JP2021098242A - クーラント穴付きカッターおよびそのカッター本体 - Google Patents
クーラント穴付きカッターおよびそのカッター本体 Download PDFInfo
- Publication number
- JP2021098242A JP2021098242A JP2019230340A JP2019230340A JP2021098242A JP 2021098242 A JP2021098242 A JP 2021098242A JP 2019230340 A JP2019230340 A JP 2019230340A JP 2019230340 A JP2019230340 A JP 2019230340A JP 2021098242 A JP2021098242 A JP 2021098242A
- Authority
- JP
- Japan
- Prior art keywords
- cutter
- coolant
- cutter body
- cutting edge
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Milling Processes (AREA)
Abstract
【課題】切屑の噛み込みを防ぐ。【解決手段】軸線O回りにカッター回転方向Tに回転させられるカッター本体1の先端部外周に形成されたチップポケット4のカッター回転方向Tを向く壁面4aの先端外周部に切刃3aが設けられ、カッター本体1には切刃3aの近傍に開口部6aを有するクーラント穴6が形成され、開口部6aに向けて延びるクーラント穴6のクーラント噴出部6cは開口部6aに向かうに従いカッター本体1の先端側およびカッター回転方向T側に向けて延びて切刃3aに対するカッター回転方向T側にクーラントを噴出する。【選択図】図1
Description
本発明は、軸線回りにカッター回転方向に回転させられるカッター本体の先端部外周にチップポケットが形成され、このチップポケットのカッター回転方向を向く壁面の先端外周部に切刃が設けられるとともに、カッター本体には、上記切刃の近傍に開口部を有するクーラント穴が形成されたクーラント穴付きカッターおよびそのカッター本体に関するものである。
このように切刃の近傍に開口部を有するクーラント穴が形成されたクーラント穴付きカッターとして、例えば特許文献1には、円柱状のストレートシャンク部と他端に切刃をもつ切刃部とを有する工具本体(カッター本体)と、この工具本体内に長手方向に延在する供給孔(クーラント穴)と、この供給孔に連通するとともに切刃部の切屑排出溝(チップポケット)に開口し、切刃に圧縮空気(クーラント)を噴出するための噴射孔(クーラント噴出部)とを有する回転切削工具(クーラント穴付きカッター)であって、噴出孔の開口方向が工具本体軸心(軸線)直交方向に対して切刃後端側の上向き方向に傾いて設けられているものが記載されている。
また、特許文献2には、一端部には工作機械の主軸に把持されるシャンク部を備え、他端部には回転工具に嵌合する取付突起部を備え且つ取付突起部には係合部を形成した内径部を備えたアーバ本体と、この係合部に係合し回転工具をアーバ本体に固定する固定部材とを備えたアーバにおいて、アーバ本体にはシャンク部の端面と内径部とを連通する流体供給穴(クーラント穴)を設け且つ内径部の長手方向に沿って内径部の壁面に少なくとも1つの溝を設けたアーバが記載されている。
そして、さらに特許文献2には、このようなアーバに固定する回転工具(クーラント穴付きカッター)において、回転工具の中央部には軸線方向に沿ってアーバ本体の取付突起部に嵌合する取付穴を有し、回転工具の先端外周部には外周面から突出する切れ刃を少なくとも1つ備え、さらに、取付穴に開口するとともに切れ刃に近接し且つ切れ刃方向に開口する流体噴射穴(クーラント噴出部)を回転工具の内部に設けた回転工具が記載されている。
さらにまた、特許文献3には、クーラントの流通穴(クーラント噴出部)とチップポケットを有する工具本体(カッター本体)の先端面に切刃が設けられた転削工具(クーラント穴付きカッター)において、流通穴は、チップポケットの切刃と向き合う対向面の先端外周部に開口された転削工具が記載されている。
ところで、縦型や横型のマシニングセンタによって被削材に切削加工を行う場合、通常は被削材をマシニングセンタのテーブルに載置して、テーブルと被削材の水平方向への移動およびカッター本体を保持した主軸の上下方向および水平方向への移動による送りと、主軸によるカッター本体の回転とにより、カッター本体の先端外周部に設けられた切刃によって切削加工を行う。
しかしながら、このように切削加工を行う場合において、被削材に形成された比較的深い凹部の底面や壁際を切削加工するときには、切削によって生成された切屑が凹部の底面や壁際に滞留してしまう。そして、このように滞留した切屑は、カッター本体の回転や送りによって切刃との間に噛み込まれてしまい、被削材の加工面粗さや加工面精度を損なったり、切刃に欠損やチッピングを発生させたりするおそれがある。
ここで、特許文献1、2に記載されたクーラント穴付きカッターは、カッター本体外周側を向くチップポケットの壁面からクーラントを切刃に向けて軸線に対する径方向外周側に噴出するものであり、切刃によって生成されたばかりの切屑は除去されるものの、被削材の凹部の底面や壁面に滞留した切屑は除去することが難しい。
特に、凹部の壁際を切削加工する際に、クーラント噴出部の開口部が壁際を向いていない状態では、切屑をクーラントによって吹き飛ばして除去することができるが、クーラント噴出部の開口部が壁際を向いている状態では、開口部から噴出したクーラントが行き場を無くしてしまい、切屑の噛み込みを防ぐことができない。また、凹部の壁面同士が凹状に交差する隅角部を切削加工する場合には、この隅角部に切屑が集まってしまうため、やはり噛み込みを防ぐことができない。
また、特許文献3に記載されたクーラント穴付きカッターは、チップポケットの切刃と向き合う対向面の先端外周部に開口されたクーラント噴出部の開口部から噴出したクーラントを、被削材の壁面に当てて跳ね返らせることにより切屑をチップポケットに沿って排出して除去するものであるが、凹部の深さが深い場合には切屑をチップポケットに沿って排出しきれず、カッター本体の回転によってチップポケットが被削材の壁面から離れたところで、切屑が凹部に舞い落ちて滞留することになる。
本発明は、このような背景の下になされたもので、被削材に形成された凹部の底面や壁際を切削する際に切屑が滞留していても、切刃に噛み込まれるのを防ぐことが可能なクーラント穴付きカッター、およびこのようなクーラント穴付きカッターのカッター本体を提供することを目的としている。
上記課題を解決して、このような目的を達成するために、本発明のクーラント穴付きカッターは、軸線回りにカッター回転方向に回転させられるカッター本体の先端部外周にチップポケットが形成され、このチップポケットの上記カッター回転方向を向く壁面の先端外周部に切刃が設けられるとともに、上記カッター本体には、上記切刃の近傍に開口部を有するクーラント穴が形成されたクーラント穴付きカッターであって、上記開口部に向けて延びる上記クーラント穴のクーラント噴出部は、上記開口部に向かうに従い上記カッター本体の先端側および上記カッター回転方向側に向けて延びて、上記切刃に対する上記カッター回転方向側にクーラントを噴出することを特徴とするものである。
また、本発明のクーラント穴付きカッターのカッター本体は、このようなクーラント穴付きカッターにおける軸線回りにカッター回転方向に回転させられるカッター本体であって、上記カッター回転方向を向く壁面の先端外周部に切刃が設けられるチップポケットが先端部外周に形成されるとともに、上記切刃の近傍に開口部を有するクーラント穴が形成され、上記開口部に向けて延びる上記クーラント穴のクーラント噴出部は、上記開口部に向かうに従い上記カッター本体の先端側および上記カッター回転方向側に向けて延びて、上記切刃に対する上記カッター回転方向側にクーラントを噴出することを特徴とするものである。
このように構成されたクーラント穴付きカッターおよびそのカッター本体では、クーラント孔のクーラント噴出部が、特許文献1、2に記載されたクーラント穴付きカッターのように軸線に対する径方向外周側に向けて延びたり、特許文献3に記載されたクーラント穴付きカッターのようにチップポケットの切刃と向き合う対向面に向けて延びたりするのではなく、開口部に向かうに従いカッター本体の先端側およびカッター回転方向側に向けて延びて開口部に開口している。
このため、被削材に形成された凹部の底面や壁際を切削する際に、凹部の底面に滞留した切屑は、上記開口部から噴出したクーラントにより、カッター回転方向とカッター本体の送り方向に吹き飛ばされて、凹部の底面に沿って切刃に対する回転方向側と送り方向側から除去される。また、凹部の壁際に滞留した切屑や壁面同士の凹状の隅角部に滞留した切屑も、これらの壁際や隅角部に沿って吹き飛ばされて切刃に対するカッター回転方向側と送り方向側から除去される。
従って、上記構成のクーラント穴付きカッターおよびそのカッター本体によれば、このように除去されることにより、滞留した切屑が切刃との間に噛み込まれるのを防ぐことができる。このため、切屑の噛み込みによって被削材の加工面粗さや加工面精度を損なれるのを防ぐことができ、加工品位の向上を図ることができるとともに、切刃に欠損やチッピングが発生するのも防止することができ、長期に渡って安定した切削加工を行うことが可能となる。
ここで、上記クーラント穴の開口部を、上記チップポケットのカッター回転方向を向く上記壁面において、上記切刃よりも上記カッター本体の後端側かつ上記カッター本体における上記切刃の内周側の端部よりも上記カッター本体の外周側に位置させることにより、クーラントを切刃により近い位置から噴出させることができるので、切刃に対するカッター回転方向側とカッター本体の送り方向側から効率的に切屑を除去することができる。
なお、上記クーラント噴出部からの上記クーラントの噴出方向は、上記軸線方向から見て該開口部の中心点を通る上記軸線を中心とした円の該中心点から上記カッター回転方向に延びる接線に対して、上記中心点を中心に上記カッター本体の内周側に30°までの範囲の角度から上記カッター本体の外周側に45°までの範囲の角度で延びていることが望ましい。
この角度が、カッター本体の内周側に30°までの範囲の角度よりも大きいと、クーラントがチップポケットのカッター本体の外周側を向く壁面に噴出してしまい、切屑を除去することが困難となるおそれがある。また、この角度がカッター本体の外周側に45°までの角度の範囲よりも大きいと、凹部の壁際を切削加工する際に噴出したクーラントが凹部の壁面に当たってチップポケット内に戻ってしまい、これに伴って滞留した切屑が切刃のカッター回転方向側に吹き飛ばされるおそれがある。
さらに、同じく上記クーラント噴出部からの上記クーラントの噴出方向は、上記開口部の中心点を通り上記軸線に垂直な方向に上記カッター本体の外周側から見たときには、上記軸線に対して5°〜85°の範囲内の角度で上記カッター本体の先端側および上記カッター回転方向側に向けて延びていることが望ましい。
この角度が5°を下回ると、クーラントがカッター本体の軸線と平行に近い角度で噴出されることになり、カッター本体の送り速度や回転速度によっては切屑が除去される前に切刃が滞留した切屑を噛み込んでしまうおそれがある。また、この角度が85°よりも大きいと、凹部の底面に滞留した切屑にクーラントが届かずに効果的な切屑除去を図ることができなくなるおそれがある。
なお、クーラント噴出部が直線状に延びている場合には、このクーラント噴出部からの上記クーラントの噴出方向は、上記開口部の中心点を通り、このクーラント噴出部がなす直線のカッター回転方向への延長線の方向となる。また、後述するようにクーラント噴出部が湾曲した曲線状に形成されている場合には、このクーラント噴出部からの上記クーラントの噴出方向は、湾曲したクーラント噴出部に垂直な断面の中心を繋いだ曲線の開口部の中心点を通る接線のカッター回転方向への延長線の方向となる。
以上説明したように、本発明によれば、被削材に形成された凹部の底面や壁際を切削する際に切屑が滞留していても、このような切屑が切刃に噛み込まれるのを防ぐことができるので、噛み込まれた切屑によって被削材の加工面が傷付けられて加工面粗さや加工面精度が損なわれるのを防ぐことができ、加工品位の向上を図ることができるとともに、切刃に欠損やチッピングが生じるのも防止して、長期に渡って安定した切削加工を行うことが可能となる。
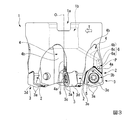
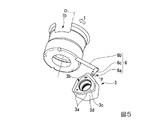
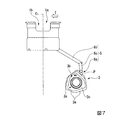
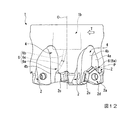
図1〜図4は、本発明のクーラント穴付きカッターの一実施形態を示すものであり、図5〜図8は、この実施形態における嵌合孔と1つのクーラント孔および切削インサートを示す透視図である。また、図9〜図12は、図1〜図4に示したクーラント穴付きカッターの一実施形態のカッター本体である本発明のカッター本体の一実施形態を示すものであり、図13〜図17は、この実施形態のカッター本体における嵌合孔と1つのクーラント孔および切削インサートを示す透視図である(ただし、図17では、嵌合孔は図示が略されている。)。
本実施形態において、カッター本体1は、鋼材等の金属材料によって軸線Oを中心とした円筒状に一体に成形されている。ここで、本実施形態のクーラント穴付きカッターは、カッター本体1の先端部(図3および図4、図11および図12において下側部分)の外周に形成されたインサート取付座2に、切刃3aが形成された切削インサート3が着脱可能に取り付けられる刃先交換式のカッターである。
このようなクーラント穴付きカッターは、カッター本体1の後端部(図3および図4、図11および図12において上側部分)が図示されないアーバーに取り付けられ、このアーバーを介して工作機械の主軸に取り付けられて軸線O回りにカッター回転方向Tに回転されつつ軸線Oに交差する方向に送り出され、切削インサート3の上記切刃3aにより被削材に切削加工を行う。
このカッター本体1の後端部には、上記アーバーの先端部に形成されたキーが嵌め入れられるキー溝1aが軸線Oに対する直径方向に延びるように形成されている。また、カッター本体1の内周部の後端側は、アーバーの先端部の中央に形成された円柱状の凸部が嵌め入れられる嵌合孔1bとされている。
さらに、この嵌合孔1bの軸線O方向の中央部は両端部よりも僅かに内径が小径とされた軸線Oを中心とする円筒面状に形成されており、この円筒面にアーバーの上記凸部が嵌め入れ可能とされている。また、このアーバーの凸部の先端面中央にはネジ孔が形成される。さらに、アーバーのキーをキー溝1aに嵌め入れるとともに、凸部を嵌合孔1bに嵌め入れてアーバーの先端部にカッター本体1を取り付けた状態で、アーバーの凸部の先端面と嵌合孔1bの軸線O方向後端側を向く底面との間には間隔があけられる。
さらにまた、カッター本体1の先端部外周には、上記軸線O方向に延びる凹溝状のチップポケット4が周方向に間隔をあけて複数(本実施形態では等間隔に5つ)形成されている。そして、上記インサート取付座2は、これらのチップポケット4のカッター回転方向Tを向く壁面4aの先端部に、カッター回転方向Tとは反対側に凹む凹状に形成されている。
これらのインサート取付座2に取り付けられる切削インサート3は、超硬合金等のカッター本体1よりも高硬度な金属材料により、本実施形態では概略偏六角形状に形成されており、表裏の偏六角形面の各辺稜部に上記切刃3aが形成されている。また、切削インサート3のこれら表裏の偏六角形面の中央部には、切削インサート3を貫通する取付孔3bが開口している。
このような切削インサート3は、一方の偏六角形面をすくい面3cとしてカッター回転方向Tに向けるとともに、他方の偏六角形面を着座面としてインサート取付座2のカッター回転方向Tを向く底面2aに密着させ、カッター本体1の先端側を向く側面と内周側を向く側面とをインサート取付座2の先端側を向く壁面2bと外周側を向く壁面2cに当接させてインサート取付座2に着座させられる。切削インサート3の各切刃3aに連なる側面は、これらの切刃3aの逃げ面3dとされる。
また、インサート取付座2の底面2aにはネジ孔2dが形成されており、上記取付孔3bに挿通された取付ネジ5がこのネジ孔2dにねじ込まれることによって切削インサート3はインサート取付座2に固定されて着脱可能に取り付けられる。こうしてインサート取付座2に取り付けられた切削インサート3は、カッター本体1の先端側に向けられた切刃3aが専ら切削に使用される。
さらに、インサート取付座2の底面2aは、図12に示すようにカッター本体1の後端側に向かうに従いカッター回転方向Tに向かうように僅かに傾斜しており、これにより切削に使用される上記切刃3aには負のすくい角が与えられる。また、この切削に使用される切刃3aは、図3に示すようにカッター本体1の外周側に向かうに従い僅かに後端側に向かうように傾斜している。
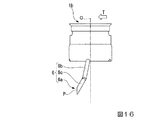
このようなカッター本体1において、本実施形態では上記チップポケット4およびインサート取付座2と同数のクーラント穴6が形成されている。これらのクーラント穴6は、切削インサート3の上記切刃3aの近傍に開口部6aを有しており、カッター本体1の内周部後端側の上記嵌合孔1bの軸線O方向後端側を向く底面と内周面との交差稜線部から分岐して、周方向に隣接するチップポケット4の間をカッター本体1の外周側に向かうに従い先端側に向かうように延びる分岐部6bと、この分岐部6bに接続されて上記開口部6aに向けて延びるクーラント噴出部6cとを備えている。
そして、このクーラント噴出部6cは、開口部6aに向かうに従いカッター本体1の先端側およびカッター回転方向T側に向けて延びていて、開口部6aから切刃3aに対するカッター回転方向T側にクーラントを噴出する。ここで、本実施形態では、この開口部6aは、チップポケット4のカッター回転方向Tを向く上記壁面4aにおいて、インサート取付座2の上記壁面2bとの交差稜線部に開口しており、すなわち上記切刃3aよりもカッター本体1の後端側かつカッター本体1における切刃3aの内周側の端部3eよりもカッター本体1の外周側に位置している。
また、クーラント穴6の上記分岐部6bとクーラント噴出部6cとはそれぞれ直線状に延びるように形成されており、これら分岐部6bとクーラント噴出部6cとがなす直線に垂直な断面において該分岐部6bとクーラント噴出部6cとは円形に形成されている。さらに、これら分岐部6bとクーラント噴出部6cとがなす円の直径は略等しくなるように形成されている。
このうちクーラント噴出部6cは、このクーラント噴出部6cからのクーラントの噴出方向Lが、軸線O方向先端側から見て図14に示すように、開口部6aの中心点Pを通る軸線Oを中心とした円Cの該中心点Pからカッター回転方向Tに延びる接線Qに対して、上記中心点Pを中心にカッター本体1の内周側に30°までの範囲αの角度からカッター本体1の外周側に45°までの範囲βの角度で延びている。
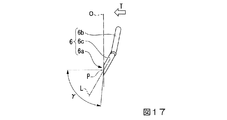
また、このクーラント噴出部6cは、同じくこのクーラント噴出部6cからのクーラントの噴出方向Lが、上記開口部6aの中心点Pを通り軸線Oに垂直な方向にカッター本体Tの外周側から見たときに、図17に示すように軸線Oに対して5°〜85°の範囲γ内の角度でカッター本体1の先端側およびカッター回転方向Tに向けて延びている。ここで、このクーラントの噴出方向Lは、例えばクーラント噴出部6cに垂直な断面の中心を繋いだ線の上記開口部6aの中心点Pを通る接線の上記カッター回転方向Tへの延長線の方向とされ、本実施形態では、クーラント噴出部6cは直線状に延びているので、開口部6aの中心点Pを通りクーラント噴出部6cがなす直線に沿った直線となる。
このようなクーラント穴6を形成するには、例えばカッター本体1の外周面と嵌合孔1bとの間に分岐部6bなる貫通孔を形成するとともに、この貫通孔に接続されるようにチップポケット4のカッター回転方向Tを向く壁面4aからクーラント噴出部6cを形成した後、このクーラント噴出部6cとの接続部よりも外周側の貫通孔の開口部をパテやイモネジ、埋め栓等で封止すればよい。
また、3Dプリンターを用いてカッター本体1の原料金属の粉末材料を溶融させながら積層させる積層加工により、クーラント穴6を含めたカッター本体1の原型を形成した後に、ネジ孔2dを含めたインサート取付座2等を機械加工によって形成することによって製造することもできる。
このように構成されたカッター本体1は、後端部のキー溝1aをアーバーのキーに嵌め入れるとともに嵌合孔1bをアーバー先端部の上記凸部に嵌め入れ、カッター本体1の先端部から内周部に挿入したクランプボルトをアーバーの凸部の先端面中央に形成されたネジ孔にねじ込むことにより、クランプボルトの頭部がカッター本体1を押圧してアーバーの先端部に取り付けられる。
また、こうして取り付けられた状態で、アーバーの凸部の先端面と嵌合孔1bの軸線O方向後端側を向く底面との間には間隔があけられ、この間隔部分にアーバーを介して工作機械から供給されたクーラントが、クーラント穴6の分岐部6b、クーラント噴出部6cを通って開口部6aから噴出させられる。なお、このクーラントは、圧縮空気のような気体でもよく、また切削油剤のような液体でもよい。
そして、上述のように構成されたクーラント穴付きカッターおよびそのカッター本体1においては、クーラント穴6のクーラント噴出部6cが、分岐部6bから開口部6aに向かうに従い、カッター本体1の先端側およびカッター回転方向T側に向けて延びて開口部6aに開口している。
このため、被削材に形成された凹部の底面や壁際を切削する際に、凹部の底面に滞留した切屑は、上記開口部6aから噴出したクーラントにより、カッター回転方向Tとカッター本体1の送り方向とに吹き飛ばされて、凹部の底面に沿って切刃3aに対するカッター回転方向T側と送り方向側から除去される。また、凹部の壁際に滞留した切屑や壁面同士が交差する凹状の隅角部に滞留した切屑も、これらの壁際や隅角部に沿って吹き飛ばされて、切刃3aに対するカッター回転方向T側とカッター本体1の送り方向側から除去される。
従って、上記構成のクーラント穴付きカッターおよびそのカッター本体1によれば、このように滞留した切屑が吹き飛ばされて除去されることにより、切刃との間に噛み込まれるのを防ぐことができる。このため、切屑の噛み込みにより、被削材の加工面粗さや加工面精度を損なれるのを防止することができて、加工品位の向上を図ることができるとともに、切刃3aに欠損やチッピングが発生するのを防いで長期に渡って安定した切削加工を行うことが可能となる。
また、本実施形態では、クーラント穴6の開口部6aが、チップポケット4のカッター回転方向Tを向く壁面4aにおいて、インサート取付座2のカッター本体1先端側を向く壁面2bとの交差稜線部に開口しており、すなわち上記切刃3aよりもカッター本体1の後端側かつカッター本体1における切刃3aの内周側の端部3eよりもカッター本体1の外周側に位置している。このため、クーラントを切刃3aにより近い位置にから噴出させることができるので、切刃3aに対するカッター回転方向T側とカッター本体1の送り方向側から効率的に切屑を除去することができる。
特に、本実施形態では、このようにクーラント穴6の開口部6aがチップポケット4のカッター回転方向Tを向く壁面4aに開口していて、切削インサート3の着座面とされる偏六角形面よりもカッター回転方向T側に開口しており、さらに専ら切削に使用される切刃3aに負のすくい角が与えられていることも相俟って、この専ら切削に使用される切刃3aの逃げ面3dよりもカッター回転方向Tに開口している。
このため、本実施形態によれば、切削インサート3の着座面とされる偏六角形面や逃げ面3dとされる側面に妨げられることなく、クーラントを切刃3aに対してカッター回転方向T側に噴出することができる。このため、一層確実に滞留した切屑の除去を図って切刃3aへの噛み込みを防止することができる。
さらに、本実施形態では、クーラント噴出部6cが直線状に延びており、このクーラント噴出部6cからのクーラントの噴出方向Lが、クーラント穴6の開口部6aの中心点Pを通る軸線Oを中心とした円Cの中心点Pからカッター回転方向T側に延びる接線Qに対して、上記中心点Pを中心にカッター本体1の内周側に30°までの範囲α内とカッター本体1の外周側に45°までの範囲β内の角度をなすように延びている。
このため、本実施形態によれば、滞留した切屑を確実に切刃3aのカッター回転方向T側とカッター本体1の送り方向側から除去することができる。すなわち、この角度がカッター本体1の内周側に30°までの角度の範囲αよりも大きいと、クーラントがカッター本体1の外周側を向くチップポケット4の壁面4bに噴出してしまい、切屑を除去することが困難となるおそれがある。
その一方で、この角度がカッター本体1の外周側に45°までの角度の範囲βよりも大きいと、凹部の壁際を切削加工する際に噴出したクーラントが凹部の壁面に当たってチップポケット4内に戻ってしまい、これに伴われて滞留した切屑が切刃3aのカッター回転方向T側に吹き飛ばされるおそれがある。
また、本実施形態では、同じく直線状に延びるクーラント噴出部6cからのクーラントの噴出方向Lは、クーラント穴6の開口部6aの中心点Pを通り軸線Oに垂直な方向にカッター本体1の外周側から見たときに、軸線Oに対して5°〜85°の範囲γ内の角度でカッター本体1の先端側およびカッター回転方向Tに向けて延びている。このため、やはり確実な切屑の除去を図って切刃3aへの噛み込みを防ぐことができる。
すなわち、この角度が5°を下回ると、クーラントがカッター本体1の軸線Oと平行に近い角度で噴出されることになり、カッター本体1の送り速度や回転速度によっては切屑が除去される前に切刃が滞留した切屑が切刃3aに噛み込まれてしまうおそれがある。また、この角度が85°よりも大きいと、凹部の底面に滞留した切屑にクーラントが届かずに効果的な切屑除去を図ることができなくなるおそれがある。
なお、確実に滞留する切屑を除去して切刃3aへの噛み込みを防ぐには、少なくともカッター本体1の外周側から見たときのクーラントの噴出方向L(クーラント噴出部6cに垂直な断面の中心を繋いだ線のカッター回転方向Tへの延長線の方向)は、チップポケット4のカッター回転方向Tとは反対側を向く壁面には達しないように設定されるのが望ましい。
また、本実施形態では、クーラント噴出部6cが直線状に延びており、従ってこのクーラント噴出部6cからのクーラントの噴出方向Lは、軸線O方向先端側から見たときも、カッター本体1の外周側から見たときも、図14や図17に示したように、いずれも上記開口部6aの中心点Pを通り、このクーラント噴出部6cがなす直線に沿ったカッター回転方向への延長線の方向とされる。
ところが、上述したように3Dプリンターによる積層加工によってカッター本体1を形成するような場合には、クーラント噴出部6cを湾曲する曲線状に形成することも可能である。そこで、このような場合には、クーラント噴出部6cからのクーラントの噴出方向Lは、湾曲したクーラント噴出部6cに垂直な断面の中心を繋いだ曲線の開口部6aの中心点Pを通る接線のカッター回転方向T側およびカッター本体1の先端側への延長線の方向とすればよい。
また、本実施形態では、上述のようにチップポケット4のカッター回転方向Tを向く壁面4aにクーラント穴6が開口部6aを有しており、この開口部6aに向けてクーラント噴出部6cが延びているが、特に本実施形態のようにインサート取付座2の底面2aがカッター本体1の後端側に向かうに従いカッター回転方向Tに向かうように僅かに傾斜していて、切刃3aには負のすくい角が与えられる場合には、例えばインサート取付座2の底面2aやネジ孔2dの孔底に開口部6aを形成するとともに、この開口部6aに連通する貫通孔を切削インサート3や取付ネジ5に形成して、この貫通孔を通してクーラント噴出部6cから供給されたクーラントを噴出するようにしてもよい。
さらにまた、本実施形態では、本発明を刃先交換式のカッターのカッタークランプ機構に適用した場合について説明したが、例えば切刃が形成された切削インサートをろう付けによってカッター本体に接合したろう付け式のカッターや、場合によってはカッター本体に直接切刃が研ぎ付けられたソリッド式のカッターに本発明を適用することも勿論可能である。
1 カッター本体
2 インサート取付座
3 切削インサート
3a 切刃
3e カッター本体1における切刃3aの内周側の端部
4 チップポケット
4a チップポケット4のカッター回転方向Tを向く壁面
4b チップポケット4のカッター本体1外周側を向く壁面
6 クーラント穴
6a 開口部
6b 分岐部
6c クーラント噴出部
O カッター本体1の軸線
T カッター回転方向
P 開口部6aの中心点
L クーラント噴出部6cからのクーラントの噴出方向
C 軸線O方向から見て開口部6aの中心点Pを通る軸線Oを中心とした円
Q 軸線O方向から見て円Cの開口部6aの中心点Pからカッター回転方向Tに延びる接線
2 インサート取付座
3 切削インサート
3a 切刃
3e カッター本体1における切刃3aの内周側の端部
4 チップポケット
4a チップポケット4のカッター回転方向Tを向く壁面
4b チップポケット4のカッター本体1外周側を向く壁面
6 クーラント穴
6a 開口部
6b 分岐部
6c クーラント噴出部
O カッター本体1の軸線
T カッター回転方向
P 開口部6aの中心点
L クーラント噴出部6cからのクーラントの噴出方向
C 軸線O方向から見て開口部6aの中心点Pを通る軸線Oを中心とした円
Q 軸線O方向から見て円Cの開口部6aの中心点Pからカッター回転方向Tに延びる接線
Claims (5)
- 軸線回りにカッター回転方向に回転させられるカッター本体の先端部外周にチップポケットが形成され、このチップポケットの上記カッター回転方向を向く壁面の先端外周部に切刃が設けられるとともに、上記カッター本体には、上記切刃の近傍に開口部を有するクーラント穴が形成されたクーラント穴付きカッターであって、
上記開口部に向けて延びる上記クーラント穴のクーラント噴出部は、上記開口部に向かうに従い上記カッター本体の先端側および上記カッター回転方向側に向けて延びて、上記切刃に対する上記カッター回転方向側にクーラントを噴出することを特徴とするクーラント穴付きカッター。 - 上記クーラント穴の開口部は、上記チップポケットのカッター回転方向を向く上記壁面において、上記切刃よりも上記カッター本体の後端側かつ上記カッター本体における上記切刃の内周側の端部よりも上記カッター本体の外周側に位置していることを特徴とする請求項1に記載のクーラント穴付きカッター。
- 上記クーラント噴出部からの上記クーラントの噴出方向は、上記軸線方向から見て該開口部の中心点を通る上記軸線を中心とした円の該中心点から上記カッター回転方向に延びる接線に対して、上記中心点を中心に上記カッター本体の内周側に30°までの範囲の角度から上記カッター本体の外周側に45°までの範囲の角度で延びていることを特徴とする請求項1または請求項2に記載のクーラント穴付きカッター。
- 上記クーラント噴出部からの上記クーラントの噴出方向は、上記開口部の中心点を通り上記軸線に垂直な方向に上記カッター本体の外周側から見たときに、上記軸線に対して5°〜85°の範囲内の角度で上記カッター本体の先端側および上記カッター回転方向側に向けて延びていることを特徴とする請求項1から請求項3のうちいずれか一項に記載のクーラント穴付きカッター。
- 請求項1から請求項4のうちいずれか一項に記載のクーラント穴付きカッターにおける軸線回りにカッター回転方向に回転させられるカッター本体であって、
上記カッター回転方向を向く壁面の先端外周部に切刃が設けられるチップポケットが先端部外周に形成されるとともに、上記切刃の近傍に開口部を有するクーラント穴が形成され、
上記開口部に向けて延びる上記クーラント穴のクーラント噴出部は、上記開口部に向かうに従い上記カッター本体の先端側および上記カッター回転方向側に向けて延びて、上記切刃に対する上記カッター回転方向側にクーラントを噴出することを特徴とするクーラント穴付きカッターのカッター本体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019230340A JP2021098242A (ja) | 2019-12-20 | 2019-12-20 | クーラント穴付きカッターおよびそのカッター本体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019230340A JP2021098242A (ja) | 2019-12-20 | 2019-12-20 | クーラント穴付きカッターおよびそのカッター本体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2021098242A true JP2021098242A (ja) | 2021-07-01 |
Family
ID=76540570
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019230340A Pending JP2021098242A (ja) | 2019-12-20 | 2019-12-20 | クーラント穴付きカッターおよびそのカッター本体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2021098242A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024195286A1 (ja) * | 2023-03-20 | 2024-09-26 | 京セラ株式会社 | ホルダ、切削工具及び切削加工物の製造方法 |
-
2019
- 2019-12-20 JP JP2019230340A patent/JP2021098242A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024195286A1 (ja) * | 2023-03-20 | 2024-09-26 | 京セラ株式会社 | ホルダ、切削工具及び切削加工物の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5491505B2 (ja) | フライスおよびそのための切削チップ | |
| CN101778686B (zh) | 可调节可转位的钻头 | |
| US8506212B2 (en) | Adjustable indexable drill | |
| US20190030613A1 (en) | Cutting tool | |
| WO2010114094A1 (ja) | 切削用インサートおよび刃先交換式切削工具 | |
| KR20170103795A (ko) | 툴 홀더 | |
| CN109641293B (zh) | 切削刀片及可转位刀片式旋转切削工具 | |
| WO1995025612A1 (en) | Cutting tool and shank | |
| KR20110003311A (ko) | 플런지 가공용 커터의 공구 본체, 플런지 가공용 커터, 및 플런지 가공 방법 | |
| JP2010094748A (ja) | 切削工具 | |
| JP2014030888A (ja) | 切削工具 | |
| JP5061775B2 (ja) | 切削工具 | |
| JP5515958B2 (ja) | 切削工具のクーラント供給孔構造 | |
| WO2021200400A1 (ja) | 刃先交換式切削工具および工具本体 | |
| JP2017080864A (ja) | 刃先交換式リーマおよびリーマ用インサート | |
| EP2764938A1 (en) | Device for chip removing machining | |
| JP2021098242A (ja) | クーラント穴付きカッターおよびそのカッター本体 | |
| JP2006281433A (ja) | インサート及び切削工具 | |
| JP7494466B2 (ja) | クーラント孔付きスロッティングカッターの取付部材 | |
| JP2006150535A (ja) | 切削工具 | |
| JP2008023632A (ja) | 切削工具及びインサート | |
| JP2001150219A (ja) | スローアウェイ回転切削工具 | |
| JP2001025914A (ja) | スローアウェイ式カッタ | |
| JP2009291858A (ja) | 穴加工工具 | |
| US5725337A (en) | Self centering spade drill |