JP2017106672A - 放熱装置、および、放熱装置の製造方法 - Google Patents
放熱装置、および、放熱装置の製造方法 Download PDFInfo
- Publication number
- JP2017106672A JP2017106672A JP2015241014A JP2015241014A JP2017106672A JP 2017106672 A JP2017106672 A JP 2017106672A JP 2015241014 A JP2015241014 A JP 2015241014A JP 2015241014 A JP2015241014 A JP 2015241014A JP 2017106672 A JP2017106672 A JP 2017106672A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- heat medium
- heat
- space
- heat dissipation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



















Landscapes
- Cooling Or The Like Of Electrical Apparatus (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
【課題】部品点数が少なく、煩雑な作業が不要で、製造コストも低減でき、内部に導入した熱媒体が漏洩するおそれがなく、極薄の放熱装置を簡単に製造することができ、放熱効果に優れた放熱装置を提供する。
【解決手段】第1の板状部材12の熱媒体流通空間側12aに立設するように形成した立設柱状部18と、第1の板状部材12と第2の板状部材14とを重ね合わせて密封・接合するための密封接合部12b、14bとを備え、第1の板状部材12と第2の板状部材14とを重ね合わせて、密封接合部12b、14bで接合することにより、立設柱状部18の先端18aと空間形成用凹部20の内壁20aとが当接して、熱媒体流通空間16内に熱媒体流路22が形成されている。
【選択図】図1
【解決手段】第1の板状部材12の熱媒体流通空間側12aに立設するように形成した立設柱状部18と、第1の板状部材12と第2の板状部材14とを重ね合わせて密封・接合するための密封接合部12b、14bとを備え、第1の板状部材12と第2の板状部材14とを重ね合わせて、密封接合部12b、14bで接合することにより、立設柱状部18の先端18aと空間形成用凹部20の内壁20aとが当接して、熱媒体流通空間16内に熱媒体流路22が形成されている。
【選択図】図1
Description
本発明は、例えば、スマートフォン、タブレットPCなどの薄型電子機器、バッテリー、インバーター、モーター、LEDなどの各種機器において生じる熱を放熱するために、これらの各種機器に用いられるベーパーチャンバーからなる放熱装置(以下、単に、「放熱装置」と言う)および、放熱装置の製造方法に関する。
従来、このような放熱装置は、熱伝導率の高い銅、アルミニウムなどの金属を押し出し加工したり、ろう付けすることによって、複数の熱媒体空間からなる熱媒体流路を形成し、この熱媒体空間内に、例えば、水、アセトン、アルコールなどの熱媒体を封入することによって作製されている。
しかしながら、銅の場合には、亜鉛溶接によってろう付けするため、ろう材が銅亜鉛合金であるので、熱伝導率が低下するため、放熱効果が低下することになる。このため、全てアルミニウムで作製した放熱装置が最近では使用されている。
例えば、電気自動車などのバッテリーでは、充電の際などにおいて発熱することになるので、バッテリーの寿命が低下したり、走行距離が低下することになる。このため、このような放熱装置をバッテリーの側部に配置することが行われている。
また、インバーターなどの直流−交流変換器においても、インバーターが発熱により効率が低下するために、インバーターのヒートシンクとして、このような放熱装置を配置することが行われている。
さらに、モーターにおいても、回転スピードが上がるにつれて、モーターが発熱することになり、モーターの寿命が低下することになる。このため、このような放熱装置をモーターの側部に配置することが行われている。
また、ノートパソコン、スマートフォン、タブレットPCなどの携帯電子機器においても、バッテリー、CPU、ハードディスクが発熱する。これにより、携帯電子機器の処理能力が低下するなどの問題がある。このため、このような放熱装置をバッテリーなどの側部に配置することが考えられる。
さらに、例えば、工場の天井、街灯などにおいて、昨今では、省エネを考慮して、LEDが使用され始めている。この場合、使用するLEDは、大型施設を照明するために、例えば、200〜300WのハイパワーのLEDが使用され、発熱量が大きくなるため、このような放熱装置をLEDに配置することが行われている。
しかしながら、従来、このようなハイパワーのLEDを冷却するための放熱装置では、放熱装置の本体に、放射状の放熱用フィンを備えた構造のものが使用され、そのため、放熱装置が大型化してに、設置スペースが必要であるとともに、その重量が重くなり、天井などの構造として、堅固なものが必要になり、建設コストも高くなる。
このように、前述で説明したような各種機器において求められる放熱装置は、軽量で、コンパクトで、薄型のものが望まれている。
このような従来の放熱装置として、例えば、特許文献1(実用新案登録第3176281号公報)に開示されているような放熱装置が提案されている。
図18は、特許文献1の放熱装置100の分解斜視図である。図18に示したように、特許文献1の放熱装置100は、例えば、押し出し成形によって作製した、隔壁102より区画された縦長の複数のチャンバー104が形成された放熱部材本体106を備えている。
そして、この放熱部材本体106の一方の端部106aに、トップカバー108が装着され、放熱部材本体106の他方の端部106bに、ボトムカバー110が装着されている。
また、トップカバー108には、放熱部材本体106の一方の端部106aが嵌合するとともに、複数のチャンバー104を相互に連通するための流路を形成するための嵌合凹部108aが形成されている。
このボトムカバー110には、放熱部材本体106の他方の端部106bが嵌合する嵌合凹部110aが形成されている。
そして、トップカバー108には、熱媒体を導入するための管状部材112が装着され、流路を形成するための嵌合凹部108aを介して、放熱部材本体106の複数のチャンバー104と連通されるように構成されている。
また、特許文献2(実用新案登録第3165314号公報)、特許文献3(特開2004−11936号公報)、特許文献4(特開2001−66079号公報)ではいずれも、複数の積層された板形状の放熱部材本体から構成される放熱装置が開示されている。
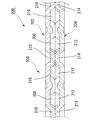
図19は、特許文献2〜特許文献4のうち、特許文献2を例として、これらの特許文献2〜特許文献4に開示されている放熱装置200の概略を示す分解斜視図、図20は、図19の放熱装置200の部分拡大断面図である。
なお、説明の便宜上、図19、図20では、上下一対の2枚の上側放熱板部材202と、下側放熱板部材204とから構成される板形状の放熱部材本体206を示しているが、この放熱部材本体206を複数積層することによって、放熱装置200を構成している。
図19、図20に示したように、従来の放熱装置200は、上下一対の2枚の上側放熱板部材202と、下側放熱板部材204とから構成されている。
上側放熱板部材202には、流路形成用凹部208が形成されており、この流路形成用凹部208内には、複数の突設部210が、一定間隔で配置されるように突設されている。
これと対応するように、下側放熱板部材204には、上側放熱板部材202の流路形成用凹部208に対応する流路形成用凹部212が形成されている。そして、この流路形成用凹部212内には、上側放熱板部材202の突設部210に対応する位置に、複数の突設部214が、一定間隔で配置されるように突設されている。
そして、図20の拡大図に示したように、これらの上側放熱板部材202と下側放熱板部材204とを、上側放熱板部材202の突設部210と、下側放熱板部材204の突設部214とが当接するように位置合わせをして接合することによって、内部に複数の熱媒体流路216が形成された放熱部材本体206を構成している。
そして、図示しないが、この放熱部材本体206を複数積層することによって、放熱装置200が構成されている。
さらに、特許文献5(特開2004−006563号公報)には、一方の板状部材に熱媒体流路を形成する溝を形成し、他方の板状部材を対向して接合することによって、溝により形成された熱媒体流路に熱媒体を流通させる構造を備えた放熱装置が開示されている。
また、特許文献6(特開2009−283648号公報)には、平面視で櫛状の板状部材にヒートパイプ収容用の凹部を形成し、この凹部にヒートパイプを収容して、他方の板状部材を接合することにより、ヒートパイプを挟持する構造を有する放熱装置が開示されている。
さらに、特許文献7(特開2000−031680号公報)には、第1の金属板と第2の金属板との2枚の金属合わせ板で形成され、「日の字」状などの所要のパターンの圧着部と非圧着部とを有している。
そして、第2の金属板が台形状に膨らんでおり、この台形状空洞部の略中央部分に、メッシュや編組線などからなる扁平ウイックが設置され、扁平ウイックが第1の金属板と第2の金属板とに挟まれ固定され、この台形状空洞部に作動液を封入する構造を備えた放熱装置が開示されている。
そして、第2の金属板が台形状に膨らんでおり、この台形状空洞部の略中央部分に、メッシュや編組線などからなる扁平ウイックが設置され、扁平ウイックが第1の金属板と第2の金属板とに挟まれ固定され、この台形状空洞部に作動液を封入する構造を備えた放熱装置が開示されている。
しかしながら、このような従来の特許文献1の放熱装置100では、放熱部材本体106、トップカバー108、ボトムカバー110、管状部材112を組み立てなければならず、部品点数が多くなり、煩雑な作業が必要となる。
また、このように放熱部材本体106、トップカバー108、ボトムカバー110、管状部材112から構成されているので、これらの部材の結合部分から、内部に導入した熱媒体が漏洩するおそれがある。
さらに、特許文献1の放熱装置100では、放熱部材本体106を、例えば、押し出し成形によって、複数のチャンバー104が形成された放熱部材本体106を作製するため、その厚さが大きくなってしまうことになる。
従って、せいぜい、例えば、2mm程度の厚さの放熱装置を製造するのが限界であり、例えば、厚さが0.75mm程度の厚さの極薄の放熱装置を製造するのは困難である。
また、従来の特許文献2〜特許文献4の放熱装置200では、上側放熱板部材202と下側放熱板部材204とを、上側放熱板部材202の突設部210と、下側放熱板部材204の突設部214とが当接するように正確に位置合わせするのに、煩雑な作業が必要で、しかも、正確な位置合わせを行うことも困難である。
このため、突設部210と突設部214との当接位置がずれてしまった場合には、熱媒体流路216が凸凹になり、乱流が生じて放熱効果が低下することになる。
また、上側放熱板部材202の突設部210と、下側放熱板部材204の突設部214とを2段に重ねる必要があるため、放熱部材本体206の厚みを薄くすることに限界がある。
また、上側放熱板部材202の突設部210と、下側放熱板部材204の突設部214とを2段に重ねる必要があるため、放熱部材本体206の厚みを薄くすることに限界がある。
また、特許文献2〜特許文献4の放熱装置200では、放熱部材本体206を複数積層することによって、放熱装置200が構成されているので、放熱装置200が大型化してしまい、厚さが大きくなってしまう。
さらに、特許文献5の放熱装置では、一方の板状部材に熱媒体流路を形成する溝を形成しなければならず、加工に時間と手間が必要で、煩雑な作業が必要で、コストが高くつくことになる。
また、特許文献6の放熱装置では、平面視で櫛状の板状部材にヒートパイプ収容用の凹部を形成し、この凹部にヒートパイプを収容して、他方の板状部材を接合するので、組み立てに時間と手間が必要で、部品点数が多くなり、コストが高くつくことになる。
さらに、特許文献6の放熱装置では、櫛状の板状部材に形成したヒートパイプ収容用の凹部に、ヒートパイプを収容する必要があり、厚さが大きくなってしまうとともに、放熱装置が大型化してしまうことになる。
さらに、特許文献7の放熱装置でも、第1の金属板と第2の金属板との2枚の金属合わせ板の間に、扁平ウイックを設置する必要があり、厚さが大きくなってしまうとともに、放熱装置が大型化してしまうことになる。
本発明は、このような現状に鑑み、部品点数が少なく、煩雑な作業が不要で、製造コストも低減でき、内部に導入した熱媒体が漏洩するおそれがなく、例えば、厚さが0.75mm程度の厚さの極薄の放熱装置を簡単に製造することができるとともに、放熱効果に優れた放熱装置、および、放熱装置の製造方法を提供することを目的とする。
本発明は、前述したような従来技術における課題及び目的を達成するために発明されたものであって、本発明の放熱装置は、
一対の第1の板状部材と第2の板状部材と、
前記第1の板状部材と第2の板状部材との間に、密封されるように形成された熱媒体流通空間と、
前記熱媒体流通空間内に封入された熱媒体と、
を備えた放熱装置であって、
前記第1の板状部材の熱媒体流通空間側に立設するように形成した立設柱状部と、
前記第2の板状部材の熱媒体流通空間側に形成され、熱媒体流通空間を構成する空間形成用凹部と、
前記第1の板状部材と第2の板状部材の周囲に形成され、第1の板状部材と第2の板状部材とを重ね合わせて密封・接合するための密封接合部とを備え、
前記第1の板状部材と第2の板状部材とを重ね合わせて、密封接合部で接合することにより、前記立設柱状部の先端と空間形成用凹部の内壁とが当接して、熱媒体流通空間内に熱媒体流路が形成されていることを特徴とする。
一対の第1の板状部材と第2の板状部材と、
前記第1の板状部材と第2の板状部材との間に、密封されるように形成された熱媒体流通空間と、
前記熱媒体流通空間内に封入された熱媒体と、
を備えた放熱装置であって、
前記第1の板状部材の熱媒体流通空間側に立設するように形成した立設柱状部と、
前記第2の板状部材の熱媒体流通空間側に形成され、熱媒体流通空間を構成する空間形成用凹部と、
前記第1の板状部材と第2の板状部材の周囲に形成され、第1の板状部材と第2の板状部材とを重ね合わせて密封・接合するための密封接合部とを備え、
前記第1の板状部材と第2の板状部材とを重ね合わせて、密封接合部で接合することにより、前記立設柱状部の先端と空間形成用凹部の内壁とが当接して、熱媒体流通空間内に熱媒体流路が形成されていることを特徴とする。
また、本発明の放熱装置の製造方法は、
一対の第1の板状部材と第2の板状部材と、
前記第1の板状部材と第2の板状部材との間に、密封されるように形成された熱媒体流通空間と、
前記熱媒体流通空間内に封入された熱媒体と、
を備えた放熱装置の製造方法であって、
前記第1の板状部材に、熱媒体流通空間側に立設するように立設柱状部を形成し、
前記第2の板状部材の熱媒体流通空間側に、熱媒体流通空間を構成する空間形成用凹部を形成し、
前記第1の板状部材と第2の板状部材の周囲に形成された密封接合部とを重ね合わせて、密封接合部で密封・接合することにより、
前記立設柱状部の先端と空間形成用凹部の内壁とを当接させて、熱媒体流通空間内に熱媒体流路を形成することを特徴とする。
一対の第1の板状部材と第2の板状部材と、
前記第1の板状部材と第2の板状部材との間に、密封されるように形成された熱媒体流通空間と、
前記熱媒体流通空間内に封入された熱媒体と、
を備えた放熱装置の製造方法であって、
前記第1の板状部材に、熱媒体流通空間側に立設するように立設柱状部を形成し、
前記第2の板状部材の熱媒体流通空間側に、熱媒体流通空間を構成する空間形成用凹部を形成し、
前記第1の板状部材と第2の板状部材の周囲に形成された密封接合部とを重ね合わせて、密封接合部で密封・接合することにより、
前記立設柱状部の先端と空間形成用凹部の内壁とを当接させて、熱媒体流通空間内に熱媒体流路を形成することを特徴とする。
このように構成することによって、第1の板状部材に、熱媒体流通空間側に立設するように立設柱状部を形成し、第2の板状部材の熱媒体流通空間側に、熱媒体流通空間を構成する空間形成用凹部を形成し、第1の板状部材と第2の板状部材の周囲に形成された密封接合部とを重ね合わせて、密封接合部で密封・接合する。
これにより、立設柱状部の先端と空間形成用凹部の内壁とを当接させて、熱媒体流通空間内に熱媒体流路を形成することができる。
従って、第1の板状部材と第2の板状部材のみで放熱装置を構成できるので、部品点数が少なく、煩雑な作業が不要で、製造コストも低減でき、内部に導入した熱媒体が漏洩するおそれがない。
また、第1の板状部材と第2の板状部材のみで放熱装置を構成できるので、コンパクトな放熱装置を提供できるとともに、例えば、厚さが0.75mm程度の厚さの極薄の放熱装置を簡単に製造することができるとともに、放熱効果に優れた放熱装置を提供することができる。
さらに、第1の板状部材と第2の板状部材の周囲に形成された密封接合部とを重ね合わせて、密封接合部で密封・接合するだけで、立設柱状部の先端と空間形成用凹部の内壁とを当接させて、熱媒体流通空間内に熱媒体流路を形成することができる。
このため、従来の特許文献2〜特許文献4の放熱装置200のように、正確な位置合わせを行うことが不要で、熱媒体流路が凸凹にならず、乱流が生じず、均一な流れとなって放熱効果が低下することがない。
また、本発明の放熱装置は、複数の立設柱状部が、一定間隔離間して配置されていることを特徴とする。
このように構成することによって、複数の立設柱状部が、一定間隔離間して配置されているので、熱媒体流通空間内に複数の熱媒体流路を形成することができるので、熱媒体流路を流通する熱媒体による放熱効果が向上する。
また、本発明の放熱装置は、複数の立設柱状部が、熱媒体の流れ方向に一定間隔離間して配置されていることを特徴とする。
このように構成することによって、複数の立設柱状部が、熱媒体の流れ方向に一定間隔離間して配置されているので、熱媒体の流れ方向に複数の熱媒体流路が形成され、熱媒体流路を流通する熱媒体による放熱効果がより向上する。
また、本発明の放熱装置は、複数の立設柱状部が、熱媒体の流れ方向と交差する方向に、一定間隔離間して配置されていることを特徴とする。
このように構成することによって、複数の立設柱状部が、熱媒体の流れ方向と交差する方向に、一定間隔離間して配置されているので、熱媒体の流れ方向と交差する方向に複数の熱媒体流路が形成され、熱媒体流路を流通する熱媒体による放熱効果がより向上する。
また、本発明の放熱装置は、前記立設柱状部が、熱媒体の流れ方向に延びるように形成された立設柱状部であることを特徴とする。
このように構成することによって、立設柱状部が、熱媒体の流れ方向に延びるように形成された立設柱状部であるので、この立設柱状部に沿って熱媒体がその流れ方向に案内され、乱流が生じることがなく、熱媒体流路を流通する熱媒体による放熱効果がより向上する。
また、本発明の放熱装置は、前記立設柱状部が、熱媒体の流れ方向と交差する方向に延びるように形成された立設柱状部であることを特徴とする。
このように構成することによって、熱媒体の流れ方向と交差する方向に延びるように形成された立設柱状部に沿って熱媒体がその流れ方向に案内され、乱流が生じることがなく、熱媒体流路を流通する熱媒体による放熱効果がより向上する。
また、本発明の放熱装置は、前記一対の第1の板状部材と第2の板状部材とが立体的に成形された板状部材から構成されていることを特徴とする。
このように構成することによって、一対の第1の板状部材と第2の板状部材とが立体的に成形された板状部材から構成されているので、3次元的に立体形状となった放熱装置を提供することができ、汎用性が向上することになる。
また、本発明の放熱装置の製造方法は、
前記第1の板状部材をプレス成形することによって、熱媒体流通空間側に立設するように立設柱状部を形成し、
前記第2の板状部材をプレス成形することによって、熱媒体流通空間を構成する空間形成用凹部を形成することを特徴とする。
前記第1の板状部材をプレス成形することによって、熱媒体流通空間側に立設するように立設柱状部を形成し、
前記第2の板状部材をプレス成形することによって、熱媒体流通空間を構成する空間形成用凹部を形成することを特徴とする。
このように構成することによって、第1の板状部材をプレス成形するだけで、熱媒体流通空間側に立設するように立設柱状部を形成することができるとともに、第2の板状部材をプレス成形するだけで、熱媒体流通空間を構成する空間形成用凹部を形成することができる。
従って、プレス成形で第1の板状部材と第2の板状部材を所定の形状に作製することができ、その結果、簡単に放熱装置を製造することができるとともに、部品点数が少なく、煩雑な作業が不要で、製造コストも低減でき、内部に導入した熱媒体が漏洩するおそれがない。
また、本発明の放熱装置の製造方法は、
前記第1の板状部材に基材と溶着金属とからなるクラッド部材を用いて、第2の板状部材と溶着することによって、
前記密封接合部で第1の板状部材と第2の板状部材とを接合するとともに、
前記立設柱状部の先端と空間形成用凹部の内壁とを接合することを特徴とする。
前記第1の板状部材に基材と溶着金属とからなるクラッド部材を用いて、第2の板状部材と溶着することによって、
前記密封接合部で第1の板状部材と第2の板状部材とを接合するとともに、
前記立設柱状部の先端と空間形成用凹部の内壁とを接合することを特徴とする。
このように構成することによって、第1の板状部材に基材と溶着金属とからなるクラッド部材を用いて、第2の板状部材と溶着するだけで、密封接合部で第1の板状部材と第2の板状部材とを接合するとともに、立設柱状部の先端と空間形成用凹部の内壁とを接合することができる。
従って、例えば、第1の板状部材と第2の板状部材とを加熱炉に入れて加熱するだけで、簡単に放熱装置を製造することができるとともに、煩雑な作業が不要で、製造コストも低減でき、第1の板状部材と第2の板状部材とが確実に接合され、内部に導入した熱媒体が漏洩するおそれがない。
また、本発明の放熱装置は、
一対の第1の板状部材と第2の板状部材と、
前記第1の板状部材と第2の板状部材との間に、密封されるように形成された熱媒体流通空間と、
前記熱媒体流通空間内に封入された熱媒体と、
を備えた放熱装置であって、
前記第1の板状部材と第2の板状部材との間に、熱媒体流通空間が形成された板形状の流通空間形成板状部材を挟持し接合したことを特徴とする。
一対の第1の板状部材と第2の板状部材と、
前記第1の板状部材と第2の板状部材との間に、密封されるように形成された熱媒体流通空間と、
前記熱媒体流通空間内に封入された熱媒体と、
を備えた放熱装置であって、
前記第1の板状部材と第2の板状部材との間に、熱媒体流通空間が形成された板形状の流通空間形成板状部材を挟持し接合したことを特徴とする。
このように、熱媒体流通空間が形成された板形状の流通空間形成板状部材を、第1の板状部材と第2の板状部材との間に挟持するだけで、放熱装置を構成することができる。
従って、第1の板状部材と第2の板状部材と流通空間形成板状部材のみで放熱装置を構成できるので、部品点数が少なく、煩雑な作業が不要で、製造コストも低減でき、内部に導入した熱媒体が漏洩するおそれがない。
また、第1の板状部材と第2の板状部材と流通空間形成板状部材のみで放熱装置を構成できるので、コンパクトな放熱装置を提供できるとともに、例えば、厚さが0.75mm程度の厚さの極薄の放熱装置を簡単に製造することができるとともに、放熱効果に優れた放熱装置を提供することができる。
さらに、熱媒体流通空間が形成された板形状の流通空間形成板状部材を、第1の板状部材と第2の板状部材との間に挟持するだけで、熱媒体流路を形成することができる。
このため、従来の特許文献2〜特許文献4の放熱装置200のように、正確な位置合わせを行うことが不要で、熱媒体流路が凸凹にならず、乱流が生じず、均一な流れとなって放熱効果が低下することがない。
本発明によれば、第1の板状部材に、熱媒体流通空間側に立設するように立設柱状部を形成し、第2の板状部材の熱媒体流通空間側に、熱媒体流通空間を構成する空間形成用凹部を形成し、第1の板状部材と第2の板状部材の周囲に形成された密封接合部とを重ね合わせて、密封接合部で密封・接合する。
これにより、立設柱状部の先端と空間形成用凹部の内壁とを当接させて、熱媒体流通空間内に熱媒体流路を形成することができる。
従って、第1の板状部材と第2の板状部材のみで放熱装置を構成できるので、部品点数が少なく、煩雑な作業が不要で、製造コストも低減でき、内部に導入した熱媒体が漏洩するおそれがない。
また、第1の板状部材と第2の板状部材のみで放熱装置を構成できるので、コンパクトな放熱装置を提供できるとともに、例えば、厚さが0.75mm程度の厚さの極薄の放熱装置を簡単に製造することができるとともに、放熱効果に優れた放熱装置を提供することができる。
さらに、第1の板状部材と第2の板状部材の周囲に形成された密封接合部とを重ね合わせて、密封接合部で密封・接合するだけで、立設柱状部の先端と空間形成用凹部の内壁とを当接させて、熱媒体流通空間内に熱媒体流路を形成することができる。
このため、従来の特許文献2〜特許文献4の放熱装置200のように、正確な位置合わせを行うことが不要で、熱媒体流路が凸凹にならず、乱流が生じず、均一な流れとなって放熱効果が低下することがない。
以下、本発明の実施の形態(実施例)を図面に基づいてより詳細に説明する。
(実施例1)
(実施例1)
図1は、本発明の放熱装置の分解斜視図、図2は、本発明の放熱装置の第1の板状部材12の熱媒体流通空間側12aから視た上面図、図3は、第2の板状部材14の熱媒体流通空間側14aから視た斜視図、図4は、本発明の放熱装置の組み立てた状態の斜視図、図5は、図4の放熱装置のA−A線での断面図である。
図1〜図5において、符号10は、全体で本発明の放熱装置を示している。
なお、本発明の放熱装置10では、説明の便宜上、各部材の厚さを誇張して図示しているが、実際は、全体で0.75mm程度の極薄のものである。
なお、本発明の放熱装置10では、説明の便宜上、各部材の厚さを誇張して図示しているが、実際は、全体で0.75mm程度の極薄のものである。
図1〜図5に示したように、本発明の放熱装置10は、一対の基板を構成する第1の板状部材12と、蓋部を構成する第2の板状部材14とを備えている。
そして、図5に示したように、その内部には、第1の板状部材12と第2の板状部材14との間に、密封されるように形成され、熱媒体を封入するための熱媒体流通空間16が設けられている。
また、図1〜図2に示したように、第1の板状部材12は、平面視で略矩形形状であり、第1の板状部材12の熱媒体流通空間側12aの表面の中央部分には、複数の立設柱状部18が、突設するように形成されている。
すなわち、この実施例では、第1の板状部材12の熱媒体流通空間側12aに立設するように、略円管形状の複数の立設柱状部18が、縦横方向(すなわち、熱媒体の流れ方向と、熱媒体の流れ方向と交差する方向)に一定間隔離間するように形成されている。
なお、後述でも言及するが、この立設柱状部18の配置形状は、平面視で円形形状、楕円形形状、三角形形状など適宜設計に応じて変更可能である。
なお、後述でも言及するが、この立設柱状部18の配置形状は、平面視で円形形状、楕円形形状、三角形形状など適宜設計に応じて変更可能である。
一方、図1、図3に示したように、第2の板状部材14は、第1の板状部材12と同様な形状であって、平面視で略矩形形状であり、その外形の寸法は、第1の板状部材12と同じである。
そして、第2の板状部材14の中央部分には、熱媒体流通空間側14aに、第1の板状部材12の立設柱状部18に対応するように、熱媒体流通空間16を形成する平面視で略矩形形状の空間形成用凹部20が形成されている。
なお、この実施例の場合には、説明の便宜上、空間形成用凹部20を角張った略矩形の箱形状としているが、図示しないが、角が丸みを帯びた角張っていない形状とすることも可能であり、また、平面視で円形形状、楕円形形状、三角形形状など適宜変更可能である。
なお、この実施例の場合には、説明の便宜上、空間形成用凹部20を角張った略矩形の箱形状としているが、図示しないが、角が丸みを帯びた角張っていない形状とすることも可能であり、また、平面視で円形形状、楕円形形状、三角形形状など適宜変更可能である。
また、第1の板状部材12と第2の板状部材14の周囲には、第1の板状部材12と第2の板状部材14とを重ね合わせて密封・接合するための密封接合部12b、14bが、それぞれ形成されている。
なお、図5の断面図に示したように、第2の板状部材14の空間形成用凹部20の深さDの寸法は、第1の板状部材12の立設柱状部18の突設高さHと略同一の寸法になるように設定されている。
そして、本発明の放熱装置10を組み立てるには、図1、図4〜図5に示したように、第1の板状部材12と第2の板状部材14とを重ね合わせて、密封接合部12b、14bで接合する。
これにより、立設柱状部18の先端18aと空間形成用凹部20の内壁20aとが当接して、熱媒体流通空間16内に複数の熱媒体流路22が形成されるように構成されている。
この場合、このような形状の第1の板状部材12を作製する方法としては、公知の金属成形方法を採用することができ、特に限定されるものではないが、例えば、第1の板状部材12をプレス成形することによって、熱媒体流通空間側12aに立設するように立設柱状部18を形成するのが望ましい。
また、このような形状の第2の板状部材14を作製する方法としては、公知の金属成形方法を採用することができ、特に限定されるものではないが、例えば、第2の板状部材14をプレス成形することによって、熱媒体流通空間側14aに立設するように立設柱状部18を形成するのが望ましい。
このように構成することによって、第1の板状部材12をプレス成形するだけで、熱媒体流通空間側12aに立設するように立設柱状部18を形成することができるとともに、第2の板状部材14をプレス成形するだけで、熱媒体流通空間16を形成する空間形成用凹部20を形成することができる。
従って、プレス成形で第1の板状部材12と第2の板状部材14を所定の形状に作製することができ、その結果、簡単に放熱装置10を製造することができるとともに、部品点数が少なく、煩雑な作業が不要で、製造コストも低減でき、内部に導入した熱媒体が漏洩するおそれがない。
また、第1の板状部材12と第2の板状部材14としては、その材質は特に限定されるものではないが、軽量性、不純物などの汚染の可能性を考慮して、アルミニウムから作製するのが望ましい。
さらに、第1の板状部材12と第2の板状部材14とを重ね合わせて、密封接合部12b、14bで接合する方法としては、例えば、溶接、ろう付けなどの溶着方法を採用することができるが、下記のような方法で接合するのが望ましい。
すなわち、第1の板状部材12と第2の板状部材14とを、クラッド材、例えば、基材をAl−Mn系(3000系)のアルミニウム、表面をAl−Si系(4000系)のアルミニウムから構成したアルミクラッド材を用いて、加熱、例えば、加熱炉で加熱する。
これにより、第1の板状部材12と第2の板状部材14とを、密封接合部12b、14bで接合するとともに、立設柱状部18の先端18aと空間形成用凹部20の内壁20aとの当接部分で接合されることになる。
なお、この実施例の場合には、立設柱状部18の先端18aと空間形成用凹部20の内壁20aも溶着により接合したが、当接するだけでも下記のような十分効果が得られる。
このように構成することによって、第1の板状部材12に、熱媒体流通空間側12aに立設するように立設柱状部18を形成し、第2の板状部材14の熱媒体流通空間側14aに、熱媒体流通空間16を構成する空間形成用凹部20を形成し、第1の板状部材12と第2の板状部材14の周囲に形成された密封接合部12b、14bとを重ね合わせて、密封接合部12b、14bで密封・接合する。
これにより、立設柱状部18の先端と空間形成用凹部20の内壁20aとを当接させて、熱媒体流通空間16内に熱媒体流路22を形成することができる。
従って、第1の板状部材12と第2の板状部材14のみで放熱装置10を構成できるので、部品点数が少なく、煩雑な作業が不要で、製造コストも低減でき、内部に導入した熱媒体が漏洩するおそれがない。
また、第1の板状部材12と第2の板状部材14のみで放熱装置10を構成できるので、コンパクトな放熱装置10を提供できるとともに、例えば、厚さが0.75mm程度の厚さの極薄の放熱装置10を簡単に製造することができるとともに、放熱効果に優れた放熱装置10を提供することができる。
さらに、第1の板状部材12と第2の板状部材14の周囲に形成された密封接合部12b、14bとを重ね合わせて、密封接合部12b、14bで密封・接合するだけで、立設柱状部18の先端18aと空間形成用凹部20の内壁20aとを当接させて、熱媒体流通空間16内に熱媒体流路22を形成することができる。
このため、従来の特許文献2〜特許文献4の放熱装置200のように、正確な位置合わせを行うことが不要で、熱媒体流路が凸凹にならず、乱流が生じず、均一な流れとなって放熱効果が低下することがない。
また、熱媒体空間16の高さ(薄さ)Dが、立設柱状部18の突設高さHと略同一の寸法であるため、薄型化に有利である。
このため、本願発明の放熱装置10によれば、従来の放熱措置が、せいぜい、例えば、2mm程度の厚さの放熱装置を製造するのが限界であるのに対して、例えば、厚さが0.4mm〜1.5mmの厚さ、好ましくは、0.5mm〜1.0mm、より好ましくは、例えば、厚さが0.75mm程度の厚さの極薄の放熱装置を製造することが可能である。
このため、本願発明の放熱装置10によれば、従来の放熱措置が、せいぜい、例えば、2mm程度の厚さの放熱装置を製造するのが限界であるのに対して、例えば、厚さが0.4mm〜1.5mmの厚さ、好ましくは、0.5mm〜1.0mm、より好ましくは、例えば、厚さが0.75mm程度の厚さの極薄の放熱装置を製造することが可能である。
また、例えば、厚さが0.75mm程度の厚さの極薄の放熱装置10であり、熱媒体流通空間16内に形成される熱媒体流路22の断面の大きさも小さく、毛細管現象で素早くかつ均一に放熱することができる。
また、この場合、熱媒体流通空間16に封入される熱媒体としては、特に限定されるものではなく、例えば、水、アセトン、アルコールなどが使用可能である。
このような熱媒体を熱媒体流通空間16に封入する方法も、特に限定されるものではない。
例えば、図16、図17に示したように、第2の板状部材14の周囲に形成された密封接合部14bに、熱媒体流通空間16を形成する空間形成用凹部20と連通するための連通開口部11aを有する半円筒形状の連通用溝11を形成すれば良い。
例えば、図16、図17に示したように、第2の板状部材14の周囲に形成された密封接合部14bに、熱媒体流通空間16を形成する空間形成用凹部20と連通するための連通開口部11aを有する半円筒形状の連通用溝11を形成すれば良い。
また、この図16、図17に示したように、この第2の板状部材14の連通用溝11と対応するように、第1の板状部材12の密封接合部12bに、熱媒体流通空間16を形成する空間形成用凹部20と連通するための連通開口部13aを有する半円筒形状の連通用溝13を形成すれば良い。
そして、これらの第1の板状部材12の密封接合部12bと第2の板状部材14とを接合することによって、第1の板状部材12の連通用溝13と、第2の板状部材14の連通用溝11を接合する。
そして、これらの第1の板状部材12の密封接合部12bと第2の板状部材14とを接合することによって、第1の板状部材12の連通用溝13と、第2の板状部材14の連通用溝11を接合する。
これにより、第1の板状部材12の連通開口部11aと、第2の板状部材14の連通開口部13aにより、熱媒体流通空間16を形成する空間形成用凹部20と連通する管状の連通開口部が形成されることになる。
そして、この管状の開口部を用いて、熱媒体流通空間16を形成する空間形成用凹部20内を脱気し、熱媒体を封入して、その後、この管状の連通開口部を、例えば、溶着などの公知の方法で密封すれば良い。
これにより、熱媒体を熱媒体流通空間16に、この管状の連通開口部を介して熱媒体を直接導入することができる。
また、例えば、熱媒体の雰囲気下にある加熱炉中で封入、溶着するなどの方法を採用することができる。
また、例えば、熱媒体の雰囲気下にある加熱炉中で封入、溶着するなどの方法を採用することができる。
また、この場合、この実施例では、図2に示したように、複数の立設柱状部18が、縦横方向(すなわち、熱媒体の流れ方向と、熱媒体の流れ方向と交差する方向)に一定間隔離間するように形成されている。
すなわち、複数の立設柱状部18が、熱媒体の流れ方向に一定間隔離間して配置されているので、熱媒体の流れ方向に複数の熱媒体流路22が形成され、熱媒体流路22を流通する熱媒体による放熱効果がより向上する。
また、複数の立設柱状部18が、熱媒体の流れ方向と交差する方向に、一定間隔離間して配置されているので、熱媒体の流れ方向と交差する方向に複数の熱媒体流路22が形成され、熱媒体流路22を流通する熱媒体による放熱効果がより向上する。
なお、この場合、図2に示したように、複数の立設柱状部18の熱媒体の流れ方向の間の距離L1と、複数の立設柱状部18の熱媒体の流れ方向と交差する方向の間の距離L2とは、同じであってもよく、また、図2に示したように、異なるようにすることも可能である。
この場合、上記実施例では、立設柱状部18の形状として、略円管形状の複数の立設柱状部18としたが、その形状は、特に限定されるものではなく、図示しないが、中実の円筒形状、四角柱形状、楕円柱形状など、種々の形状を採用することができる。
しかしながら、熱媒体の流れ方向の先端部(熱媒体が当たる部分)は、流れを阻害しないように、少なくとも部分的にアール(R)が形成された形状とするのが望ましい。
しかしながら、熱媒体の流れ方向の先端部(熱媒体が当たる部分)は、流れを阻害しないように、少なくとも部分的にアール(R)が形成された形状とするのが望ましい。
また、この場合、図6(A)に示したように、熱媒体の流れ方向にのみ、、または、図6(B)に示したように、熱媒体の流れ方向と交差する方向にのみ、複数の立設柱状部18を形成することも可能である。
また、この実施例では、複数の立設柱状部18が、縦横方向(すなわち、熱媒体の流れ方向と、熱媒体の流れ方向と交差する方向)に一定間隔離間するように形成されているが、図7(A)に示したように、一つの立設柱状部18を、熱媒体の流れ方向に延びるように形成することも可能である。
さらに、図7(B)に示したように、複数の立設柱状部18が、熱媒体の流れ方向に延びるように形成された立設柱状部18であっても良い。
このように構成することによって、立設柱状部18が、熱媒体の流れ方向に延びるように形成された立設柱状部18であるので、この立設柱状部18に沿って熱媒体がその流れ方向に案内され、乱流が生じることがなく、熱媒体流路22を流通する熱媒体による放熱効果がより向上する。
また、図8(A)に示したように、立設柱状部18が、熱媒体の流れ方向と交差する方向に延びるように形成された立設柱状部18であっても良く、また、図8(B)に示したように、立設柱状部18が、熱媒体の流れ方向に延びるように形成された立設柱状部18cと、熱媒体の流れ方向と交差する方向に延びるように形成された立設柱状部18dとから構成しても良い。
このように構成することによって、熱媒体の流れ方向と交差する方向に延びるように形成された立設柱状部18に沿って熱媒体がその流れ方向に案内され、乱流が生じることがなく、熱媒体流路を流通する熱媒体による放熱効果がより向上する。
さらに、図9(A)に示したように、立設柱状部18を千鳥状に配置することも可能であり、また、図9(B)に示したように、複数の熱媒体流通空間16を構成する空間形成用凹部20が配置された一体の放熱装置10を構成することも可能である。
なお、図9(B)の場合には、図示しないが、図16、図17の実施例と同様に、熱媒体流通空間16それぞれと連通するための複数の(図9(B)では、12個の)第1の板状部材12の連通開口部11aと、第2の板状部材14の連通開口部13aからなる管状の開口部を形成すれば良い。
また、図示しないが、1つの熱媒体流通空間16と連通する1本の第1の板状部材12の連通開口部11aと、第2の板状部材14の連通開口部13aからなる管状の開口部を形成するとともに、熱媒体流通空間16同士を連通する連通路を設けても良い。
また、図示しないが、1つの熱媒体流通空間16と連通する1本の第1の板状部材12の連通開口部11aと、第2の板状部材14の連通開口部13aからなる管状の開口部を形成するとともに、熱媒体流通空間16同士を連通する連通路を設けても良い。
また、図10(A)に示したように、平面視で、異形の放熱装置10とすることも可能であり、その形状は、上記実施例のように矩形形状に限るものではなく、あらゆる形状の被放熱物体に対応した形状とすることができる。
さらに、図10(B)、図10(C)に示したように、一対の第1の板状部材12と第2の板状部材14とが、、例えば、正面視で略U字形状、略S字形状などの、立体的に成形(折曲)された板状部材から構成してもよい。
このように構成することによって、一対の第1の板状部材12と第2の板状部材14とが、立体的に成形された板状部材から構成されているので、3次元的に立体形状となった放熱装置10を提供することができ、あらゆる形状の被放熱物体に適用でき、汎用性が向上することになる。
なお、図示しないが、密封接合部12b、14bに、被放熱物体に付設するために、例えば、ネジ穴、取り付けブラケットなどを形成しても良いことはもちろんである。
(実施例2)
(実施例2)
図11は、本発明の別の実施例の放熱装置の分解斜視図、図12は、本発明の放熱装置の流通空間形成板状部材24の上面図、図13は、本発明の放熱装置の組み立てた状態の斜視図、図14は、図13の放熱装置のA−A線での断面図である。
この実施例の放熱装置10は、図1〜図5に示した放熱装置と基本的には同様な構成であり、同一の構成部材には、同一の参照番号を付して、その詳細な説明を省略する。
この実施例の放熱装置10では、いずれも平板形状の一対の第1の板状部材12と、第2の板状部材14とを備えている。
そして、図13に示したように、その内部には、第1の板状部材12と第2の板状部材14との間に、密封されるように形成され、熱媒体を封入するための熱媒体流通空間16が設けられている。
また、図11〜図14に示したように、第1の板状部材12と第2の板状部材14との間に、熱媒体流通空間16が形成された板形状の流通空間形成板状部材24を挟持し接合した構造となっている。
すなわち、この実施例の放熱装置10では、図12に示したように、流通空間形成板状部材24には、流れ方向に延びる熱媒体流通空間16を形成するための貫通穴26が複数個流れ方向と交差する方向に一定間隔離間して形成されている。
このように、熱媒体流通空間16(貫通穴26)が形成された板形状の流通空間形成板状部材24を、第1の板状部材12と第2の板状部材14との間に挟持するだけで、放熱装置10を構成することができる。
この場合、図示しないが、図16、図17の実施例と同様に、熱媒体流通空間16それぞれと連通するための複数の(図11では、3個の)第1の板状部材12の連通開口部11aと、第2の板状部材14の連通開口部13aからなる管状の開口部を形成すれば良い。
また、図示しないが、1つの熱媒体流通空間16と連通する1本の第1の板状部材12の連通開口部11aと、第2の板状部材14の連通開口部13aからなる管状の開口部を形成するとともに、熱媒体流通空間16同士を連通する連通路を設けても良い。
また、図示しないが、1つの熱媒体流通空間16と連通する1本の第1の板状部材12の連通開口部11aと、第2の板状部材14の連通開口部13aからなる管状の開口部を形成するとともに、熱媒体流通空間16同士を連通する連通路を設けても良い。
従って、第1の板状部材12と第2の板状部材14と流通空間形成板状部材24のみで放熱装置10を構成できるので、部品点数が少なく、煩雑な作業が不要で、製造コストも低減でき、内部に導入した熱媒体が漏洩するおそれがない。
また、第1の板状部材12と第2の板状部材14と流通空間形成板状部材24のみで放熱装置10を構成できるので、コンパクトな放熱装置10を提供できるとともに、例えば、厚さが0.75mm程度の厚さの極薄の放熱装置10を簡単に製造することができるとともに、放熱効果に優れた放熱装置10を提供することができる。
さらに、熱媒体流通空間16(貫通穴26)が形成された板形状の流通空間形成板状部材24を、第1の板状部材12と第2の板状部材14との間に挟持するだけで、熱媒体流路22を形成することができる。
このため、従来の特許文献2〜特許文献4の放熱装置200のように、正確な位置合わせを行うことが不要で、熱媒体流路が凸凹にならず、乱流が生じず、均一な流れとなって放熱効果が低下することがない。
なお、この場合、流通空間形成板状部材24の熱媒体流通空間16(貫通穴26)の形状は、特に限定されるものではなく、例えば、実施例1の図7(A)、図7(B)に対応するように相補的な形状とした、図15(A)、図15(B)に示したように、上記の実施例1において形成される熱媒体流通空間16の形状に対応した種々の熱媒体流通空間16(貫通穴26)とすることができる。
また、上記実施例1と同様に、流通空間形成板状部材24を作製する方法としては、公知の金属成形方法を採用することができ、特に限定されるものではないが、例えば、流通空間形成板状部材24をプレス成形することによって、熱媒体流通空間16(貫通穴26)を形成するのが望ましい。
また、流通空間形成板状部材24としては、その材質は特に限定されるものではないが、軽量性、ろう付けによる熱伝導率低下の可能性を考慮して、アルミニウムから作製するのが望ましい。
さらに、上記実施例1と同様に、第1の板状部材12と第2の板状部材14と流通空間形成板状部材24を接合する方法としては、例えば、溶接、ろう付けなどの溶着方法を採用することができるが、下記のような方法で接合するのが望ましい。
この場合、上記実施例1と同様に、第1の板状部材12と第2の板状部材14と流通空間形成板状部材24をクラッド材、例えば、基材をAl−Mn系(3000系)のアルミニウム、表面をAl−Si系(4000系)のアルミニウムから構成したアルミクラッド材を用いて、加熱、例えば、加熱炉で加熱する。
これにより、第1の板状部材12と第2の板状部材14と流通空間形成板状部材24を接合することができる。
また、この場合、熱媒体流通空間16に封入される熱媒体としては、特に限定されるものではなく、例えば、アセトン、アルコールなどが使用可能である。
このような熱媒体を熱媒体流通空間16に封入する方法も、特に限定されるものではなく、例えば、熱媒体の雰囲気下にある加熱炉中で封入、溶着するなどの方法を採用することができる。
また、図示しないが、実施例1の図9(B)と同様に、複数の流通空間形成板状部材24を組み合わせた形態の一体型の流通空間形成板状部材24を用いて、一体の放熱装置10を構成することも可能である。
なお、実施例2において、図9(B)の実施例と同様に、複数の流通空間形成板状部材24を組み合わせた形態の一体型の流通空間形成板状部材24を用いる場合には、図示しないが、図16、図17の実施例と同様に、熱媒体流通空間16それぞれと連通するための複数の(図9(B)では、12個の)第1の板状部材12の連通開口部11aと、第2の板状部材14の連通開口部13aからなる管状の開口部を形成すれば良い。
また、図示しないが、1つの熱媒体流通空間16と連通する1本の第1の板状部材12の連通開口部11aと、第2の板状部材14の連通開口部13aからなる管状の開口部を形成するとともに、熱媒体流通空間16同士を連通する連通路を設けても良い。
また、図示しないが、1つの熱媒体流通空間16と連通する1本の第1の板状部材12の連通開口部11aと、第2の板状部材14の連通開口部13aからなる管状の開口部を形成するとともに、熱媒体流通空間16同士を連通する連通路を設けても良い。
さらに、上記実施例1と同様に、図示しないが、平面視で、異形の放熱装置10とすることも可能であり、第1の板状部材12と第2の板状部材14と流通空間形成板状部材24とが、立体的に成形された板状部材から構成してもよい。
以上、本発明の好ましい実施の態様を説明してきたが、本発明はこれに限定されることはなく、本発明の目的を逸脱しない範囲で種々の変更が可能である。
本発明は、例えば、スマートフォン、タブレットPCなどの薄型電子機器、バッテリー、インバーター、モーター、LEDなどの各種機器において生じる熱を放熱するために、これらの各種機器に用いられるベーパーチャンバーからなる放熱装置に適用することができる。
10 放熱装置
11 連通用溝
11a 連通開口部
12 板状部材
12a 熱媒体流通空間側
12b 密封接合部
13 連通用溝
13a 連通開口部
14 板状部材
14a 熱媒体流通空間側
14b 密封接合部
16 熱媒体流通空間
18 立設柱状部
18a 先端
18c 立設柱状部
18d 立設柱状部
20 空間形成用凹部
20a 内壁
22 熱媒体流路
24 流通空間形成板状部材
26 貫通穴
100 放熱装置
102 隔壁
104 チャンバー
106 放熱部材本体
106a 端部
106b 端部
108 トップカバー
108a 嵌合凹部
110 ボトムカバー
110a 嵌合凹部
112 管状部材
200 放熱装置
202 上側放熱板部材
204 下側放熱板部材
206 放熱部材本体
208 流路形成用凹部
210 突設部
212 流路形成用凹部
214 突設部
216 熱媒体流路
L1 距離
L2 距離
11 連通用溝
11a 連通開口部
12 板状部材
12a 熱媒体流通空間側
12b 密封接合部
13 連通用溝
13a 連通開口部
14 板状部材
14a 熱媒体流通空間側
14b 密封接合部
16 熱媒体流通空間
18 立設柱状部
18a 先端
18c 立設柱状部
18d 立設柱状部
20 空間形成用凹部
20a 内壁
22 熱媒体流路
24 流通空間形成板状部材
26 貫通穴
100 放熱装置
102 隔壁
104 チャンバー
106 放熱部材本体
106a 端部
106b 端部
108 トップカバー
108a 嵌合凹部
110 ボトムカバー
110a 嵌合凹部
112 管状部材
200 放熱装置
202 上側放熱板部材
204 下側放熱板部材
206 放熱部材本体
208 流路形成用凹部
210 突設部
212 流路形成用凹部
214 突設部
216 熱媒体流路
L1 距離
L2 距離
Claims (10)
- 一対の第1の板状部材と第2の板状部材と、
前記第1の板状部材と第2の板状部材との間に、密封されるように形成された熱媒体流通空間と、
前記熱媒体流通空間内に封入された熱媒体と、
を備えた放熱装置であって、
前記第1の板状部材の熱媒体流通空間側に立設するように形成した立設柱状部と、
前記第2の板状部材の熱媒体流通空間側に形成され、熱媒体流通空間を構成する空間形成用凹部と、
前記第1の板状部材と第2の板状部材の周囲に形成され、第1の板状部材と第2の板状部材とを重ね合わせて密封・接合するための密封接合部とを備え、
前記第1の板状部材と第2の板状部材とを重ね合わせて、密封接合部で接合することにより、前記立設柱状部の先端と空間形成用凹部の内壁とが当接して、熱媒体流通空間内に熱媒体流路が形成されていることを特徴とする放熱装置。 - 複数の立設柱状部が、一定間隔離間して配置されていることを特徴とする請求項1に記載の放熱装置。
- 複数の立設柱状部が、熱媒体の流れ方向に一定間隔離間して配置されていることを特徴とする請求項2に記載の放熱装置。
- 複数の立設柱状部が、熱媒体の流れ方向と交差する方向に、一定間隔離間して配置されていることを特徴とする請求項2から3のいずれかに記載の放熱装置。
- 前記立設柱状部が、熱媒体の流れ方向に延びるように形成された立設柱状部であることを特徴とする請求項1から4のいずれかに記載の放熱装置。
- 前記立設柱状部が、熱媒体の流れ方向と交差する方向に延びるように形成された立設柱状部であることを特徴とする請求項1から5のいずれかに記載の放熱装置。
- 前記一対の第1の板状部材と第2の板状部材とが立体的に成形された板状部材から構成されていることを特徴とする請求項1から6のいずれかに記載の放熱装置。
- 一対の第1の板状部材と第2の板状部材と、
前記第1の板状部材と第2の板状部材との間に、密封されるように形成された熱媒体流通空間と、
前記熱媒体流通空間内に封入された熱媒体と、
を備えた放熱装置の製造方法であって、
前記第1の板状部材に、熱媒体流通空間側に立設するように立設柱状部を形成し、
前記第2の板状部材の熱媒体流通空間側に、熱媒体流通空間を構成する空間形成用凹部を形成し、
前記第1の板状部材と第2の板状部材の周囲に形成された密封接合部とを重ね合わせて、密封接合部で密封・接合することにより、
前記立設柱状部の先端と空間形成用凹部の内壁とを当接させて、熱媒体流通空間内に熱媒体流路を形成することを特徴とする放熱装置の製造方法。 - 前記第1の板状部材をプレス成形することによって、熱媒体流通空間側に立設するように立設柱状部を形成し、
前記第2の板状部材をプレス成形することによって、熱媒体流通空間を構成する空間形成用凹部を形成することを特徴とする請求項8に記載の放熱装置の製造方法。 - 前記第1の板状部材に基材と溶着金属とからなるクラッド部材を用いて、第2の板状部材と溶着することによって、
前記密封接合部で第1の板状部材と第2の板状部材とを接合するとともに、
前記立設柱状部の先端と空間形成用凹部の内壁とを接合することを特徴とする請求項8から9のいずれかに記載の放熱装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015241014A JP2017106672A (ja) | 2015-12-10 | 2015-12-10 | 放熱装置、および、放熱装置の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015241014A JP2017106672A (ja) | 2015-12-10 | 2015-12-10 | 放熱装置、および、放熱装置の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017106672A true JP2017106672A (ja) | 2017-06-15 |
Family
ID=59059516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015241014A Pending JP2017106672A (ja) | 2015-12-10 | 2015-12-10 | 放熱装置、および、放熱装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017106672A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019026786A1 (ja) * | 2017-08-04 | 2019-02-07 | 株式会社村田製作所 | ベーパーチャンバー |
| JP2019128058A (ja) * | 2018-01-22 | 2019-08-01 | 新光電気工業株式会社 | ヒートパイプ及びその製造方法 |
| KR20210004052A (ko) * | 2019-07-03 | 2021-01-13 | 주식회사 쿨링스 | 임의 형상을 가지는 방열기구의 제조방법 |
| KR20210103778A (ko) * | 2020-02-14 | 2021-08-24 | 한국해양대학교 산학협력단 | 방열기에 적용되는 쿨링 블록 및 쿨링 블록용 냉각수 유로 판의 제조방법 |
| CN113654384A (zh) * | 2021-08-20 | 2021-11-16 | 桂林电子科技大学 | 一种复合高温平板热管 |
| JP2022011552A (ja) * | 2020-06-30 | 2022-01-17 | 古河電気工業株式会社 | 熱輸送デバイス |
| JP2022162838A (ja) * | 2021-04-13 | 2022-10-25 | 日本製鉄株式会社 | 冷却床部材 |
| JP2022172001A (ja) * | 2017-10-06 | 2022-11-11 | 大日本印刷株式会社 | ベーパーチャンバ、電子機器およびベーパーチャンバ用金属シート |
| JP2022177037A (ja) * | 2017-08-24 | 2022-11-30 | 大日本印刷株式会社 | ベーパーチャンバ用のウィックシート、ベーパーチャンバおよびベーパーチャンバの製造方法 |
| JP2023115878A (ja) * | 2022-02-08 | 2023-08-21 | 健治 大沢 | 薄型ウイック及び薄型ヒートパイプ |
| US11747090B2 (en) | 2017-02-24 | 2023-09-05 | Dai Nippon Printing Co., Ltd. | Vapor chamber, electronic device, metallic sheet for vapor chamber and manufacturing method of vapor chamber |
| US12167571B2 (en) | 2017-09-28 | 2024-12-10 | Dai Nippon Printing Co., Ltd. | Vapor chamber, electronic device, metallic sheet for vapor chamber and manufacturing method of vapor chamber |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11183068A (ja) * | 1997-12-18 | 1999-07-06 | Fujikura Ltd | 平板状ヒートパイプ |
| JP2002310581A (ja) * | 2001-04-09 | 2002-10-23 | Furukawa Electric Co Ltd:The | 板型ヒートパイプおよびその実装方法 |
| JP2002364990A (ja) * | 2001-06-08 | 2002-12-18 | Furukawa Electric Co Ltd:The | 板型ヒートパイプ |
| JP2003291240A (ja) * | 2002-04-02 | 2003-10-14 | Toyo Kohan Co Ltd | プレート積層材、プレート積層材を用いた中空積層材および中空積層材を用いた部品 |
| JP2012237491A (ja) * | 2011-05-11 | 2012-12-06 | Nec Corp | 平板型冷却装置、その製造方法及びその使用方法 |
| JP3192121U (ja) * | 2014-04-17 | 2014-07-31 | 奇▲こう▼科技股▲ふん▼有限公司 | ベイパーチャンバー構造 |
| JP2014142143A (ja) * | 2013-01-24 | 2014-08-07 | Ntec Co Ltd | ヒートパイプ |
| US20140345831A1 (en) * | 2013-05-23 | 2014-11-27 | Cooler Master Co., Ltd. | Plate-type heat pipe and method of manufacturing the same |
-
2015
- 2015-12-10 JP JP2015241014A patent/JP2017106672A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11183068A (ja) * | 1997-12-18 | 1999-07-06 | Fujikura Ltd | 平板状ヒートパイプ |
| JP2002310581A (ja) * | 2001-04-09 | 2002-10-23 | Furukawa Electric Co Ltd:The | 板型ヒートパイプおよびその実装方法 |
| JP2002364990A (ja) * | 2001-06-08 | 2002-12-18 | Furukawa Electric Co Ltd:The | 板型ヒートパイプ |
| JP2003291240A (ja) * | 2002-04-02 | 2003-10-14 | Toyo Kohan Co Ltd | プレート積層材、プレート積層材を用いた中空積層材および中空積層材を用いた部品 |
| JP2012237491A (ja) * | 2011-05-11 | 2012-12-06 | Nec Corp | 平板型冷却装置、その製造方法及びその使用方法 |
| JP2014142143A (ja) * | 2013-01-24 | 2014-08-07 | Ntec Co Ltd | ヒートパイプ |
| US20140345831A1 (en) * | 2013-05-23 | 2014-11-27 | Cooler Master Co., Ltd. | Plate-type heat pipe and method of manufacturing the same |
| JP3192121U (ja) * | 2014-04-17 | 2014-07-31 | 奇▲こう▼科技股▲ふん▼有限公司 | ベイパーチャンバー構造 |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11747090B2 (en) | 2017-02-24 | 2023-09-05 | Dai Nippon Printing Co., Ltd. | Vapor chamber, electronic device, metallic sheet for vapor chamber and manufacturing method of vapor chamber |
| US12298082B2 (en) | 2017-02-24 | 2025-05-13 | Dai Nippon Printing Co., Ltd. | Vapor chamber, electronic device, metallic sheet for vapor chamber and manufacturing method of vapor chamber |
| WO2019026786A1 (ja) * | 2017-08-04 | 2019-02-07 | 株式会社村田製作所 | ベーパーチャンバー |
| JP2022177037A (ja) * | 2017-08-24 | 2022-11-30 | 大日本印刷株式会社 | ベーパーチャンバ用のウィックシート、ベーパーチャンバおよびベーパーチャンバの製造方法 |
| JP2023174814A (ja) * | 2017-08-24 | 2023-12-08 | 大日本印刷株式会社 | ベーパーチャンバ用のウィックシート、ベーパーチャンバおよびベーパーチャンバの製造方法 |
| JP7598566B2 (ja) | 2017-08-24 | 2024-12-12 | 大日本印刷株式会社 | ベーパーチャンバ、電子機器およびベーパーチャンバ用のウィックシート |
| JP7369360B2 (ja) | 2017-08-24 | 2023-10-26 | 大日本印刷株式会社 | ベーパーチャンバ用のウィックシート、ベーパーチャンバおよびベーパーチャンバの製造方法 |
| US12167571B2 (en) | 2017-09-28 | 2024-12-10 | Dai Nippon Printing Co., Ltd. | Vapor chamber, electronic device, metallic sheet for vapor chamber and manufacturing method of vapor chamber |
| JP7675348B2 (ja) | 2017-10-06 | 2025-05-13 | 大日本印刷株式会社 | ベーパーチャンバ、電子機器およびベーパーチャンバ用金属シート |
| JP2022172001A (ja) * | 2017-10-06 | 2022-11-11 | 大日本印刷株式会社 | ベーパーチャンバ、電子機器およびベーパーチャンバ用金属シート |
| JP2024024081A (ja) * | 2017-10-06 | 2024-02-21 | 大日本印刷株式会社 | ベーパーチャンバ、電子機器およびベーパーチャンバ用金属シート |
| JP7472947B2 (ja) | 2017-10-06 | 2024-04-23 | 大日本印刷株式会社 | ベーパーチャンバ、電子機器およびベーパーチャンバ用金属シート |
| JP2019128058A (ja) * | 2018-01-22 | 2019-08-01 | 新光電気工業株式会社 | ヒートパイプ及びその製造方法 |
| KR102302926B1 (ko) * | 2019-07-03 | 2021-09-16 | 주식회사 쿨링스 | 임의 형상을 가지는 방열기구의 제조방법 |
| KR20210004052A (ko) * | 2019-07-03 | 2021-01-13 | 주식회사 쿨링스 | 임의 형상을 가지는 방열기구의 제조방법 |
| KR102318527B1 (ko) * | 2020-02-14 | 2021-10-28 | 한국해양대학교 산학협력단 | 방열기에 적용되는 쿨링 블록 및 쿨링 블록용 냉각수 유로 판의 제조방법 |
| KR20210103778A (ko) * | 2020-02-14 | 2021-08-24 | 한국해양대학교 산학협력단 | 방열기에 적용되는 쿨링 블록 및 쿨링 블록용 냉각수 유로 판의 제조방법 |
| JP2022011552A (ja) * | 2020-06-30 | 2022-01-17 | 古河電気工業株式会社 | 熱輸送デバイス |
| JP2022162838A (ja) * | 2021-04-13 | 2022-10-25 | 日本製鉄株式会社 | 冷却床部材 |
| JP7814108B2 (ja) | 2021-04-13 | 2026-02-16 | 日本製鉄株式会社 | 冷却床部材 |
| CN113654384A (zh) * | 2021-08-20 | 2021-11-16 | 桂林电子科技大学 | 一种复合高温平板热管 |
| CN113654384B (zh) * | 2021-08-20 | 2023-07-21 | 桂林电子科技大学 | 一种复合高温平板热管 |
| JP7391407B2 (ja) | 2022-02-08 | 2023-12-05 | 健治 大沢 | 薄型ヒートパイプ |
| JP2023115878A (ja) * | 2022-02-08 | 2023-08-21 | 健治 大沢 | 薄型ウイック及び薄型ヒートパイプ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017106672A (ja) | 放熱装置、および、放熱装置の製造方法 | |
| JP6374603B2 (ja) | 電池パック | |
| CN214322184U (zh) | 具有易焊结构的散热装置 | |
| US10553918B2 (en) | Heat exchanger for battery cooling | |
| US20090205812A1 (en) | Isothermal vapor chamber and support structure thereof | |
| US9279625B2 (en) | Heat sink device for power modules of power converter assembly | |
| US20180066897A1 (en) | Vapor chamber and upper casing member thereof | |
| TWI601933B (zh) | 熱導結構 | |
| WO2020015474A1 (zh) | 电池冷却组件 | |
| JP2012044119A (ja) | 冷却装置 | |
| JPWO2015053140A1 (ja) | 電力変換装置 | |
| CN115143828A (zh) | 均温板 | |
| CN205584691U (zh) | 散热结构及包含该结构的水冷式散热装置 | |
| JP2013254787A (ja) | 熱交換器及びその製造方法 | |
| CN109600975A (zh) | 电机控制器总成及其散热器结构 | |
| JP6824551B2 (ja) | 電池モジュール及び電池モジュールの組立方法 | |
| CN107801351B (zh) | 蒸发器及其制作方法 | |
| JP2013225553A (ja) | 熱交換器及びその製造方法 | |
| TWM540463U (zh) | 具塑膠框體之輕量化液冷板組及散熱系統 | |
| US11402157B2 (en) | Lattice boiler evaporator | |
| JP2012169429A (ja) | 熱交換器 | |
| CN114340317A (zh) | 三维液冷散热装置 | |
| CN108109976B (zh) | 具塑胶框体的轻量化液冷板组及散热系统 | |
| CN206619591U (zh) | 功率器件散热装置及功率器件散热模块 | |
| TWM624816U (zh) | 均溫板強化結構 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180131 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181214 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190607 |