate 10, a heat-sensitive adhesive layer 20 laminated on one side of the substrate 10, and a pressure-sensitive adhesive layer 30 laminated on the side of the heat-sensitive adhesive layer 20 opposite to the side on which the substrate 10 is laminated, the pressure-sensitive adhesive layer 30 containing a polymer component (A), and the proportion of a tackifier resin relative to 100 parts by mass of the polymer component (A) in the pressure-sensitive adhesive layer 30 being less than 10 parts by mass. [Selected Figure] Figure 1
Description
本発明は、クリーニング用ラベル、及びクリーニング用ラベルの製造方法に関する。 The present invention relates to a cleaning label and a method for manufacturing a cleaning label.
衣類等の情報を表示するために、種々のタグが用いられている。
クリーニング店では、回収された衣類等の識別や分類を目的として、衣類等にクリーニングタグを付すことが行われている。
また、衣類等には、洗濯表示、洗濯記号、サイズ、洗濯又はドライクリーニング方法を含む取り扱い上の注意事項、材料の種類、繊維組成などの情報が記された品質表示用タグが付されている。
上記のクリーニングタグは、金属製のピンやステープラ針を利用して取り付けられている。また、上記の品質表示用タグは、衣類等に直接縫着されているのが通常である。
Various tags are used to display information on clothing and the like.
In dry cleaning shops, cleaning tags are attached to collected clothing for the purpose of identifying and sorting the collected clothing.
In addition, clothing, etc. is attached with quality labeling tags that include information such as washing labels, washing symbols, sizes, handling precautions including washing or dry cleaning methods, material types, and fiber composition. .
The above cleaning tags are attached using metal pins or staples. Moreover, the above-mentioned quality labeling tag is normally sewn directly onto clothing or the like.
一方、衣類等に接着可能なクリーニングタグとして、特許文献1には、基材/ホットメルト接着剤層/粘着剤層からなり、ラベルの面積に対してホットメルト接着剤層が全面積に存在し、粘着剤層はホットメルト接着剤層の表面にラベルの端部分以外の位置に部分的に存在するラベルが開示されている。
On the other hand, as a cleaning tag that can be adhered to clothes, etc.,
特許文献2には、印刷層と、この印刷層の裏面に設けたホットメルト接着剤からなる熱接着層と、この熱接着層の裏面に設けた着脱自在な粘着剤からなる仮接着層とを含み、前記仮接着層を剥離シートに仮接着してなる布貼付用タグにおいて、前記仮接着層は、前記熱接着層の裏面に対してその一部に設けてある布貼付用タグが開示されている。 In Patent Document 2, a printed layer, a thermal adhesive layer made of a hot melt adhesive provided on the back surface of the printed layer, and a temporary adhesive layer made of a detachable adhesive provided on the back surface of the thermal adhesive layer. In the tag for attaching to cloth, wherein the temporary adhesive layer is temporarily attached to the release sheet, the tag for attaching to cloth is disclosed in which the temporary adhesive layer is provided on a part of the back surface of the thermal adhesive layer. ing.
上記に挙げたクリーニングタグでは、衣類等の被着体にクリーニングタグを感圧接着させて仮どめすることのできる粘着剤層(特許文献1の粘着剤層、特許文献2の仮接着層)が設けてあり、感熱接着剤層(特許文献1のホットメルト接着剤層、特許文献2の熱接着層)による感熱接着の妨げとなりやすい。そのため、特許文献1及び特許文献2では、感熱接着力を強固にして耐クリーニング性を高めるため、粘着剤層が感熱接着剤層に対して部分的に設けられている。
しかし、耐クリーニング性の向上においては、未だ改善の余地がある。
In the above-mentioned cleaning tags, an adhesive layer (adhesive layer of
However, there is still room for improvement in improving cleaning resistance.
本発明は、上記のような問題点を解消するためになされたものであり、衣類等の被着体に感圧接着させて仮どめ可能な貼り適性を備え、仮どめされた後に被着体に感熱接着可能で、ドライクリーニングを経ても剥がれ難い耐ドライクリーニング性に優れた、クリーニング用ラベルを提供することを目的とする。 The present invention has been made in order to solve the above-described problems. To provide a label for cleaning which can be heat-sensitively adhered to an adherend, is resistant to peeling even after dry cleaning, and has excellent dry cleaning resistance.
従来、衣類のような粗い表面にラベルを仮どめする粘着剤層には、粘着力を高めるために粘着付与樹脂が含有されていることが一般的である。しかし、本発明者らの検討により、意外なことに、粘着剤層のほうの粘着付与樹脂の含有量を少なくすることで、感熱接着剤層の感熱接着により発揮される耐クリーニング性を向上可能であることを見出し、本発明を完成するに至った。
すなわち、本発明は以下の態様を有する。
Conventionally, a pressure-sensitive adhesive layer that temporarily affixes a label to a rough surface such as clothing generally contains a tackifier resin to increase the adhesive strength. However, the present inventors have surprisingly found that by reducing the content of the tackifying resin in the pressure-sensitive adhesive layer, it is possible to improve the cleaning resistance exhibited by the heat-sensitive adhesion of the heat-sensitive adhesive layer. It was discovered that it is, and came to complete this invention.
That is, the present invention has the following aspects.
(1) 基材と、
前記基材の一方の面上に積層された感熱接着剤層と、
前記感熱接着剤層の、前記基材が積層された側とは反対側の面上に積層された粘着剤層と、
を備え、
前記粘着剤層は重合体成分(A)を含有し、
前記粘着剤層の前記重合体成分(A)100質量部に対する、粘着付与樹脂の含有量の割合が10質量部未満である、クリーニング用ラベル。
(2) 前記粘着付与樹脂が、石油樹脂系粘着付与樹脂、スチレン系粘着付与樹脂、テルペン系粘着付与樹脂及びロジン系粘着付与樹脂からなる群から選ばれる少なくとも一種の粘着付与樹脂である、前記(1)に記載のクリーニング用ラベル。
(3) 前記重合体成分(A)のガラス転移温度(Tg)が、-40℃以下である、前記(1)又は(2)に記載のクリーニング用ラベル。
(4) 前記重合体成分(A)がアクリル重合体を含有する、前記(1)~(3)のいずれか一つに記載のクリーニング用ラベル。
(5) 前記重合体成分(A)100質量%に対して、アクリル酸2-エチルヘキシルに由来する構成単位の含有量が50質量%以上である、前記(4)に記載のクリーニング用ラベル。
(6) 前記粘着剤層の厚さが15μm以下である、前記(1)~(5)のいずれか一つに記載のクリーニング用ラベル。
(7) 前記感熱接着剤層の融点が130℃以下である、前記(1)~(6)のいずれか一つに記載のクリーニング用ラベル。
(8) 前記感熱接着剤層は重合体成分(B)を含有し、
前記粘着剤層が含有する重合体成分(A)と、前記感熱接着剤層が含有する重合体成分(B)とが、架橋剤を介して架橋されている、前記(1)~(7)のいずれか一つに記載のクリーニング用ラベル。
(9) 前記基材が、発泡樹脂フィルム、微細空孔を有する合成紙、及び微細空孔を有する樹脂フィルムからなる群から選ばれる少なくとも1種である、前記(1)~(8)のいずれか一つに記載のクリーニング用ラベル。
(10) 基材の一方面上に感熱接着剤層を設け、
前記感熱接着剤層の、前記基材が積層された側とは反対側の面上に粘着剤層を設けることを含み、
前記粘着剤層は重合体成分(A)を含有し、
前記粘着剤層の前記重合体成分100質量部に対する、粘着付与樹脂の含有量の割合が10質量部以下である、前記(1)~(9)のいずれか一つに記載のクリーニング用ラベルの製造方法。
(1) a substrate;
a heat-sensitive adhesive layer laminated on one side of the substrate;
a pressure-sensitive adhesive layer laminated on the surface of the heat-sensitive adhesive layer opposite to the side on which the base material is laminated;
with
The pressure-sensitive adhesive layer contains a polymer component (A),
A label for cleaning, wherein the content of the tackifying resin is less than 10 parts by mass with respect to 100 parts by mass of the polymer component (A) in the pressure-sensitive adhesive layer.
(2) The above ( 1) The cleaning label described in 1).
(3) The cleaning label according to (1) or (2) above, wherein the polymer component (A) has a glass transition temperature (Tg) of −40° C. or lower.
(4) The cleaning label according to any one of (1) to (3) above, wherein the polymer component (A) contains an acrylic polymer.
(5) The cleaning label according to (4) above, wherein the content of structural units derived from 2-ethylhexyl acrylate is 50% by mass or more based on 100% by mass of the polymer component (A).
(6) The cleaning label according to any one of (1) to (5) above, wherein the pressure-sensitive adhesive layer has a thickness of 15 μm or less.
(7) The cleaning label according to any one of (1) to (6) above, wherein the heat-sensitive adhesive layer has a melting point of 130° C. or less.
(8) the heat-sensitive adhesive layer contains a polymer component (B),
(1) to (7) above, wherein the polymer component (A) contained in the adhesive layer and the polymer component (B) contained in the heat-sensitive adhesive layer are crosslinked via a crosslinking agent. A cleaning label according to any one of
(9) Any one of (1) to (8) above, wherein the substrate is at least one selected from the group consisting of a foamed resin film, a microporous synthetic paper, and a microporous resin film. or one cleaning label.
(10) providing a heat-sensitive adhesive layer on one side of the substrate;
Providing a pressure-sensitive adhesive layer on the surface of the heat-sensitive adhesive layer opposite to the side on which the base material is laminated,
The pressure-sensitive adhesive layer contains a polymer component (A),
The cleaning label according to any one of (1) to (9), wherein the content of the tackifying resin is 10 parts by mass or less with respect to 100 parts by mass of the polymer component of the adhesive layer. Production method.
本発明によれば、衣類等の被着体に感圧接着させて仮どめする貼り適性を備え、仮どめされた後に被着体に感熱接着可能で、耐ドライクリーニング性に優れたクリーニング用ラベルを提供できる。 According to the present invention, it has adhesion aptitude for pressure-sensitive adhesion to an adherend such as clothing for temporary fixing, can be heat-sensitively adhered to the adherend after temporary fixing, and has excellent dry-cleaning resistance. We can provide labels for
以下、本発明のクリーニング用ラベル及びクリーニング用ラベルの製造方法の実施形態を説明する。 Hereinafter, embodiments of the cleaning label and the method for manufacturing the cleaning label of the present invention will be described.
≪クリーニング用ラベル≫
実施形態のクリーニング用ラベル(以下、単に「ラベル」ということがある。)は、基材と、前記基材の一方面上に積層された感熱接着剤層と、前記感熱接着剤層の、前記基材とは反対側の面上に積層された粘着剤層と、を備え、
前記粘着剤層は重合体成分(A)を含有し、前記粘着剤層の前記重合体成分(A)100質量部に対する、粘着付与樹脂の含有量の割合が10質量部以下であるものである。
≪Cleaning label≫
A cleaning label (hereinafter sometimes simply referred to as a "label") of an embodiment includes a base material, a heat-sensitive adhesive layer laminated on one side of the base material, and the and a pressure-sensitive adhesive layer laminated on the surface opposite to the base material,
The pressure-sensitive adhesive layer contains the polymer component (A), and the content of the tackifying resin is 10 parts by mass or less with respect to 100 parts by mass of the polymer component (A) in the pressure-sensitive adhesive layer. .
図1は、実施形態に係るクリーニング用ラベル1の断面図である。図1に示すように、本実施形態に係るラベル1は、基材10と、基材10の一方面上に積層された感熱接着剤層20と、感熱接着剤層20の、基材10が積層された側とは反対側の面上に積層された粘着剤層30と、を備える。なお、剥離ライナー40は、ラベルの使用時に剥離されるものであり、本発明のラベルにおける必須の構成ではない。
FIG. 1 is a cross-sectional view of a
<基材>
実施形態に係るラベル1の基材10としては、フィルム、布、不織布等が挙げられる。
フィルムとしては、樹脂フィルムが挙げられ、合成樹脂フィルムが好ましい。樹脂フィルムとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステルフィルム;ポリエチレン、ポリプロピレンなどのポリオレフィンフィルム;ナイロン等のポリアミドフィルム;ポリウレタンフィルム;ポリスチレンフィルム;ポリ乳酸フィルム;セルロースフィルム等が挙げられる。
<Base material>
Examples of the
Examples of films include resin films, and synthetic resin films are preferred. Examples of resin films include polyester films such as polyethylene terephthalate, polybutylene terephthalate, and polyethylene naphthalate; polyolefin films such as polyethylene and polypropylene; polyamide films such as nylon; polyurethane films; .
基材は、微細空孔を有するフィルムであってもよい。微細空孔を有するフィルムとしては、発泡樹脂フィルム、微細空孔を有する合成紙、及び微細空孔を有する樹脂フィルムからなる群から選ばれる少なくとも1種であることが好ましい。微細空孔を有することにより、フィルムが白色になり、洗濯表示等の視認性が高まる。 The substrate may be a film having microvoids. The film having microvoids is preferably at least one selected from the group consisting of a foamed resin film, a synthetic paper having microvoids, and a resin film having microvoids. By having microvoids, the film becomes white, and the visibility of washing indications and the like is enhanced.
発泡樹脂フィルムとは、多孔質状の樹脂フィルムであり、樹脂を押出発泡成形したものや、樹脂組成物に気体を分散させたものを成形したもの等が挙げられる。発泡樹脂フィルムとしては、例えば、発泡ポリエステルフィルム、発泡ポリエチレンテレフタレートフィルム、発泡ポリプロピレンフィルム、発泡ポリエチレンフィルム、発泡ポリスチレンフィルム等が挙げられる。 The foamed resin film is a porous resin film, and examples thereof include those obtained by extruding and foaming a resin, and those obtained by molding a resin composition in which gas is dispersed. Examples of foamed resin films include foamed polyester films, foamed polyethylene terephthalate films, foamed polypropylene films, foamed polyethylene films, and foamed polystyrene films.
微細空孔を有する樹脂フィルムとは、多孔質状の樹脂フィルムであり、合成樹脂を主原料として製造される。微細空孔を有する樹脂フィルムにおける樹脂としては、上記発泡樹脂フィルムと同様のものを例示できる。 A resin film having micropores is a porous resin film, and is produced using a synthetic resin as a main raw material. As the resin in the resin film having microvoids, the same resins as those for the foamed resin film can be exemplified.
微細空孔を有する合成紙とは、多孔質状であり、合成樹脂を主原料として製造される紙に類似した性質を有するフィルムである。合成紙の主原料の合成樹脂としては、ポリプロピレン、ポリエステル、ポリスチレン等が挙げられ、ポリエステルとしては、ポリエチレンテレフタレートを例示できる。ここで、主原料とは、合成紙の全原料に対して50質量%以上の原料をいう。合成紙の微細空孔は、例えば延伸工程において生成される微細空孔が挙げられる。例えば、フィラーを含む合成樹脂を延伸すると、フィラーの周りに微細な空洞が形成され、白色の紙のような質感が付与される。微細空孔を有する合成紙の具体例として、ユポ(登録商標)(ポリプロピレン含有,株式会社ユポ・コーポレーション)、クリスパー(登録商標)(ポリエステル含有,東洋紡株式会社)、エヌコート(登録商標)(ポリプロピレン含有,中本パックス株式会社)等を例示でき、これらと同等の性質を有するものは、微細空孔を有する合成紙に包含される。
基材は、透明であってもよく、不透明であってもよいが、ラベルに印字された情報の識別が容易であることから、不透明であることが好ましい。
微細空孔を有するフィルムは不透明であることからも、ラベルの基材として好適である。
Synthetic paper having microvoids is a film that is porous and has properties similar to those of paper manufactured using synthetic resin as the main raw material. Synthetic resins that are the main raw material of synthetic paper include polypropylene, polyester, polystyrene, and the like, and polyethylene terephthalate can be exemplified as polyester. Here, the main raw material refers to a raw material that accounts for 50% by mass or more of the total raw material of the synthetic paper. Micropores of synthetic paper include, for example, micropores generated in the stretching process. For example, when a filler-containing synthetic resin is stretched, fine cavities are formed around the filler, giving it a white paper-like texture. Specific examples of synthetic paper having microvoids include Yupo (registered trademark) (containing polypropylene, Yupo Corporation), Crisper (registered trademark) (containing polyester, Toyobo Co., Ltd.), and N-coat (registered trademark) (containing polypropylene). , Nakamoto Pax Co., Ltd.), etc., and those having properties equivalent to these are included in the synthetic paper having microvoids.
The base material may be transparent or opaque, but is preferably opaque because information printed on the label can be easily identified.
A film having microvoids is also suitable as a substrate for labels because it is opaque.
布および不織布としては、麻、毛、木綿、パルプ、レーヨン等のセルロース繊維、ナイロン、ポリエステル、ポリウレタン、ビニロン等の繊維を含むものが挙げられる。 Cloths and non-woven fabrics include those containing cellulose fibers such as hemp, wool, cotton, pulp and rayon, and fibers such as nylon, polyester, polyurethane and vinylon.
布の織りの種類は特に限定されず、例えば、ポリエステルサテン等のサテンや、ポリエステルタフタ、コットンタフタ等のタフタ等を例示できる。 The type of weave of the cloth is not particularly limited, and examples thereof include satin such as polyester satin, and taffeta such as polyester taffeta and cotton taffeta.
基材10は、単層からなってもよいし、複層からなってもよい。複層の場合、各層は同一であってもよいし、異なっていてもよい。
The
基材10の厚さは適宜設定することができ、例えば15~300μmが好ましく、30~200μmがより好ましく、40~100μmがさらに好ましい。基材の厚さが上記範囲であることにより、耐ドライクリーニング性を良好なものとできる。
The thickness of the
本明細書において、「厚さ」は、無作為に選定した5箇所で厚さを測定した平均で表される値として、JIS K7130に準じて、定圧厚さ測定器を用いて取得できる。 As used herein, the term “thickness” can be obtained by using a constant pressure thickness gauge in accordance with JIS K7130 as a value represented by the average of thicknesses measured at five randomly selected locations.
ここで、基材の厚さは、基材全体の厚さを意味し、例えば、基材が複数層からなる場合の厚さとは、基材を構成するすべての層の合計の厚さを意味する。 Here, the thickness of the substrate means the thickness of the entire substrate, for example, when the substrate consists of multiple layers, the thickness means the total thickness of all layers constituting the substrate. do.
<粘着剤層>
実施形態に係るラベル1における粘着剤層30は感圧接着性を有し、被着体である衣類等に感圧接着させることで、ラベルを衣類等に貼付可能とする層である。「感圧接着性」とは、粘着剤層に圧力をかけることで、被着体に対して接着させることが可能な性質をいう。なお、感圧接着と粘着とは、同様の意味で用いられる。
ラベルが粘着剤層を備えることにより、その後の感熱接着剤層を利用したプレス機等による感熱接着に先立ち、ラベルを衣類等に仮どめする貼り適性が付与される。仮どめが可能となることにより、ラベルを感熱接着する対象に対し、目的とする位置に正確に接着することが容易となる。
<Adhesive layer>
The pressure-
By providing the label with the pressure-sensitive adhesive layer, the label is provided with affixing aptitude for temporarily attaching the label to clothing or the like prior to subsequent heat-sensitive adhesion using a press or the like using the heat-sensitive adhesive layer. By enabling the temporary fixing, it becomes easy to adhere the label to the object to which the label is to be thermally adhered accurately at the intended position.
粘着剤層の組成は特に限定されることなく、公知の粘着剤によって構成することができる。実施形態に係るラベルにおける粘着剤層は、重合体成分(A)を含有し、粘着剤層の重合体成分(A)100質量部に対する、粘着付与樹脂の含有量の割合が10質量部以下である。重合体成分は、重合性化合物が重合反応して形成されたとみなせる成分である。
粘着剤層の総質量に対する重合体成分(A)の含有量の割合は、50~100質量%であってよく、60~100質量%であってよく、70~100質量%であってよい。
以下、粘着付与樹脂及び重合体成分について説明する。
The composition of the pressure-sensitive adhesive layer is not particularly limited, and can be composed of known pressure-sensitive adhesives. The pressure-sensitive adhesive layer in the label according to the embodiment contains the polymer component (A), and the content of the tackifying resin is 10 parts by mass or less with respect to 100 parts by mass of the polymer component (A) in the pressure-sensitive adhesive layer. be. A polymer component is a component that can be regarded as being formed by a polymerization reaction of a polymerizable compound.
The content ratio of the polymer component (A) to the total weight of the pressure-sensitive adhesive layer may be 50 to 100% by mass, 60 to 100% by mass, or 70 to 100% by mass.
The tackifier resin and polymer components are described below.
・粘着付与樹脂
本明細書において「粘着付与樹脂」とは、粘着剤層に添加されることで、粘着剤層の粘着性能を向上させる機能を有するものである。粘着付与樹脂はタッキファイヤーとも称される。
- Tackifying resin In the present specification, the "tackifying resin" is added to the pressure-sensitive adhesive layer and has the function of improving the adhesive performance of the pressure-sensitive adhesive layer. Tackifying resins are also called tackifiers.
粘着付与樹脂は重合体であってよい。粘着付与樹脂の重量平均分子量は、例えば、5000以下であってよく、100~5000であってよく、200~3000であってよく、300~1000であってよい。重量平均分子量は、ゲル・パーミエーション・クロマトグラフィー(GPC)法により測定されるポリスチレン換算値を採用できる。 The tackifying resin may be a polymer. The weight average molecular weight of the tackifying resin may be, for example, 5000 or less, 100-5000, 200-3000, or 300-1000. A polystyrene conversion value measured by a gel permeation chromatography (GPC) method can be adopted as the weight average molecular weight.
実施形態に係る粘着剤層は、前記重合体成分(A)100質量部に対する、粘着付与樹脂の含有量の割合が10質量部未満であり、4質量部以下であることが好ましく、3質量部以下であることがより好ましく、1質量部以下であることがさらに好ましく、粘着剤層は粘着付与樹脂を実質的に含有しないことが特に好ましい。
同様の観点から、実施形態に係る粘着剤層は、粘着剤層の総質量に対する、粘着付与樹脂の含有量の割合が9質量%未満であってもよく、4質量%以下であってもよく、3質量%以下であってもよく、1質量%以下であってもよく、粘着剤層は粘着付与樹脂を実質的に含有しないことが特に好ましい。
粘着付与樹脂の含有量を上記上限値以下とすることで、ラベルの耐クリーニング性を向上可能である。
In the pressure-sensitive adhesive layer according to the embodiment, the content ratio of the tackifying resin to 100 parts by mass of the polymer component (A) is less than 10 parts by mass, preferably 4 parts by mass or less, and 3 parts by mass. It is more preferably 1 part by mass or less, more preferably 1 part by mass or less, and particularly preferably the pressure-sensitive adhesive layer does not substantially contain a tackifying resin.
From the same point of view, the pressure-sensitive adhesive layer according to the embodiment may have a content ratio of the tackifying resin of less than 9% by mass or 4% by mass or less with respect to the total mass of the pressure-sensitive adhesive layer. , 3% by mass or less, or 1% by mass or less, and it is particularly preferable that the pressure-sensitive adhesive layer contains substantially no tackifying resin.
The cleaning resistance of the label can be improved by setting the content of the tackifying resin to the above upper limit or less.
従来、衣類等のような表面の粗いものに対して、ラベルを感圧接着させようとする場合、粘着剤層に粘着付与樹脂が添加されることが一般的である。
しかし、発明者らによれば、粘着剤層が上記上限値を超えて粘着付与樹脂を含有することが、耐ドライクリーニング性を低下させる要因であることを明らかとした。粘着剤層における、重合体成分(A)100質量部に対する、粘着付与樹脂の含有量の割合が上記上限値未満又は以下であることで、耐ドライクリーニング性に優れたラベルを提供できる。
Conventionally, a tackifying resin is generally added to the pressure-sensitive adhesive layer in order to pressure-sensitively adhere a label to a rough surface such as clothing.
However, the inventors have clarified that the content of the tackifying resin exceeding the upper limit of the pressure-sensitive adhesive layer is a factor in lowering the resistance to dry cleaning. By setting the content of the tackifier resin to 100 parts by mass of the polymer component (A) in the pressure-sensitive adhesive layer to be less than or less than the above upper limit, a label having excellent dry cleaning resistance can be provided.
ここで、「耐ドライクリーニング性」とは、被着体への感圧接着後且つ感熱接着後のラベルに対する、ドライクリーニング(例えば、後述のパークロロエチレンを使用したドライクリーニング試験)によって、ドライクリーニングに起因した被着体との剥がれが生じない又は生じ難い性質を言う。 Here, "dry-cleaning resistance" means that the label after pressure-sensitive adhesion to the adherend and heat-sensitive adhesion is subjected to dry-cleaning (for example, a dry-cleaning test using perchlorethylene described later). It means the property that peeling from the adherend due to does not occur or hardly occurs.
耐ドライクリーニング性は、主に感熱接着剤層による感熱接着により発揮されることを考慮すると、粘着剤層のほうの粘着付与樹脂の含有量が、耐ドライクリーニング性に影響することは通常の想定を超える結果である。
粘着剤層の粘着付与樹脂の含有量を少なくすることで、耐クリーニング性を向上可能である理由は明らかではないが、粘着剤層における粘着付与樹脂の含有量が上記上限値を超える場合、ドライクリーニングに使用される溶剤に粘着付与樹脂が溶出したり、粘着剤層にラベルに溶剤が浸みこみ、粘着剤層が膨潤したりすることで、ドライクリーニングによるラベルの剥がれの要因となることが考えられる。
Considering that the dry-cleaning resistance is mainly exhibited by the heat-sensitive adhesion of the heat-sensitive adhesive layer, it is normal assumption that the content of the tackifying resin in the pressure-sensitive adhesive layer affects the dry-cleaning resistance. This is a result exceeding
The reason why cleaning resistance can be improved by reducing the content of the tackifying resin in the adhesive layer is not clear, but when the content of the tackifying resin in the adhesive layer exceeds the above upper limit, dry It is thought that the tackifying resin is eluted into the solvent used for cleaning, and the adhesive layer swells due to the solvent soaking into the label. be done.
粘着付与樹脂としては、特に限定されず、石油樹脂系粘着付与樹脂:ロジン、ロジン誘導体等のロジン系粘着付与樹脂;テルペン樹脂、水添テルペン樹脂、テルペンフェノール樹脂、芳香族変性テルペン樹脂等のテルペン系粘着付与樹脂;その他、粘着付与樹脂として用いることのできる、液状樹脂、樹脂エマルジョン、アルキルフェノール樹脂、石炭酸樹脂、酢酸ビニル系樹脂、スチレン系樹脂等が挙げられる。 The tackifying resin is not particularly limited, and petroleum resin-based tackifying resins: rosin-based tackifying resins such as rosin and rosin derivatives; terpenes such as terpene resins, hydrogenated terpene resins, terpene phenol resins, and aromatic modified terpene resins system tackifying resin; In addition, liquid resins, resin emulsions, alkylphenol resins, phenolic resins, vinyl acetate-based resins, styrene-based resins, and the like, which can be used as tackifying resins, can be mentioned.
粘着付与樹脂は、石油樹脂系粘着付与樹脂、スチレン系粘着付与樹脂、テルペン系粘着付与樹脂及びロジン系粘着付与樹脂からなる群から選ばれる少なくとも一種の粘着付与樹脂であってよい。 The tackifier resin may be at least one tackifier resin selected from the group consisting of petroleum resin-based tackifier resins, styrene-based tackifier resins, terpene-based tackifier resins, and rosin-based tackifier resins.
石油樹脂は、石油成分に由来する樹脂であり、ナフサを分解して得られたC5留分やC9留分等の留分、それらの重合物(例えば、C5-C9系石油樹脂など)を例示できる。石油樹脂系粘着付与樹脂は、例えば、インデン、スチレン、ビニルトルエン、イソプレン、ピペリレン、シクロペンタジエン、ジシクロペンタジエン等に由来する構成単位を有することができる。石油樹脂系粘着付与樹脂としては、水素化石油樹脂、脂肪族系石油樹脂、芳香族系石油樹脂、ジシクロペンタジエン系石油樹脂等が挙げられる。 Petroleum resins are resins derived from petroleum components, fractions such as C5 fractions and C9 fractions obtained by decomposing naphtha, polymers thereof (e.g., C5 - C9 petroleum resins etc.) can be exemplified. Petroleum resin-based tackifying resins can have structural units derived from, for example, indene, styrene, vinyltoluene, isoprene, piperylene, cyclopentadiene, dicyclopentadiene, and the like. Petroleum resin-based tackifying resins include hydrogenated petroleum resins, aliphatic petroleum resins, aromatic petroleum resins, dicyclopentadiene petroleum resins, and the like.
本実施形態において「ロジン」とはロジン樹脂およびロジン誘導体の総称を意味する。
かかるロジンは、アビエチン酸、ネオアビエチン酸、パラストリン酸、ピマール酸、イソピマール酸、デヒドロアビエチン酸などの樹脂酸を主成分とするトールロジン、ガムロジン、ウッドロジンなどの未変性ロジンをはじめ、不均化ロジン、重合ロジン、水素化ロジン、ロジンエステル、ロジン含有ジオール、あるいはその他の化学的に修飾されたロジンを含む。また、「酸変性」とは、カルボキシル基をロジンに付与することを意味し、酸変性ロジンの具体例として、(メタ)アクリル酸、(無水)マレイン酸、フマル酸、イタコン酸、(無水)シトラコン酸などのα,β-不飽和カルボン酸をロジンに反応させたものが挙げられる。
In the present embodiment, "rosin" is a generic term for rosin resins and rosin derivatives.
Such rosins include unmodified rosins such as tall rosin, gum rosin, and wood rosin containing resin acids such as abietic acid, neoabietic acid, parastric acid, pimaric acid, isopimaric acid, and dehydroabietic acid as main components, disproportionated rosins, Including polymerized rosin, hydrogenated rosin, rosin esters, rosin-containing diols, or other chemically modified rosins. Further, "acid-modified" means to impart a carboxyl group to rosin. Specific examples of acid-modified rosin include (meth)acrylic acid, (anhydrous) maleic acid, fumaric acid, itaconic acid, (anhydride) Examples include those obtained by reacting α,β-unsaturated carboxylic acid such as citraconic acid with rosin.
ロジンエステルは、ロジン及びロジン誘導体の少なくとも一種をアルコール類でエステル化したものを例示できる。エステル化に用いることのできる上記アルコール類としては、エチレングリコール、プロピレングリコール、ネオペンチルグリコール、トリメチレングリコール、グリセリン、ペンタエリスリトール、ジペンタエリスリトール等が挙げられる。 Examples of rosin esters include those obtained by esterifying at least one of rosin and rosin derivatives with alcohols. Examples of alcohols that can be used for esterification include ethylene glycol, propylene glycol, neopentyl glycol, trimethylene glycol, glycerin, pentaerythritol, and dipentaerythritol.
テルペン樹脂は、テルペンモノマーを重合したものが挙げられる。水添テルペン樹脂は、テルペン樹脂を水素化してものが挙げられる。テルペンフェノール樹脂は、テルペンモノマー及びフェノールを共重合したものが挙げられ、芳香族テルペン樹脂は、テルペン樹脂を芳香族モノマーによって変性したものが挙げられる。 Terpene resins include those obtained by polymerizing terpene monomers. Hydrogenated terpene resins include those obtained by hydrogenating terpene resins. Terpene phenol resins include those obtained by copolymerizing terpene monomers and phenol, and aromatic terpene resins include those obtained by modifying terpene resins with aromatic monomers.
これらの粘着付与樹脂は1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。 These tackifying resins may be used alone or in combination of two or more.
・重合体成分
重合体成分(A)としては、公知の粘着性樹脂が挙げられ、例えば、アクリル系樹脂、ウレタン系樹脂、ゴム系樹脂、シリコーン系樹脂、エポキシ系樹脂、ポリビニルエーテル、ポリカーボネート、エステル系樹脂等の粘着性樹脂が挙げられ、アクリル系樹脂が好ましい。
Polymer component The polymer component (A) includes known adhesive resins such as acrylic resins, urethane resins, rubber resins, silicone resins, epoxy resins, polyvinyl ethers, polycarbonates, and esters. Adhesive resins such as base resins can be mentioned, and acrylic resins are preferable.
前記アクリル系樹脂としては、例えば、少なくとも(メタ)アクリル酸アルキルエステル由来の構成単位を有するアクリル重合体が挙げられ、前記重合体成分(A)がアクリル重合体を含有することが好ましい。
感熱接着剤層の総質量に対する、アクリル重合体の含有量の割合は、50~100質量%であってよく、60~100質量%であってよく、70~100質量%であってよい。
前記アクリル重合体が有する構成単位は、1種のみでもよいし、2種以上でもよく、2種以上である場合、それらの組み合わせ及び比率は任意に選択できる。
Examples of the acrylic resin include an acrylic polymer having at least a structural unit derived from a (meth)acrylic acid alkyl ester, and the polymer component (A) preferably contains an acrylic polymer.
The content of the acrylic polymer may be 50 to 100% by mass, 60 to 100% by mass, or 70 to 100% by mass with respect to the total mass of the heat-sensitive adhesive layer.
The structural units of the acrylic polymer may be of one type or two or more types, and when there are two or more types, the combination and ratio thereof can be arbitrarily selected.
本明細書において、「(メタ)アクリル酸」とは、「アクリル酸」及び「メタクリル酸」の両方を包含する概念とする。(メタ)アクリル酸と類似の用語についても同様である。 As used herein, "(meth)acrylic acid" is a concept that includes both "acrylic acid" and "methacrylic acid". The same is true for (meth)acrylic acid and similar terms.
前記(メタ)アクリル酸アルキルエステルとしては、例えば、アルキルエステルを構成するアルキル基の炭素数が1~20であるのものが挙げられ、前記アルキル基は、直鎖状又は分岐鎖状であることが好ましい。
(メタ)アクリル酸アルキルエステルとして、より具体的には、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n-プロピル、(メタ)アクリル酸イソプロピル、(メタ)アクリル酸n-ブチル、(メタ)アクリル酸イソブチル、(メタ)アクリル酸sec-ブチル、(メタ)アクリル酸tert-ブチル、(メタ)アクリル酸ペンチル、(メタ)アクリル酸ヘキシル、(メタ)アクリル酸ヘプチル、(メタ)アクリル酸2-エチルヘキシル、(メタ)アクリル酸イソオクチル、(メタ)アクリル酸n-オクチル、(メタ)アクリル酸n-ノニル、(メタ)アクリル酸イソノニル、(メタ)アクリル酸デシル、(メタ)アクリル酸ウンデシル、(メタ)アクリル酸ドデシル((メタ)アクリル酸ラウリル)、(メタ)アクリル酸トリデシル、(メタ)アクリル酸テトラデシル((メタ)アクリル酸ミリスチル)、(メタ)アクリル酸ペンタデシル、(メタ)アクリル酸ヘキサデシル((メタ)アクリル酸パルミチル)、(メタ)アクリル酸ヘプタデシル、(メタ)アクリル酸オクタデシル((メタ)アクリル酸ステアリル)、(メタ)アクリル酸ノナデシル、(メタ)アクリル酸イコシル等が挙げられる。
Examples of the (meth)acrylic acid alkyl ester include those in which the alkyl group constituting the alkyl ester has 1 to 20 carbon atoms, and the alkyl group is linear or branched. is preferred.
(Meth)acrylic acid alkyl esters, more specifically, methyl (meth)acrylate, ethyl (meth)acrylate, n-propyl (meth)acrylate, isopropyl (meth)acrylate, (meth)acrylic acid n-butyl, isobutyl (meth)acrylate, sec-butyl (meth)acrylate, tert-butyl (meth)acrylate, pentyl (meth)acrylate, hexyl (meth)acrylate, heptyl (meth)acrylate, 2-ethylhexyl (meth) acrylate, isooctyl (meth) acrylate, n-octyl (meth) acrylate, n-nonyl (meth) acrylate, isononyl (meth) acrylate, decyl (meth) acrylate, (meth) ) undecyl acrylate, dodecyl (meth) acrylate (lauryl (meth) acrylate), tridecyl (meth) acrylate, tetradecyl (meth) acrylate (myristyl (meth) acrylate), pentadecyl (meth) acrylate, ( Hexadecyl methacrylate (palmityl (meth)acrylate), heptadecyl (meth)acrylate, octadecyl (meth)acrylate (stearyl (meth)acrylate), nonadecyl (meth)acrylate, icosyl (meth)acrylate, etc. is mentioned.
粘着剤層の粘着力が向上する点から、前記アクリル重合体は、前記アルキル基の炭素数が4以上である(メタ)アクリル酸アルキルエステル由来の構成単位を有することが好ましい。そして、粘着剤層の粘着力がより向上する点から、前記アルキル基の炭素数は、4~12であることが好ましく、4~8であることがより好ましい。また、前記アルキル基の炭素数が4以上である(メタ)アクリル酸アルキルエステルは、アクリル酸アルキルエステルであることが好ましい。 From the viewpoint of improving the adhesive strength of the pressure-sensitive adhesive layer, the acrylic polymer preferably has a structural unit derived from a (meth)acrylic acid alkyl ester in which the alkyl group has 4 or more carbon atoms. The number of carbon atoms in the alkyl group is preferably 4 to 12, more preferably 4 to 8, from the viewpoint of further improving the adhesive strength of the adhesive layer. In addition, the (meth)acrylic acid alkyl ester in which the alkyl group has 4 or more carbon atoms is preferably an acrylic acid alkyl ester.
前記アクリル系重合体は、(メタ)アクリル酸アルキルエステル由来の構成単位以外に、さらに、官能基含有モノマー由来の構成単位を有することが好ましい。
前記官能基含有モノマーとしては、例えば、前記官能基が後述する架橋剤と反応することで架橋の起点となる。
It is preferable that the acrylic polymer further has a structural unit derived from a functional group-containing monomer in addition to the structural unit derived from the (meth)acrylic acid alkyl ester.
For the functional group-containing monomer, for example, the functional group reacts with a cross-linking agent to be described later, thereby forming a starting point for cross-linking.
官能基含有モノマー中の前記官能基としては、例えば、水酸基、カルボキシ基、アミノ基、エポキシ基等が挙げられる。
すなわち、官能基含有モノマーとしては、例えば、水酸基含有モノマー、カルボキシ基含有モノマー、アミノ基含有モノマー、エポキシ基含有モノマー等が挙げられる。
Examples of the functional group in the functional group-containing monomer include hydroxyl group, carboxyl group, amino group, epoxy group and the like.
That is, examples of functional group-containing monomers include hydroxyl group-containing monomers, carboxy group-containing monomers, amino group-containing monomers, and epoxy group-containing monomers.
前記水酸基含有モノマーとしては、例えば、(メタ)アクリル酸ヒドロキシメチル、(メタ)アクリル酸2-ヒドロキシエチル、(メタ)アクリル酸2-ヒドロキシプロピル、(メタ)アクリル酸3-ヒドロキシプロピル、(メタ)アクリル酸2-ヒドロキシブチル、(メタ)アクリル酸3-ヒドロキシブチル、(メタ)アクリル酸4-ヒドロキシブチル等の(メタ)アクリル酸ヒドロキシアルキル;ビニルアルコール、アリルアルコール等の非(メタ)アクリル系不飽和アルコール((メタ)アクリロイル骨格を有しない不飽和アルコール)等が挙げられる。 Examples of the hydroxyl group-containing monomer include hydroxymethyl (meth)acrylate, 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 3-hydroxypropyl (meth)acrylate, (meth) Hydroxyalkyl (meth)acrylates such as 2-hydroxybutyl acrylate, 3-hydroxybutyl (meth)acrylate, and 4-hydroxybutyl (meth)acrylate; Saturated alcohol (unsaturated alcohol having no (meth)acryloyl skeleton) and the like can be mentioned.
前記カルボキシ基含有モノマーとしては、例えば、(メタ)アクリル酸、クロトン酸等のエチレン性不飽和モノカルボン酸(エチレン性不飽和結合を有するモノカルボン酸);フマル酸、イタコン酸、マレイン酸、シトラコン酸等のエチレン性不飽和ジカルボン酸(エチレン性不飽和結合を有するジカルボン酸);前記エチレン性不飽和ジカルボン酸の無水物;2-カルボキシエチルメタクリレート等の(メタ)アクリル酸カルボキシアルキルエステル等が挙げられる。 Examples of the carboxy group-containing monomer include ethylenically unsaturated monocarboxylic acids (monocarboxylic acids having an ethylenically unsaturated bond) such as (meth)acrylic acid and crotonic acid; fumaric acid, itaconic acid, maleic acid, citracone; ethylenically unsaturated dicarboxylic acids (dicarboxylic acids having an ethylenically unsaturated bond) such as acids; anhydrides of the ethylenically unsaturated dicarboxylic acids; (meth)acrylic acid carboxyalkyl esters such as 2-carboxyethyl methacrylate; be done.
官能基含有モノマーは、カルボキシ基含有モノマーが好ましい。 The functional group-containing monomer is preferably a carboxy group-containing monomer.
前記アクリル系重合体を構成する官能基含有モノマーは、1種のみでもよいし、2種以上でもよく、2種以上である場合、それらの組み合わせ及び比率は任意に選択できる。 The functional group-containing monomers constituting the acrylic polymer may be of one type or two or more types, and when two or more types are used, the combination and ratio thereof can be arbitrarily selected.
前記アクリル重合体において、官能基含有モノマー由来の構成単位の含有量は、構成単位の全量に対して、1~35質量%であることが好ましく、2~32質量%であることがより好ましく、3~30質量%であることが特に好ましい。 In the acrylic polymer, the content of structural units derived from functional group-containing monomers is preferably 1 to 35% by mass, more preferably 2 to 32% by mass, based on the total amount of structural units, 3 to 30% by mass is particularly preferred.
前記アクリル重合体は、(メタ)アクリル酸アルキルエステル由来の構成単位、及び官能基含有モノマー由来の構成単位以外に、さらに、他のモノマー由来の構成単位を有していてもよい。
前記他のモノマーは、(メタ)アクリル酸アルキルエステル等と共重合可能なものであれば特に限定されない。
前記他のモノマーとしては、例えば、スチレン、α-メチルスチレン、ビニルトルエン、ギ酸ビニル、酢酸ビニル、アクリロニトリル、アクリルアミド等が挙げられる。
The acrylic polymer may further have structural units derived from other monomers in addition to structural units derived from (meth)acrylic acid alkyl esters and structural units derived from functional group-containing monomers.
The other monomer is not particularly limited as long as it is copolymerizable with (meth)acrylic acid alkyl ester or the like.
Examples of the other monomers include styrene, α-methylstyrene, vinyltoluene, vinyl formate, vinyl acetate, acrylonitrile and acrylamide.
前記アクリル重合体を構成する前記他のモノマーは、1種のみでもよいし、2種以上でもよく、2種以上である場合、それらの組み合わせ及び比率は任意に選択できる。 The other monomers constituting the acrylic polymer may be of one type or two or more types, and when there are two or more types, the combination and ratio thereof can be arbitrarily selected.
重合体成分(A)のガラス転移温度(Tg)は、-40℃以下であることが好ましく、-70℃以上-40℃以下であることがより好ましく、-60℃以上-55℃以下であることがさらに好ましい。重合体成分(A)のTgが前記上限値以下であることで、被着体への粘着力が向上する。
粘着剤層における粘着付与樹脂の含有量を高める代わりに、重合体成分(A)のガラス転移温度(Tg)を低くすることで、粘着剤層の感圧接着性を高めることができる。
The glass transition temperature (Tg) of the polymer component (A) is preferably −40° C. or less, more preferably −70° C. or more and −40° C. or less, and −60° C. or more and −55° C. or less. is more preferred. When the Tg of the polymer component (A) is equal to or less than the upper limit, the adhesive strength to adherends is improved.
By lowering the glass transition temperature (Tg) of the polymer component (A) instead of increasing the content of the tackifying resin in the pressure-sensitive adhesive layer, the pressure-sensitive adhesiveness of the pressure-sensitive adhesive layer can be enhanced.
重合体成分(A)のガラス転移温度(Tg)は、以下に示すFoxの式を用いて算出できる。
1/Tg=(W1/Tg1)+(W2/Tg2)+…+(Wm/Tgm)(式中、Tgは重合体成分のガラス転移温度であり、Tg1,Tg2,…Tgmは重合体の原料の各単量体のホモポリマーのガラス転移温度であり、W1、W2、…Wmは各単量体の質量分率である。ただし、W1+W2+…+Wm=1である。)
前記Foxの式における各単量体のホモポリマーのガラス転移温度は、高分子データ・ハンドブック、粘着ハンドブック又は、ポリマーハンドブック記載の値を用いることができる。例えば、アクリル酸メチルのホモポリマーのTgは10℃、アクリル酸2-ヒドロキシエチルのホモポリマーのTgは-15℃、アクリル酸2-エチルヘキシルのホモポリマーのTgは-70℃、メタクリル酸2-エチルヘキシルのTgは-10℃である。
The glass transition temperature (Tg) of the polymer component (A) can be calculated using the following Fox formula.
1/Tg=(W1/Tg1)+(W2/Tg2)+...+(Wm/Tgm) (Wherein, Tg is the glass transition temperature of the polymer component, and Tg1, Tg2,...Tgm are the raw materials of the polymer. is the glass transition temperature of the homopolymer of each monomer, and W1, W2, ... Wm is the mass fraction of each monomer, where W1 + W2 + ... + Wm = 1.)
For the glass transition temperature of the homopolymer of each monomer in the Fox formula, the values described in Kobunshi Data Handbook, Adhesive Handbook, or Polymer Handbook can be used. For example, a homopolymer of methyl acrylate has a Tg of 10°C, a homopolymer of 2-hydroxyethyl acrylate has a Tg of -15°C, a homopolymer of 2-ethylhexyl acrylate has a Tg of -70°C, and 2-ethylhexyl methacrylate. has a Tg of -10°C.
前記重合体成分(A)100質量%に対して、アクリル酸2-エチルヘキシルに由来する構成単位の含有量が50質量%以上であることが好ましく、50~70質量%であることがより好ましく、55~65質量%であることがさらに好ましい。上記のとおり、アクリル酸2-エチルヘキシルはTgが低いものであるので、重合体成分(A)におけるアクリル酸2-エチルヘキシルに由来する構成単位の含有量が前記下限値以上とすることで、粘着剤層の感圧接着性を、効果的に高めることができる。 The content of structural units derived from 2-ethylhexyl acrylate is preferably 50% by mass or more, more preferably 50 to 70% by mass, based on 100% by mass of the polymer component (A). More preferably, it is 55 to 65% by mass. As described above, 2-ethylhexyl acrylate has a low Tg. Therefore, by setting the content of structural units derived from 2-ethylhexyl acrylate in the polymer component (A) to be equal to or more than the above lower limit, the pressure-sensitive adhesive The pressure sensitive adhesion of the layer can be effectively enhanced.
粘着剤層は、粘着剤層を構成する成分を含有する粘着剤組成物を用いて形成できる。粘着剤組成物は、重合体成分(A)の他に、さらに架橋剤を含有することが好ましい。 The pressure-sensitive adhesive layer can be formed using a pressure-sensitive adhesive composition containing components constituting the pressure-sensitive adhesive layer. The pressure-sensitive adhesive composition preferably contains a cross-linking agent in addition to the polymer component (A).
架橋剤としては、例えば、トリレンジイソシアネート、ヘキサメチレンジイソシアネート、キシリレンジイソシアネート、これらジイソシアネートのアダクト体等のイソシアネート系架橋剤(イソシアネート基を有する架橋剤);エチレングリコールグリシジルエーテル等のエポキシ系架橋剤(グリシジル基を有する架橋剤);ヘキサ[1-(2-メチル)-アジリジニル]トリフオスファトリアジン等のアジリジン系架橋剤(アジリジニル基を有する架橋剤);アルミニウムキレート等の金属キレート系架橋剤(金属キレート構造を有する架橋剤);イソシアヌレート系架橋剤(イソシアヌル酸骨格を有する架橋剤)等が挙げられ、その他、メラミン系化合物、ヒドラジド系化合物、オキサゾリン系化合物、カルボジイミド系化合物、尿素系化合物、ジアルデヒド系化合物、金属アルコキシド、金属塩等も使用可能である。 Examples of cross-linking agents include tolylene diisocyanate, hexamethylene diisocyanate, xylylene diisocyanate, isocyanate-based cross-linking agents (cross-linking agents having isocyanate groups) such as adducts of these diisocyanates; epoxy-based cross-linking agents such as ethylene glycol glycidyl ether ( aziridinyl cross-linking agents such as hexa[1-(2-methyl)-aziridinyl]triphosphatriazine (cross-linking agents having an aziridinyl group); metal chelate cross-linking agents such as aluminum chelate (metal cross-linking agents having a chelate structure); isocyanurate-based cross-linking agents (cross-linking agents having an isocyanuric acid skeleton); Aldehyde compounds, metal alkoxides, metal salts and the like can also be used.
アルミニウムキレート化合物としては、例えば、ジイソプロポキシアルミニウムモノオレイルアセトアセテート、モノイソプロポキシアルミニウムビスオレイルアセトアセテート、モノイソプロポキシアルミニウムモノオレエートモノエチルアセトアセテート、ジイソプロポキシアルミニウムモノラウリルアセトアセテート、ジイソプロポキシアルミニウムモノステアリルアセトアセテート、ジイソプロポキシアルミニウムモノイソステアリルアセトアセテート、モノイソプロポキシアルミニウムモノ-N-ラウロイル-β-アラネートモノラウリルアセトアセテート、アルミニウムトリスアセチルアセトネート、モノアセチルアセトネートアルミニウムビス(イソブチルアセトアセテート)キレート、モノアセチルアセトネートアルミニウムビス(2-エチルヘキシルアセトアセテート)キレート、モノアセチルアセトネートアルミニウムビス(ドデシルアセトアセテート)キレート、モノアセチルアセトネートアルミニウムビス(オレイルアセトアセテート)キレート等が挙げられる。 Examples of aluminum chelate compounds include diisopropoxyaluminum monooleyl acetoacetate, monoisopropoxyaluminum bisoleyl acetoacetate, monoisopropoxyaluminum monooleate monoethylacetoacetate, diisopropoxyaluminum monolaurylacetoacetate, diisopropoxy Aluminum monostearylacetoacetate, diisopropoxyaluminum monoisostearylacetoacetate, monoisopropoxyaluminum mono-N-lauroyl-β-alanate monolaurylacetoacetate, aluminum trisacetylacetonate, monoacetylacetonate aluminum bis(isobutylacetate) acetate) chelate, monoacetylacetonate aluminum bis(2-ethylhexylacetoacetate) chelate, monoacetylacetonate aluminum bis(dodecylacetoacetate) chelate, monoacetylacetonate aluminum bis(oleylacetoacetate) chelate and the like.
粘着剤組成物が含有する架橋剤は、1種のみでもよいし、2種以上でもよく、2種以上である場合、それらの組み合わせ及び比率は任意に選択できる。 The cross-linking agent contained in the pressure-sensitive adhesive composition may be of one type or two or more types, and when there are two or more types, the combination and ratio thereof can be arbitrarily selected.
前記粘着剤組成物における架橋剤の含有量は、重合体化合物(A)の含有量100質量部に対して、0.1質量部以上10質量部以下であることが好ましく、0.5質量部以上5質量部以下であることがより好ましく、0.8質量部以上3質量部以下であることがさらに好ましい。 The content of the cross-linking agent in the adhesive composition is preferably 0.1 parts by mass or more and 10 parts by mass or less with respect to 100 parts by mass of the content of the polymer compound (A), and 0.5 parts by mass. It is more preferably 5 parts by mass or less, and further preferably 0.8 parts by mass or more and 3 parts by mass or less.
粘着剤組成物が架橋剤を含有することで、ラベルの耐ドライクリーニング性を向上させることが可能である。
前記架橋剤は、例えば、粘着剤層が含有する重合体成分(A)同士を架橋して、粘着剤層を強固なものとし、耐ドライクリーニング性を向上させることや、粘着剤層が含有する重合体成分(A)と、後述の感熱接着剤層が含有する重合体成分(B)とを架橋して、粘着剤層と感熱接着剤層との界面の結合を強固なものとし、耐ドライクリーニング性を向上させることができる。
By including a cross-linking agent in the pressure-sensitive adhesive composition, it is possible to improve the dry-cleaning resistance of the label.
The cross-linking agent, for example, cross-links the polymer component (A) contained in the pressure-sensitive adhesive layer to make the pressure-sensitive adhesive layer stronger, improve dry cleaning resistance, or By cross-linking the polymer component (A) and the polymer component (B) contained in the heat-sensitive adhesive layer described later, the bond at the interface between the pressure-sensitive adhesive layer and the heat-sensitive adhesive layer is strengthened and the dry resistance is improved. Cleanability can be improved.
本実施形態に係る架橋剤は、前記粘着付与樹脂との架橋構造を形成しないものであってよい。 The cross-linking agent according to this embodiment may not form a cross-linked structure with the tackifying resin.
実施形態のラベル1では、感熱接着剤層20と被着体との間に、粘着剤層30が設けられている。
特許文献1~2では、感熱接着の妨げとなることを防止するため、粘着剤層に対応する層が、感熱接着剤層に対応する層の表面の一部に設けられていた。
対して、実施形態のラベルは、粘着剤層の粘着付与樹脂の含有量を少なくすることで、感熱接着剤層の耐クリーニング性が向上されているので、必ずしも、感熱接着剤層に対して一部のみに、粘着剤層を設ける構成とされる必要はない。
In the
In
On the other hand, in the label of the embodiment, the cleaning resistance of the heat-sensitive adhesive layer is improved by reducing the content of the tackifying resin in the pressure-sensitive adhesive layer. It is not necessary to have a configuration in which the adhesive layer is provided only on the part.
実施形態のラベル1は、感熱接着剤層20の面の100面積%に対して、粘着剤層30が70~100面積%に設けられていることが好ましく、90~100面積%に設けられていることがより好ましく、全面(100面積%)に設けられていることがさらに好ましい。
粘着剤層30が上記下限値以上の面積%で設けられていることで、ラベルの厚さが均一化されて被着体への接着が良好となり、耐ドライクリーニング性を向上できる。
In the
By providing the pressure-
粘着剤層は1層(単層)からなるものであってもよいし、2層以上の複数層からなるものであってもよく、複数層からなる場合、これら複数層は、互いに同一でも異なっていてもよく、これら複数層の組み合わせは特に限定されない。 The pressure-sensitive adhesive layer may consist of one layer (single layer) or may consist of two or more layers. The combination of these multiple layers is not particularly limited.
粘着剤層の厚さは、特に限定されないが、16μm以下であることが好ましく、15μm以下であることがより好ましく、1~13μmであることがさらに好ましく、5~11μmであることが特に好ましい。
感圧粘着力の向上のためには、粘着剤層の厚さを厚くするのが通常であるが、実施形態のラベルの用途においては、貼付対象への仮止めが可能な程度の粘着力を発揮できればよい。また粘着剤層の厚さが上記上限値以下であることで、感熱接着剤層と貼付対象の衣類等との接着の妨げとなり難い。
Although the thickness of the adhesive layer is not particularly limited, it is preferably 16 μm or less, more preferably 15 μm or less, even more preferably 1 to 13 μm, particularly preferably 5 to 11 μm.
In order to improve the pressure-sensitive adhesive strength, it is common to increase the thickness of the adhesive layer. I wish I could demonstrate it. In addition, when the thickness of the pressure-sensitive adhesive layer is equal to or less than the above upper limit, adhesion between the heat-sensitive adhesive layer and clothing or the like to which it is applied is less likely to be hindered.
ここで、粘着剤層の厚さとは、粘着剤層全体の厚さを意味し、例えば、複数層からなる粘着剤層の厚さとは、粘着剤層を構成するすべての層の合計の厚さを意味する。 Here, the thickness of the pressure-sensitive adhesive layer means the thickness of the entire pressure-sensitive adhesive layer. means
上記の観点から、粘着剤層の粘着力は、JIS K6854-3に準じてはく離速度300mm/分で測定された、綿布との間のT型はく離接着強さが、0.5~30N/25mmであることが好ましく、2~20N/25mmであることがより好ましく、3~15N/25mmであることがさらに好ましい。なお、ここでの粘着力とは、ラベルが感熱接着される前の(感熱接着されていないラベルの)粘着剤層の粘着力である。
粘着剤層の粘着力が上記下限値以上であれば、貼付対象への仮止めに好適であり、上記上限値以下であれば再剥離が容易となるため好ましい。
From the above viewpoint, the adhesive strength of the adhesive layer is measured according to JIS K6854-3 at a peeling speed of 300 mm / min, and the T-type peeling adhesive strength between the cotton cloth is 0.5 to 30 N / 25 mm. , more preferably 2 to 20 N/25 mm, even more preferably 3 to 15 N/25 mm. Here, the adhesive force is the adhesive force of the adhesive layer (of the label that is not thermally adhered) before the label is thermally adhered.
When the adhesive strength of the pressure-sensitive adhesive layer is at least the above lower limit value, it is suitable for temporary fixing to an object to be adhered, and when it is at most the above upper limit value, re-peeling becomes easy, which is preferable.
<感熱接着剤層>
実施形態に係るラベル1における感熱接着剤層20は、感熱接着性を有し、ラベルを被着体である衣類等に感熱接着させることで、貼付を可能とする層である。「感熱接着性」とは、感熱接着剤層を加熱し溶融させて再び硬化させることで、被着体に対して接着させることが可能な性質をいう。
感熱接着としては、アイロンやプレス機等による被着体への加熱圧着(熱及び圧力をかけて接着させること)が挙げられる。
感熱接着剤層が、その融点以上の温度に加熱された後、冷却されることで、ラベルが被着体へと接着される。感熱接着を採用することで、被着体への接着が強固なものとなり、耐ドライクリーニング性に優れたラベルとすることができる。
<Heat-sensitive adhesive layer>
The heat-
Heat-sensitive adhesion includes thermocompression bonding (bonding by applying heat and pressure) to an adherend using an iron, press machine, or the like.
After the heat-sensitive adhesive layer is heated to a temperature equal to or higher than its melting point, the label is adhered to the adherend by cooling. By adopting heat-sensitive adhesion, the adhesion to the adherend becomes strong, and a label having excellent resistance to dry cleaning can be obtained.
実施形態のラベル1では、感熱接着剤層20と被着体との間に、粘着剤層30が設けられているが、ラベルの加熱や加圧により、粘着剤層30の変形が生じ、感熱接着剤層20が露出して、被着体と接着されるものと考えられる。
In the
感熱接着剤層は、感熱接着性を有するものであれば、その組成は特に制限されるものではない。感熱接着剤層は、例えば常温(23℃)では接着性を発揮せず、加熱されることで接着性が発揮される。感熱接着剤層の加熱温度は、感熱接着剤層の組成に応じて適宜定めることができ、感熱接着剤層の融点以上の温度で加熱して、感熱接着を発揮させることができる。 The composition of the heat-sensitive adhesive layer is not particularly limited as long as it has heat-sensitive adhesive properties. The heat-sensitive adhesive layer does not exhibit adhesiveness at room temperature (23° C.), for example, but exhibits adhesiveness when heated. The heating temperature of the heat-sensitive adhesive layer can be appropriately determined according to the composition of the heat-sensitive adhesive layer, and heat-sensitive adhesion can be exhibited by heating at a temperature equal to or higher than the melting point of the heat-sensitive adhesive layer.
感熱接着剤層は、重合体成分(B)を含有することが好ましい。重合体成分(B)としては、接着性を有する熱可塑性樹脂が挙げられ、例えばポリオレフィン系樹脂やポリエステル系樹脂を好適に例示できる。
ポリオレフィン系樹脂としては、例えば、ポリエチレン(低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン等)、ポリプロピレン、ポリブテン、ポリイソブチレン、ポリブタジエン、ポリイソプレン等が挙げられる。
また、感熱接着剤層は、エチレン-α・オレフィン共重合体、エチレン-プロピレン共重合体等のオレフィン系共重合体;エチレン-アクリル酸共重合体、エチレン-メタクリル酸共重合体、エチレン-アクリル酸エステル共重合体、エチレン-メタクリル酸エステル共重合体等のアクリル系重合体;エチレン-酢酸ビニル共重合体(EVA)等の酢酸ビニル系重合体等を含有してもよく、アイオノマー樹脂等や、これらを酸変性した酸変性ポリオレフィンを含有してもよい。
The heat-sensitive adhesive layer preferably contains the polymer component (B). Examples of the polymer component (B) include adhesive thermoplastic resins such as polyolefin-based resins and polyester-based resins.
Polyolefin-based resins include, for example, polyethylene (low-density polyethylene, medium-density polyethylene, high-density polyethylene, etc.), polypropylene, polybutene, polyisobutylene, polybutadiene, polyisoprene, and the like.
Further, the heat-sensitive adhesive layer may be composed of olefin copolymers such as ethylene-α/olefin copolymers and ethylene-propylene copolymers; ethylene-acrylic acid copolymers, ethylene-methacrylic acid copolymers, ethylene-acrylic acid Acrylic polymers such as acid ester copolymers and ethylene-methacrylic acid ester copolymers; may contain vinyl acetate polymers such as ethylene-vinyl acetate copolymers (EVA); , may contain an acid-modified polyolefin obtained by acid-modifying these.
重合体成分(B)は、ビニル基、(メタ)アクリロイル基、アミノ基、水酸基、カルボキシ基等の、他の化合物と結合可能な官能基を有していてもよい。
例えば、前記官能基を有する重合体成分(B)は、架橋剤を介して、前記感熱接着剤層が含有する重合体成分(A)と架橋されてよい。架橋剤としては、上記の粘着剤層にて例示したものが挙げられ、粘着剤層が含有する重合体成分(A)、及び前記感熱接着剤層が含有する重合体成分(B)と反応して結合する架橋剤であることが好ましい。
粘着剤層が含有する重合体成分(A)と、後述の感熱接着剤層が含有する重合体成分(B)とが架橋されることで、粘着剤層と感熱接着剤層との界面の密着が強固なものとなり、耐ドライクリーニング性を向上させることができる。
The polymer component (B) may have functional groups capable of bonding with other compounds, such as vinyl groups, (meth)acryloyl groups, amino groups, hydroxyl groups, and carboxy groups.
For example, the polymer component (B) having the functional group may be crosslinked with the polymer component (A) contained in the heat-sensitive adhesive layer via a crosslinking agent. Examples of the cross-linking agent include those exemplified for the adhesive layer described above, which react with the polymer component (A) contained in the adhesive layer and the polymer component (B) contained in the heat-sensitive adhesive layer. It is preferably a cross-linking agent that bonds together.
By cross-linking the polymer component (A) contained in the adhesive layer and the polymer component (B) contained in the heat-sensitive adhesive layer described later, adhesion of the interface between the adhesive layer and the heat-sensitive adhesive layer is achieved. becomes strong, and dry cleaning resistance can be improved.
感熱接着剤層は、融点が130℃以下であることが好ましく、50℃以上120℃以下であることがより好ましく、70℃以上110℃以下であることがさらに好ましい。
感熱接着剤層の融点が上記上限値以下であることで、実用上の加熱温度での、感熱接着力が適切に発揮され、耐ドライクリーニング性が向上される。
The heat-sensitive adhesive layer preferably has a melting point of 130° C. or lower, more preferably 50° C. or higher and 120° C. or lower, even more preferably 70° C. or higher and 110° C. or lower.
When the melting point of the heat-sensitive adhesive layer is equal to or less than the above upper limit, the heat-sensitive adhesive strength is appropriately exhibited at a practical heating temperature, and the dry-cleaning resistance is improved.
感熱接着剤層は、単層からなってもよいし、複層からなってもよい。複層の場合、各層は同一であってもよいし、異なっていてもよい。 The heat-sensitive adhesive layer may consist of a single layer or may consist of multiple layers. In the case of multiple layers, each layer may be the same or different.
感熱接着剤層の厚さは適宜設定することができ、例えば15~300μmが好ましく、30~200μmがより好ましく、40~100μmがさらに好ましい。感熱接着剤層の厚さが上記範囲であることにより、耐ドライクリーニング性が良好である。 The thickness of the heat-sensitive adhesive layer can be appropriately set, and is preferably 15 to 300 μm, more preferably 30 to 200 μm, and even more preferably 40 to 100 μm. When the thickness of the heat-sensitive adhesive layer is within the above range, the dry-cleaning resistance is good.
ここで、感熱接着剤層の厚さは、感熱接着剤層全体の厚さを意味し、例えば、感熱接着剤層が複数層からなる場合の厚さとは、感熱接着剤層を構成するすべての層の合計の厚さを意味する。 Here, the thickness of the heat-sensitive adhesive layer means the thickness of the whole heat-sensitive adhesive layer. It means the total thickness of the layers.
<剥離ライナー>
剥離ライナー40は、粘着剤層30の感熱接着剤層20が設けられた側とは反対側の面に設けられている。
<Release liner>
The
剥離ライナー40としては、特に限定されず、一般的には、シートの片面に剥離処理が施された公知の剥離ライナーを適宜選択して用いることができる。剥離ライナー40に用いることのできるライナーとしては、例えば、グラシン紙、上質紙、クラフト紙等の紙、これらの紙にポリエチレンなどの熱可塑性樹脂をラミネートしたラミネート紙、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステルフィルム、ポリエチレン、ポリプロピレン等のポリオレフィンフィルム等が挙げられる。
The
また、離型処理を行うための離型処理剤としては、シリコーン、長鎖アルキル系樹脂、フッ素系樹脂等を例示することができる。
剥離ライナー40の厚さは、特に限定されないが、10~150μmであることが好ましく、20~130μmであることが好ましい。
Examples of release agents for release treatment include silicones, long-chain alkyl-based resins, fluorine-based resins, and the like.
Although the thickness of the
剥離ライナー40を除く、実施形態のラベル1の各層の合計の厚さは、60~100μmであることが好ましく、63~90μmであることがより好ましく、65~80μmであることが特に好ましい。
The total thickness of each layer of the
≪ラベルの製造方法≫
ラベルの製造は、公知の方法によって製造することができる。本発明に係るラベルの製造方法は、基材の一方の面上に感熱接着剤層を設け、前記感熱接着剤層の、前記基材とは反対側の面上に粘着剤層を設けることを含み、前記粘着剤層は重合体成分(A)を含有し、前記粘着剤層の前記重合体成分100質量部に対する、粘着付与樹脂の含有量の割合が10質量部以下であるものである。
≪Label manufacturing method≫
Manufacture of a label can be manufactured by a well-known method. The label manufacturing method according to the present invention comprises providing a heat-sensitive adhesive layer on one surface of a substrate, and providing a pressure-sensitive adhesive layer on the surface of the heat-sensitive adhesive layer opposite to the substrate. The pressure-sensitive adhesive layer contains the polymer component (A), and the content of the tackifying resin is 10 parts by mass or less with respect to 100 parts by mass of the polymer component of the pressure-sensitive adhesive layer.
前記重合体成分100質量部に対する、粘着付与樹脂の含有量の割合が10質量部以下である粘着剤層は、重合体成分100質量部に対して粘着付与樹脂の含有量の割合を10質量部以下で配合した粘着剤組成物により形成できる。 The pressure-sensitive adhesive layer having a tackifying resin content ratio of 10 parts by mass or less with respect to 100 parts by mass of the polymer component has a tackifying resin content ratio of 10 parts by mass with respect to 100 parts by mass of the polymer component. It can be formed by the adhesive composition blended below.
なお、粘着剤組成物中の、常温で気化しない成分同士の含有量の比率は、通常、粘着剤層の前記成分同士の含有量の比率と同じとなる。なお、本明細書において、「常温」とは、特に冷やしたり、熱したりしない温度、すなわち平常の温度を意味し、例えば、15~25℃の温度等が挙げられる。 In addition, the content ratio of the components that do not vaporize at room temperature in the pressure-sensitive adhesive composition is usually the same as the content ratio of the above-described components in the pressure-sensitive adhesive layer. In this specification, the term "ordinary temperature" means a temperature at which no particular cooling or heating is applied, that is, a normal temperature.
まず、本発明に係るラベルの製造方法について、以下、ラベル1の製造方法を例に説明する。
本実施形態のラベル1の製造方法は、基材10の一方の面上に感熱接着剤層20を設け、感熱接着剤層20の、基材10が積層された側とは反対側の面上に粘着剤層30を設けることを含む。
First, a method for manufacturing a label according to the present invention will be described below by taking the method for manufacturing the
In the method for manufacturing the
例えば、基材10の上に、感熱接着剤層を構成する成分と、所望によりさらに溶媒とを含む感熱接着剤組成物を、ロールコーター、ナイフコーター、ロールナイフコーター、エアナイフコーター、ダイコーター、バーコーター、グラビアコーター、カーテンコーター等の塗工機によって塗布して乾燥させ、基材10及び感熱接着剤層20が積層された積層体Aを得る。
感熱接着剤組成物としては、市販のヒートシール剤を使用することができる。
For example, a heat-sensitive adhesive composition containing components constituting a heat-sensitive adhesive layer and optionally a solvent is applied onto the
A commercially available heat-sealing agent can be used as the heat-sensitive adhesive composition.
また、剥離ライナー40の上に、粘着剤層30を構成する成分と、所望によりさらに溶媒とを含有する粘着剤組成物を調製し、塗工機によって剥離ライナー40の剥離処理面に当該粘着剤組成物を塗布して乾燥させ、剥離ライナー40及び粘着剤層30が積層された積層体Bを得る。
Alternatively, a pressure-sensitive adhesive composition containing components constituting the pressure-
次いで、上記で製造した積層体Aの感熱接着剤層20の露出面と、積層体Bの粘着剤層30の露出面とを圧着させ、基材10と、感熱接着剤層20と、粘着剤層30と、がこの順に積層されたラベル1を製造することができる。
Next, the exposed surface of the heat-
粘着剤組成物が架橋剤を含有する場合、粘着剤層形成後、例えば、常温で7日間程度静置することで、架橋剤による架橋構造を形成することができる。 When the pressure-sensitive adhesive composition contains a cross-linking agent, a cross-linked structure due to the cross-linking agent can be formed by allowing the pressure-sensitive adhesive layer to stand at room temperature for about 7 days, for example.
≪ラベルの使用方法≫
実施形態のラベルは、ドライクリーニングされ得る対象物を被着体とし、それに貼付して使用することができる。
ドライクリーニングされる対象物としては、シャツ、スカート、パンツ、帽子、マフラー、靴下などの衣類や、枕やシーツ等の寝具の他、カバー類、カーテン、ひざ掛け、靴、鞄などを例示できる。ラベルの貼付面としては、上記対象物が備えている布面が好ましい。布とは、天然繊維又は化学繊維で織られた素材全般を指す。
≪How to use the label≫
The label of the embodiment can be used by attaching an object that can be dry cleaned as an adherend.
Objects to be dry cleaned include clothes such as shirts, skirts, pants, hats, mufflers, and socks, bedding such as pillows and sheets, covers, curtains, throws, shoes, and bags. As the surface to which the label is attached, the cloth surface provided on the object is preferable. Cloth refers to all materials woven from natural fibers or chemical fibers.
本明細書において「ドライクリーニング」とは、水以外の溶剤を用いるクリーニング法全般を差す。溶剤としては、ドライクリーニングに用いることの可能なものであれば特に制限はなく、パークロロエチレン、ガソリン等の石油系溶剤などを例示でき、パークロロエチレンが好ましい。 As used herein, the term "dry cleaning" refers to all cleaning methods using solvents other than water. The solvent is not particularly limited as long as it can be used for dry cleaning, and examples thereof include petroleum solvents such as perchlorethylene and gasoline, and perchlorethylene is preferred.
実施形態のラベルの使用方法として、ドライクリーニングされ得る対象物である被着体に粘着剤層を接触させて、ラベルを感圧接着させる工程と、感圧接着されたラベルを加熱して、被着体にラベルを感熱接着させる工程と、を含む方法を例示できる。 As a method for using the label of the embodiment, the pressure-sensitive adhesive layer is brought into contact with an adherend that can be dry cleaned, and the pressure-sensitively adhered label is heated to adhere to the adherend. and heat-adhering the label to the adherend.
実施形態のラベルの使用方法として、被着体と、該被着体に感熱接着されたラベルをドライクリーニングする工程を含む方法を例示できる。 As a method of using the label of the embodiment, a method including a step of dry cleaning an adherend and a label heat-sensitively adhered to the adherend can be exemplified.
上記の加熱温度は、感熱接着剤層の組成に応じて適宜定めることができ、感熱接着剤層の融点以上の温度で加熱することが挙げられ、一例として80~250℃であってよく、130~200℃であってよく、140~170℃であってよい。 The above heating temperature can be appropriately determined according to the composition of the heat-sensitive adhesive layer, and includes heating at a temperature equal to or above the melting point of the heat-sensitive adhesive layer. ~200°C and may be 140-170°C.
また、加熱時に、アイロンやプレス機等による加熱圧着(熱及び圧力をかけて接着させること)を採用することができる。ラベルに対する圧力としては、0.5~10kg/cm2程度を例示できる。 Also, when heating, thermocompression bonding (bonding by applying heat and pressure) using an iron, a press machine, or the like can be employed. As the pressure on the label, about 0.5 to 10 kg/cm 2 can be exemplified.
実施形態のラベルは、表面に印字又は印刷を施すことができる。印字又は印刷は、基材の表面に施されてもよい。印字又は印刷には、公知の印刷装置を使用することができる。
印字又は印刷は、実施形態のラベルが被着体に貼付される前に施されてもよく、後に施されてもよい。
Labels of embodiments can be printed or printed on the surface. A print or print may be applied to the surface of the substrate. A known printing device can be used for printing.
The print or print may be applied before or after the label of the embodiment is attached to the adherend.
実施形態のクリーニング用ラベルの好ましい使用用途に関するものとして、以下の構成を例示できる。 The following configuration can be exemplified as a preferred usage of the cleaning label of the embodiment.
実施形態のクリーニング用ラベルは、前記基材に、印字又は印刷が施されており、
前記印字又は印刷される情報が、クリーニング用ラベルが取り付けられた状態でドライクリーニングされる対象物の所有者情報、クリーニング店の情報、前記対象物の管理記号、及び前記対象物の管理番号からなる群から選択されるいずれか一種以上のドライクリーニング情報、又は、
前記対象物に関する洗濯表示、洗濯記号、サイズ、洗濯又はドライクリーニング方法を含む取り扱い上の注意事項、材料の種類、繊維組成、及びそれらの表示者名からなる群から選択されるいずれか一種以上の対象物情報であるものが好ましい。
In the cleaning label of the embodiment, the substrate is printed or printed,
The printed or printed information includes owner information of an object to be dry-cleaned with the cleaning label attached, cleaning shop information, an object control code, and an object control number. any one or more dry cleaning information selected from the group, or
Any one or more selected from the group consisting of washing indications, washing symbols, sizes, handling precautions including washing or dry cleaning methods, material types, fiber compositions, and names of those who display them Object information is preferred.
上記のドライクリーニング情報を有するラベルは、ドライクリーニングされる物品に貼付された後、物品とともにドライクリーニングされて使用される、クリーニングラベルとして使用可能である。 A label having the dry cleaning information described above can be used as a cleaning label that is attached to an article to be dry cleaned and then dry cleaned together with the article.
上記の対象物情報を有するラベルは、ドライクリーニングされる物品に貼付された後、物品とともにドライクリーニングされて使用される、品質表示用ラベルとして使用可能である。 A label having the above-described object information can be used as a label for indicating quality, which is used after being dry-cleaned together with the article after being attached to the article to be dry-cleaned.
クリーニングラベル及び品質表示用ラベルは、実施形態のクリーニング用ラベルに包含される。 Cleaning labels and quality indication labels are included in the cleaning labels of the embodiments.
≪タグの製造方法≫
上記に説明した実施形態のラベルは、第2基材を含む構造に貼付して、クリーニング用タグの製造に使用することができる。
≪Manufacturing method of tag≫
The label of the embodiments described above can be applied to a structure comprising a second substrate and used to manufacture cleaning tags.
実施形態のクリーニング用タグの製造方法は、実施形態のクリーニング用ラベルの、前記粘着剤層の第1基材が積層された第一の面側とは反対の第二の面側に、第2基材を感圧接着させて、前記第1基材と前記感熱接着剤層と粘着剤層と前記第2基材とをこの順に備える積層体を得ることと、
前記積層体を熱処理して、前記第1基材と前記第2基材とを前記感熱接着剤層を介して感熱接着させることと、を含む方法である。
In the cleaning tag manufacturing method of the embodiment, a second obtaining a laminate comprising the first base material, the heat-sensitive adhesive layer, the pressure-sensitive adhesive layer, and the second base material in this order by pressure-sensitive bonding of base materials;
heat-treating the laminate to heat-sensitively bond the first base material and the second base material via the heat-sensitive adhesive layer.
第1基材としては、上記の実施形態で基材として例示したものが挙げられる。感熱接着剤層及び粘着剤層としては、上記の実施形態で例示したものが挙げられる。 Examples of the first base material include those exemplified as the base material in the above embodiment. Examples of the heat-sensitive adhesive layer and pressure-sensitive adhesive layer include those exemplified in the above embodiments.
第2基材としては、上記第1基材として例示したものが挙げられる。前記第2基材は、フィルム、布又は不織布であることが好ましい。 Examples of the second base material include those exemplified as the first base material. The second substrate is preferably a film, cloth or non-woven fabric.
第1基材と第2基材とは、それぞれ同一の材料同士の組み合わせであってもよく、異なる材料同士の組み合わせであってもよい。
例えば、第1基材が布で第2基材が布である組み合わせや、第1基材が布で第2基材がフィルムである組み合わせを例示できる。
The first base material and the second base material may be a combination of the same materials, or may be a combination of different materials.
For example, a combination in which the first base material is cloth and the second base material is cloth, or a combination in which the first base material is cloth and the second base material is a film can be exemplified.
実施形態のタグの各層の合計の厚さは25~2000μmであることが好ましく、50~1000μmであることがより好ましく、100~500μmであることがさらに好ましい。 The total thickness of each layer of the tag of the embodiment is preferably 25-2000 μm, more preferably 50-1000 μm, even more preferably 100-500 μm.
次に実施例を示して本発明をさらに詳細に説明するが、本発明は以下の実施例に限定されるものではない。 EXAMPLES Next, the present invention will be described in more detail with reference to examples, but the present invention is not limited to the following examples.
<ラベルの作製>
[実施例1]
基材として、クリスパー(東洋紡株式会社,型番:K2411,厚さ50μm)を用意した。次いで、ポリオレフィン系感熱接着剤組成物として低密度ポリエチレン(住友化学製、スミカセン,型番:L405,融点111℃)を、厚さ15μmになるように溶融押出することにより、基材上に感熱接着剤層を形成した。
アクリル系粘着剤組成物[アクリル酸2-エチルヘキシル(60質量部)、アクリル酸n-ブチル(30質量部)、アクリル酸メチル(7質量部)、及びアクリル酸(3質量部)の重合物、並びに溶媒:トルエン(30質量部)の混合物](重合体成分の計算Tg=-52.7℃)を調整し、乾燥後の厚さが10μmになるようにナイフコーターによって剥離ライナーに塗布し、100℃で1分間乾燥させ、粘着剤層を形成した。
こうして形成された粘着剤層の露出面と、基材及び感熱接着剤層の積層体の感熱接着剤層の露出面とを重ねあわせて圧着し、実施例1のラベルを得た。
<Production of label>
[Example 1]
Crisper (Toyobo Co., Ltd., model number: K2411, thickness 50 μm) was prepared as a base material. Next, as a polyolefin-based heat-sensitive adhesive composition, low-density polyethylene (Sumitomo Chemical Co., Ltd., Sumikasen, model number: L405, melting point: 111° C.) is melt-extruded to a thickness of 15 μm to form a heat-sensitive adhesive on the substrate. formed a layer.
Acrylic pressure-sensitive adhesive composition [a polymer of 2-ethylhexyl acrylate (60 parts by mass), n-butyl acrylate (30 parts by mass), methyl acrylate (7 parts by mass), and acrylic acid (3 parts by mass), and solvent: a mixture of toluene (30 parts by mass)] (calculated Tg of the polymer component = -52.7°C), and coated on the release liner with a knife coater so that the thickness after drying is 10 µm, It was dried at 100° C. for 1 minute to form an adhesive layer.
The exposed surface of the pressure-sensitive adhesive layer thus formed and the exposed surface of the heat-sensitive adhesive layer of the laminate of the substrate and the heat-sensitive adhesive layer were overlapped and pressed together to obtain a label of Example 1.
[実施例2]
実施例1で使用した感熱接着剤組成物を、ポリオレフィン系水系ディスパージョン(住友精化社製,ザイクセン AC,融点90℃)に代え、乾燥後の厚さが10μmになるように塗布し、乾燥したこと以外は、実施例1と同様の操作により、実施例2のラベルを得た。
[Example 2]
The heat-sensitive adhesive composition used in Example 1 was replaced with a polyolefin-based water-based dispersion (Sumitomo Seika Co., Ltd., Zaixen AC, melting point 90° C.), applied so that the thickness after drying was 10 μm, and dried. A label of Example 2 was obtained by the same operation as in Example 1, except that the label of Example 2 was obtained.
[実施例3]
実施例1で使用した感熱接着剤組成物を、EVA系感熱接着剤組成物(酢酸ビニル5質量%含有,融点100℃)に代えた以外は、実施例1と同様の操作により、実施例3のラベルを得た。
[Example 3]
Example 3 was prepared in the same manner as in Example 1, except that the heat-sensitive adhesive composition used in Example 1 was replaced with an EVA-based heat-sensitive adhesive composition (contains 5% by mass of vinyl acetate, melting point: 100°C). got the label of
[実施例4]
実施例1で使用した感熱接着剤組成物を、EVA系感熱接着剤組成物(酢酸ビニル42質量%含有,融点50℃)に代えた以外は、実施例1と同様の操作により、実施例4のラベルを得た。
[Example 4]
Example 4 was prepared in the same manner as in Example 1, except that the heat-sensitive adhesive composition used in Example 1 was replaced with an EVA-based heat-sensitive adhesive composition (contains 42% by mass of vinyl acetate, melting point: 50°C). got the label of
[実施例5]
実施例1で使用した感熱接着剤組成物を、EVA系感熱接着剤組成物(酢酸ビニル14質量%含有、アクリル酸6質量%含有,融点77℃)に代え、アクリル系粘着剤組成物を[アクリル酸2-エチルヘキシル(60質量部)、アクリル酸n-ブチル(30質量部)、アクリル酸メチル(7質量部)、及びアクリル酸(3質量部)の重合物、架橋剤:アルミニウムトリス(アセチルアセトナート)(0.5質量部)、並びに溶媒:トルエン(30質量部)の混合物]に代えた以外は、実施例1と同様の操作により、実施例5のラベルを得た。
[Example 5]
The heat-sensitive adhesive composition used in Example 1 was replaced with an EVA-based heat-sensitive adhesive composition (containing 14% by mass of vinyl acetate, containing 6% by mass of acrylic acid, and a melting point of 77° C.), and the acrylic adhesive composition was replaced with [ Polymer of 2-ethylhexyl acrylate (60 parts by mass), n-butyl acrylate (30 parts by mass), methyl acrylate (7 parts by mass), and acrylic acid (3 parts by mass), cross-linking agent: aluminum tris (acetyl Acetonate) (0.5 parts by mass) and the solvent: a mixture of toluene (30 parts by mass)] was changed to obtain a label of Example 5 in the same manner as in Example 1.
[比較例1]
実施例1において、粘着剤層を設けなかったこと以外は、実施例1と同様の操作により、比較例1のラベルを得た。
[Comparative Example 1]
A label of Comparative Example 1 was obtained in the same manner as in Example 1, except that the pressure-sensitive adhesive layer was not provided.
[比較例2]
実施例1において、感熱接着剤層を設けなかったこと以外は、実施例1と同様の操作により、比較例2のラベルを得た。
[Comparative Example 2]
A label of Comparative Example 2 was obtained in the same manner as in Example 1, except that the heat-sensitive adhesive layer was not provided.
[比較例3]
実施例2において使用した粘着剤組成物を、石油樹脂系粘着付与樹脂(荒川化学製,P-90,軟化点90℃)を含むもの[アクリル酸2-エチルヘキシル(60質量部)、アクリル酸n-ブチル(30質量部)、アクリル酸メチル(7質量部)、及びアクリル酸(3質量部)の重合物、該粘着付与樹脂(10質量部)、並びに溶媒:トルエン(30質量部)の混合物]に代えた以外は、実施例2と同様の操作により、比較例3のラベルを得た。
[Comparative Example 3]
The pressure-sensitive adhesive composition used in Example 2 contains a petroleum resin-based tackifying resin (manufactured by Arakawa Chemical, P-90, softening point 90 ° C.) [2-ethylhexyl acrylate (60 parts by mass), acrylic acid n - A mixture of a polymer of butyl (30 parts by weight), methyl acrylate (7 parts by weight) and acrylic acid (3 parts by weight), the tackifying resin (10 parts by weight), and solvent: toluene (30 parts by weight) A label of Comparative Example 3 was obtained in the same manner as in Example 2, except that the label was changed to .
[比較例4]
比較例3において使用した粘着付与樹脂を、石油樹脂系粘着付与樹脂(荒川化学製,P-140,軟化点140℃)に代えた以外は、比較例3と同様の操作により、比較例4のラベルを得た。
[Comparative Example 4]
Comparative Example 4 was prepared in the same manner as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a petroleum resin-based tackifying resin (manufactured by Arakawa Chemical, P-140, softening point 140 ° C.). got the label.
[比較例5]
比較例3において使用した粘着付与樹脂を、スチレン系粘着付与樹脂(ヤスハラケミカル製,YSレジンSX100,軟化点100℃)に代えた以外は、比較例3と同様の操作により、比較例5のラベルを得た。
[Comparative Example 5]
A label of Comparative Example 5 was produced in the same manner as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a styrene-based tackifying resin (manufactured by Yasuhara Chemical Co., Ltd., YS Resin SX100, softening point 100° C.). Obtained.
[比較例6]
比較例3において使用した粘着付与樹脂を、テルペン系粘着付与樹脂(ヤスハラケミカル製,YSレジンPX1000,テルペン樹脂,軟化点100℃)に代えた以外は、比較例3と同様の操作により、比較例6のラベルを得た。
[Comparative Example 6]
Comparative Example 6 was performed in the same manner as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a terpene-based tackifying resin (manufactured by Yasuhara Chemical Co., Ltd., YS Resin PX1000, terpene resin, softening point 100 ° C.). got the label of
[比較例7]
比較例3において使用した粘着付与樹脂を、テルペン系粘着付与樹脂(ヤスハラケミカル製,YSレジンPX1250,テルペン樹脂,軟化点125℃)に代えた以外は、比較例3と同様の操作により、比較例7のラベルを得た。
[Comparative Example 7]
Comparative Example 7 was performed in the same manner as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a terpene-based tackifying resin (manufactured by Yasuhara Chemical Co., Ltd., YS Resin PX1250, terpene resin, softening point 125 ° C.). got the label of
[比較例8]
比較例3において使用した粘着付与樹脂を、テルペン系粘着付与樹脂(ヤスハラケミカル製,YSレジンTO105,芳香族テルペン樹脂,軟化点105℃)に代えた以外は、比較例3と同様の操作により、比較例8のラベルを得た。
[Comparative Example 8]
The same operation as in Comparative Example 3 was performed except that the tackifying resin used in Comparative Example 3 was replaced with a terpene-based tackifying resin (manufactured by Yasuhara Chemical, YS resin TO105, aromatic terpene resin, softening point 105 ° C.). A label for Example 8 was obtained.
[比較例9]
比較例3において使用した粘着付与樹脂を、テルペン系粘着付与樹脂(ヤスハラケミカル製,YSポリスターT100,テルペンフェノール樹脂,軟化点100℃)に代えた以外は、比較例3と同様の操作により、比較例9のラベルを得た。
[Comparative Example 9]
Comparative Example 3 was performed in the same manner as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a terpene-based tackifying resin (manufactured by Yasuhara Chemical Co., Ltd., YS Polyster T100, terpene phenolic resin, softening point 100 ° C.). 9 labels were obtained.
[比較例10]
比較例3において使用した粘着付与樹脂を、テルペン系粘着付与樹脂(ヤスハラケミカル製,YSポリスターT160,テルペンフェノール樹脂,軟化点160℃)に代えた以外は、比較例3と同様の操作により、比較例10のラベルを得た。
[Comparative Example 10]
Comparative Example 3 was performed in the same manner as in Comparative Example 3, except that the tackifier resin used in Comparative Example 3 was replaced with a terpene-based tackifier resin (manufactured by Yasuhara Chemical, YS Polyster T160, terpene phenol resin, softening point 160 ° C.). 10 labels were obtained.
[比較例11]
比較例3において使用した粘着付与樹脂を、ロジン系粘着付与樹脂(荒川化学製,A-100,ロジンエステル,軟化点100℃)に代えた以外は、比較例3と同様の操作により、比較例11のラベルを得た。
[Comparative Example 11]
Comparative Example 3 was performed in the same manner as in Comparative Example 3 except that the tackifying resin used in Comparative Example 3 was replaced with a rosin-based tackifying resin (Arakawa Chemical Co., Ltd., A-100, rosin ester, softening point 100 ° C.). 11 labels were obtained.
[比較例12]
比較例3において使用した粘着付与樹脂を、ロジン系粘着付与樹脂(荒川化学製,A-125,ロジンエステル,軟化点125℃)に代えた以外は、比較例3と同様の操作により、比較例12のラベルを得た。
[Comparative Example 12]
Comparative Example 3 was performed in the same manner as in Comparative Example 3 except that the tackifying resin used in Comparative Example 3 was replaced with a rosin-based tackifying resin (Arakawa Chemical Co., Ltd., A-125, rosin ester, softening point 125 ° C.). 12 labels were obtained.
[比較例13]
比較例3において使用した粘着付与樹脂を、ロジン系粘着付与樹脂(荒川化学製,HP,水素化ロジンエステル,軟化点80℃)に代えた以外は、比較例3と同様の操作により、比較例13のラベルを得た。
[Comparative Example 13]
Comparative Example 3 was performed in the same manner as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a rosin-based tackifying resin (manufactured by Arakawa Chemical, HP, hydrogenated rosin ester, softening point 80 ° C.). 13 labels were obtained.
[比較例14]
比較例3において使用した粘着付与樹脂を、ロジン系粘着付与樹脂(ヤスハラケミカル製,D-125,重合ロジンエステル,軟化点125℃)に代えた以外は、比較例3と同様の操作により、比較例14のラベルを得た。
[Comparative Example 14]
Comparative Example 3 was performed in the same manner as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a rosin-based tackifying resin (manufactured by Yasuhara Chemical, D-125, polymerized rosin ester, softening point 125 ° C.). 14 labels were obtained.
[比較例15]
比較例3において使用した粘着付与樹脂を、ロジン系粘着付与樹脂(ヤスハラケミカル製,D-160,重合ロジンエステル,軟化点160℃)に代えた以外は、比較例3と同様の操作により、比較例15のラベルを得た。
[Comparative Example 15]
Comparative Example 3 was performed in the same manner as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a rosin-based tackifying resin (Yasuhara Chemical Co., Ltd., D-160, polymerized rosin ester, softening point 160 ° C.). 15 labels were obtained.
[比較例16]
比較例3において使用した粘着付与樹脂を、ロジン系粘着付与樹脂(荒川化学製,KR-140,超淡色重合ロジン,軟化点140℃)に代えた以外は、比較例3と同様の操作により、比較例16のラベルを得た。
[Comparative Example 16]
By the same operation as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a rosin-based tackifying resin (manufactured by Arakawa Chemical, KR-140, ultralight polymerized rosin, softening point 140 ° C.). A label of Comparative Example 16 was obtained.
[比較例17]
比較例3において使用した粘着付与樹脂を、ロジン系粘着付与樹脂(荒川化学製,KE-359,超淡色ロジンエステル,軟化点99℃)に代えた以外は、比較例3と同様の操作により、比較例17のラベルを得た。
[Comparative Example 17]
By the same operation as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a rosin-based tackifying resin (KE-359, manufactured by Arakawa Chemical, ultra-light rosin ester, softening point 99 ° C.). A label of Comparative Example 17 was obtained.
[比較例18]
比較例3において使用した粘着付与樹脂を、ロジン系粘着付与樹脂(荒川化学製,D-6011,ロジン含有ジオール,軟化点91.5℃)に代えた以外は、比較例3と同様の操作により、比較例18のラベルを得た。
[Comparative Example 18]
By the same operation as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a rosin-based tackifying resin (manufactured by Arakawa Chemical, D-6011, rosin-containing diol, softening point 91.5 ° C.). , to obtain the label of Comparative Example 18.
[比較例19]
比較例3において使用した粘着付与樹脂を、ロジン系粘着付与樹脂(荒川化学製,KE-604,酸変性ロジンエステル,軟化点129℃)に代えた以外は、比較例3と同様の操作により、比較例19のラベルを得た。
[Comparative Example 19]
By the same operation as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a rosin-based tackifying resin (KE-604, acid-modified rosin ester, made by Arakawa Chemical Co., Ltd., softening point 129 ° C.). A label of Comparative Example 19 was obtained.
[比較例20]
比較例3において使用した粘着付与樹脂を、テルペン系粘着付与樹脂(荒川化学製,803L,テルペンフェノール樹脂,軟化点152.5℃)に代えた以外は、比較例3と同様の操作により、比較例20のラベルを得た。
[Comparative Example 20]
Comparative Example 3 was performed in the same manner as in Comparative Example 3, except that the tackifying resin used in Comparative Example 3 was replaced with a terpene-based tackifying resin (manufactured by Arakawa Chemical, 803L, terpene phenol resin, softening point 152.5 ° C.). A label for Example 20 was obtained.
[比較例21]
比較例3において使用した粘着付与樹脂を、テルペン系粘着付与樹脂(荒川化学製,901,テルペンフェノール樹脂,軟化点130℃)に代えた以外は、比較例3と同様の操作により、比較例21のラベルを得た。
[Comparative Example 21]
Comparative Example 21 was prepared in the same manner as in Comparative Example 3, except that the tackifier resin used in Comparative Example 3 was replaced with a terpene-based tackifier resin (manufactured by Arakawa Chemical, 901, terpene phenolic resin, softening point 130° C.). got the label of
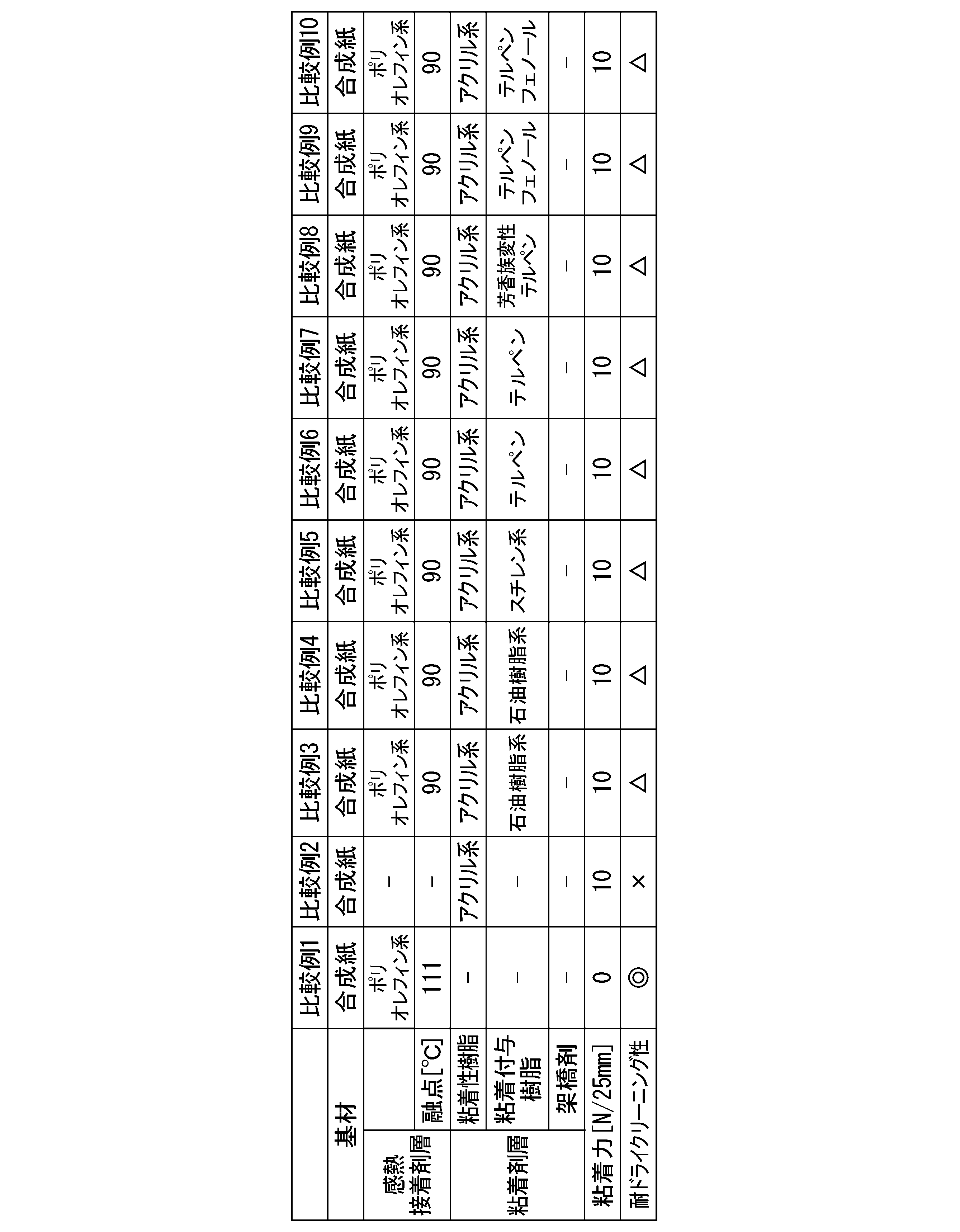
上記の実施例および比較例のラベルの構成を表1~3に示す。表中の「-」は、該当の成分を含有しないことを表す。 Tables 1 to 3 show the label configurations of the above examples and comparative examples. "-" in the table indicates that the corresponding component is not contained.


[物性評価]
上記の実施例および比較例で製造したラベルについて、以下の物性評価を行った。
[Evaluation of the physical properties]
The physical properties of the labels produced in the above examples and comparative examples were evaluated as follows.
(感熱接着前のラベルの粘着剤層の粘着力の測定)
上記の実施例および比較例で得られた各ラベルから剥離ライナーを剥離し、ラベルを綿布(カナキン3号、日本規格協会、JIS L0803準拠)に重ね合わせ、質量2000gのゴムローラーを一往復することにより貼り合わせた。湿度23℃湿度50%RHの環境下に30分放置した後に、JIS K6854-3に準じて、はく離速度300mm/分で、ラベルと綿布の間のT型はく離接着強さを測定した。
測定結果を表1~3に示す。
(Measurement of adhesive strength of adhesive layer of label before thermal adhesion)
The release liner is peeled off from each label obtained in the above Examples and Comparative Examples, the label is superimposed on a cotton cloth (Kanakin No. 3, Japanese Standards Association, JIS L0803 compliant), and a rubber roller weighing 2000 g is reciprocated once. pasted together by After leaving for 30 minutes in an environment of humidity 23° C. and humidity 50% RH, the T-peel adhesive strength between the label and the cotton cloth was measured according to JIS K6854-3 at a peel speed of 300 mm/min.
The measurement results are shown in Tables 1-3.
(耐ドライクリーニング性の評価)
JIS L 0860 A1法によるドライクリーニング試験を行った後、ラベルの剥がれが発生しているかどうかを目視にて判定した。
×:貼付箇所の全面において、ラベルの剥がれが発生していたもの。
△:貼付箇所の一部分において、ラベルの剥がれが発生していたもの。
○:貼付箇所において、ほぼ剥がれは発生していないが、ラベルの端部の一部分に剥がれが確認されるもの。
◎:貼付箇所の全面において、ラベルの剥がれが確認されないもの。
(Evaluation of dry cleaning resistance)
After a dry cleaning test according to JIS L 0860 A1 method, it was visually determined whether or not the label was peeled off.
x: Peeling of the label occurred over the entire surface of the adhered portion.
Δ: Peeling of the label occurred at a part of the place where the label was attached.
Good: Almost no peeling occurred at the adhered portion, but peeling was confirmed at a part of the edge of the label.
⊚: Peeling of the label is not confirmed on the entire surface of the affixed portion.
・試験片
上記の実施例および比較例で得られた各ラベルを、幅20mm、長さ30mmに切断した後、剥離ライナーを剥離し、上記の感熱接着前の粘着力の測定と同様の方法により、被着体(カナキン3号)に貼り合わせた。
その後、加圧加熱機により、荷重1Kg/cm2、140℃5秒の条件で加圧加熱した。
・試験液
パークロロエチレン1Lに対し、陰イオン界面活性剤(スルホコハク酸ジ-2-エチルヘキシルナトリウム)5g,非イオン界面活性剤(ポリオキシエチレンアルキルエーテル)5g、及び水1mLを加えてよくかき混ぜて溶かし、均一透明な溶液に調製したものを試験液とした。
・試験
試験瓶の中に、上記で調製した試験液100mL及びステンレス鋼球20個を入れ、試験液を30℃±2℃に調整した。これに試験片を入れて密閉し、洗濯試験機に取り付け、30℃±2℃で30分間運転した。試験瓶から試験片を取り出し、パークロロエチレン100mLで軽くすすいだ後、余分の液を除き、60℃以下の乾燥機で乾燥させた。
評価結果を表1~3に示す。
・Test piece Each label obtained in the above examples and comparative examples was cut into a width of 20 mm and a length of 30 mm. , to an adherend (Kanakin No. 3).
After that, it was pressurized and heated under the conditions of 1 kg/cm 2 load and 140° C. for 5 seconds using a pressurizing and heating machine.
・Test solution Add 5 g of anionic surfactant (di-2-ethylhexyl sodium sulfosuccinate), 5 g of nonionic surfactant (polyoxyethylene alkyl ether), and 1 mL of water to 1 L of perchlorethylene and mix well. A test solution was prepared by dissolving and preparing a homogeneous and transparent solution.
- Test 100 mL of the test solution prepared above and 20 stainless steel balls were placed in a test bottle, and the test solution was adjusted to 30°C ± 2°C. A test piece was placed in this, it was sealed, attached to a washing tester, and operated at 30° C.±2° C. for 30 minutes. After taking out the test piece from the test bottle and lightly rinsing it with 100 mL of perchlorethylene, excess liquid was removed and dried in a dryer at 60°C or less.
The evaluation results are shown in Tables 1-3.
比較例1のラベルは、粘着剤層を備えておらず、粘着力を有していなかった。即ち、比較例1のラベルは、感熱接着を行う前に対象位置へラベルを感圧接着させる貼り適性に欠けるものであった。 The label of Comparative Example 1 did not have an adhesive layer and did not have adhesive strength. That is, the label of Comparative Example 1 lacked aptitude for pressure-sensitive adhesion of the label to the target position before heat-sensitive adhesion.
比較例2のラベルは、感熱接着剤層を備えておらず、耐ドライクリーニング性に欠けるものであった。 The label of Comparative Example 2 did not have a heat-sensitive adhesive layer and lacked dry-cleaning resistance.
また、粘着剤層の前記重合体成分100質量部に対し、10質量部を超える粘着付与樹脂を含有する比較例3~21のラベルは、感熱接着剤層及び粘着剤層を備え、貼り適性は良好であるものの、耐ドライクリーニング性に乏しいものであった。 In addition, the labels of Comparative Examples 3 to 21, which contain more than 10 parts by mass of the tackifying resin with respect to 100 parts by mass of the polymer component of the adhesive layer, are equipped with a heat-sensitive adhesive layer and an adhesive layer, and the sticking suitability is Although it was good, it was poor in dry-cleaning resistance.
一方の、感熱接着剤層及び粘着剤層を備え、粘着剤層に粘着付与樹脂を含まない実施例1~5のラベルは、貼り適性及び耐ドライクリーニング性に優れていた。 On the other hand, the labels of Examples 1 to 5, which had a heat-sensitive adhesive layer and an adhesive layer and did not contain a tackifying resin in the adhesive layer, were excellent in sticking suitability and resistance to dry cleaning.
特に、実施例5のラベルは、架橋剤を含む粘着剤組成物により粘着剤層が形成されており、耐ドライクリーニング性に特に優れていた。
実施例5のラベルは、感熱接着剤層の感熱接着剤組成物が、アクリル酸に由来するカルボキシ基を有し、粘着剤層の粘着剤組成物がアクリル酸に由来するカルボキシル基を有し、それらの官能基同士が架橋点となり、架橋剤により架橋されることで、粘着剤層と感熱接着剤層との界面の密着が強固なものとなり、当該界面における剥離が防止されるなど、パークロロエチレンに対する強度が高まり、耐ドライクリーニング性が向上したものと推察される。
In particular, the label of Example 5, in which the pressure-sensitive adhesive layer was formed with the pressure-sensitive adhesive composition containing a cross-linking agent, was particularly excellent in dry-cleaning resistance.
In the label of Example 5, the heat-sensitive adhesive composition of the heat-sensitive adhesive layer has a carboxyl group derived from acrylic acid, the pressure-sensitive adhesive composition of the pressure-sensitive adhesive layer has a carboxyl group derived from acrylic acid, These functional groups become cross-linking points, and cross-linking with a cross-linking agent strengthens the adhesion of the interface between the pressure-sensitive adhesive layer and the heat-sensitive adhesive layer, preventing peeling at the interface. It is presumed that the strength against ethylene was increased and the resistance to dry cleaning was improved.
各実施形態における各構成及びそれらの組み合わせ等は一例であり、本発明の趣旨を逸脱しない範囲で、構成の付加、省略、置換、およびその他の変更が可能である。また、本発明は各実施形態によって限定されることはなく、請求項(クレーム)の範囲によってのみ限定される。 Each configuration and combination thereof in each embodiment is an example, and addition, omission, replacement, and other modifications of the configuration are possible without departing from the scope of the present invention. Moreover, the present invention is not limited by each embodiment, but is limited only by the scope of the claims.
1…クリーニング用ラベル、10…基材、20…感熱接着剤層、30…粘着剤層、40…剥離ライナー
DESCRIPTION OF
Claims (10)
前記基材の一方の面上に積層された感熱接着剤層と、
前記感熱接着剤層の、前記基材が積層された側とは反対側の面上に積層された粘着剤層と、
を備え、
前記粘着剤層は重合体成分(A)を含有し、
前記粘着剤層の前記重合体成分(A)100質量部に対する、粘着付与樹脂の含有量の割合が10質量部未満である、クリーニング用ラベル。 a substrate;
a heat-sensitive adhesive layer laminated on one side of the substrate;
a pressure-sensitive adhesive layer laminated on the surface of the heat-sensitive adhesive layer opposite to the side on which the base material is laminated;
with
The pressure-sensitive adhesive layer contains a polymer component (A),
A label for cleaning, wherein the content of the tackifying resin is less than 10 parts by mass with respect to 100 parts by mass of the polymer component (A) in the pressure-sensitive adhesive layer.
前記粘着剤層が含有する重合体成分(A)と、前記感熱接着剤層が含有する重合体成分(B)とが、架橋剤を介して架橋されている、請求項1~7のいずれか一項に記載のクリーニング用ラベル。 The heat-sensitive adhesive layer contains a polymer component (B),
8. The polymer component (A) contained in the adhesive layer and the polymer component (B) contained in the heat-sensitive adhesive layer are crosslinked via a crosslinking agent. A label for cleaning according to item 1.
前記感熱接着剤層の、前記基材が積層された側とは反対側の面上に粘着剤層を設けることを含み、
前記粘着剤層は重合体成分(A)を含有し、
前記粘着剤層の前記重合体成分100質量部に対する、粘着付与樹脂の含有量の割合が10質量部以下である、請求項1~9のいずれか一項に記載のクリーニング用ラベルの製造方法。 A heat-sensitive adhesive layer is provided on one side of the base material,
Providing a pressure-sensitive adhesive layer on the surface of the heat-sensitive adhesive layer opposite to the side on which the base material is laminated,
The pressure-sensitive adhesive layer contains a polymer component (A),
The method for producing a cleaning label according to any one of claims 1 to 9, wherein the content of the tackifying resin is 10 parts by mass or less with respect to 100 parts by mass of the polymer component of the adhesive layer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021056618A JP7755937B2 (en) | 2021-03-30 | 2021-03-30 | Cleaning label and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021056618A JP7755937B2 (en) | 2021-03-30 | 2021-03-30 | Cleaning label and method for manufacturing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022153870A true JP2022153870A (en) | 2022-10-13 |
| JP7755937B2 JP7755937B2 (en) | 2025-10-17 |
Family
ID=83557963
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021056618A Active JP7755937B2 (en) | 2021-03-30 | 2021-03-30 | Cleaning label and method for manufacturing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7755937B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023043390A (en) * | 2021-09-16 | 2023-03-29 | リンテック株式会社 | Label for cleaning, and manufacturing method of label for cleaning |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04282684A (en) * | 1991-03-12 | 1992-10-07 | Sekisui Chem Co Ltd | Adhesive label |
| JPH0661941U (en) * | 1993-02-04 | 1994-09-02 | リンテック株式会社 | Adhesive tape for cloth |
| JP2000273423A (en) * | 1999-03-23 | 2000-10-03 | Bando Chem Ind Ltd | Thermocompression marking film |
| JP2002294193A (en) * | 2001-04-02 | 2002-10-09 | Mitsubishi Chemicals Corp | Adhesive composition and adhesive label or tape |
| JP2016071313A (en) * | 2014-09-30 | 2016-05-09 | ダイニック株式会社 | Display label |
| JP2016175408A (en) * | 2015-03-20 | 2016-10-06 | 株式会社リコー | Thermoreversible recording medium, image processing apparatus using the same, and conveyor line system |
-
2021
- 2021-03-30 JP JP2021056618A patent/JP7755937B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04282684A (en) * | 1991-03-12 | 1992-10-07 | Sekisui Chem Co Ltd | Adhesive label |
| JPH0661941U (en) * | 1993-02-04 | 1994-09-02 | リンテック株式会社 | Adhesive tape for cloth |
| JP2000273423A (en) * | 1999-03-23 | 2000-10-03 | Bando Chem Ind Ltd | Thermocompression marking film |
| JP2002294193A (en) * | 2001-04-02 | 2002-10-09 | Mitsubishi Chemicals Corp | Adhesive composition and adhesive label or tape |
| JP2016071313A (en) * | 2014-09-30 | 2016-05-09 | ダイニック株式会社 | Display label |
| JP2016175408A (en) * | 2015-03-20 | 2016-10-06 | 株式会社リコー | Thermoreversible recording medium, image processing apparatus using the same, and conveyor line system |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023043390A (en) * | 2021-09-16 | 2023-03-29 | リンテック株式会社 | Label for cleaning, and manufacturing method of label for cleaning |
| JP7730278B2 (en) | 2021-09-16 | 2025-08-27 | リンテック株式会社 | Cleaning label and method for manufacturing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7755937B2 (en) | 2025-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1670102B (en) | Acrylic adhesive composition and adhesive tape | |
| JP5438404B2 (en) | Double-sided adhesive sheet | |
| US20080280518A1 (en) | Double-sided pressure-sensitive adhesive sheet | |
| JP2015165023A (en) | Adhesive composition and adhesive sheet | |
| US20130236724A1 (en) | Double-sided adhesive tape | |
| JP7290019B2 (en) | Adhesive tapes and articles | |
| WO2003020841A1 (en) | Tackified acrylic pressure sensitive adhesive | |
| JP2008255185A (en) | Film protection sheet | |
| JP2017071730A (en) | Adhesive sheet | |
| JP2003193006A (en) | Double-sided adhesive tape for recycled parts | |
| JP2022153870A (en) | Label for cleaning, and method for manufacturing label for cleaning | |
| JP5301779B2 (en) | Adhesive composition and adhesive sheet | |
| JP2000239632A (en) | Strong adhesive removable adhesive and adhesive tape | |
| JP2016183211A (en) | Polishing pad fixing adhesive and polishing pad fixing adhesive sheet | |
| JP5543056B2 (en) | Decorative sheet | |
| JP3974684B2 (en) | Heat-peelable pressure-sensitive adhesive composition, heat-peelable pressure-sensitive adhesive product and method of use | |
| JP2001240817A (en) | Removable adhesive tape | |
| JP2002053835A (en) | Glass adhesive and glass adhesive article | |
| JP7730278B2 (en) | Cleaning label and method for manufacturing the same | |
| JP3248998B2 (en) | Adhesive composition | |
| JP7642547B2 (en) | Manufacturing method of cleaning label and cleaning tag | |
| JPH09125021A (en) | Re-adhesive adhesive tape | |
| JP2000265138A (en) | Pressure sensitive adhesive composition and its adhesive sheets | |
| WO2025022655A1 (en) | Label for fabric and method of applying label for fabric | |
| JP2026061495A (en) | Fabric labels, heat-sealing materials, and fabric washing instructions |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240924 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20241125 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241209 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20250408 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250704 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250909 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20251006 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7755937 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |