JP2014156067A - 樹脂レンズの製造方法 - Google Patents
樹脂レンズの製造方法 Download PDFInfo
- Publication number
- JP2014156067A JP2014156067A JP2013028302A JP2013028302A JP2014156067A JP 2014156067 A JP2014156067 A JP 2014156067A JP 2013028302 A JP2013028302 A JP 2013028302A JP 2013028302 A JP2013028302 A JP 2013028302A JP 2014156067 A JP2014156067 A JP 2014156067A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- lens
- mold
- base lens
- producing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
- B29D11/0048—Moulds for lenses
- B29D11/00528—Consisting of two mould halves joined by an annular gasket
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/0073—Optical laminates
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Ophthalmology & Optometry (AREA)
- Mechanical Engineering (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Eyeglasses (AREA)
Abstract
【課題】機能性樹脂層を注型成形して樹脂レンズを製造する方法において、製造した樹脂レンズが、密着性試験において、機械加工時におけるばかりでなく、耐温水性・耐熱水性試験における密着性も優れており、高温・高湿度条件における使用耐久性向上も期待できる樹脂レンズの製造方法を提供すること。
【解決手段】注型成形による樹脂レンズの製造方法。基材レンズ11を第一モールド11´とし、第一モールド11´の片面側に第二モールド17を略一定の所定隙間を有するように配する。第一・第二モールド11、17間の周面隙間をテーピング19等でシールしてキャビティ21を構成する。キャビティ21に液状樹脂原料を注入し機能性樹脂層を注型成形して、基材レンズ11と機能性樹脂層15とを一体化する。機能性樹脂層15の形成側面に熱可塑性エラストマーの接着剤層を形成した基材レンズ11を第一モールド11´とする。
【選択図】図1
【解決手段】注型成形による樹脂レンズの製造方法。基材レンズ11を第一モールド11´とし、第一モールド11´の片面側に第二モールド17を略一定の所定隙間を有するように配する。第一・第二モールド11、17間の周面隙間をテーピング19等でシールしてキャビティ21を構成する。キャビティ21に液状樹脂原料を注入し機能性樹脂層を注型成形して、基材レンズ11と機能性樹脂層15とを一体化する。機能性樹脂層15の形成側面に熱可塑性エラストマーの接着剤層を形成した基材レンズ11を第一モールド11´とする。
【選択図】図1
Description
本発明は、機能性樹脂層を備えた樹脂レンズの製造方法に関する。
従来、フォトクロミックレンズや防眩レンズや赤外線吸収レンズなどの機能性レンズは、レンズ(半製品)を成形(通常、注型成形)した後、顧客の処方度数に切削・研磨して製品としている。
この製法では、切削時に成形レンズの相当部分を廃棄することになり、同時に添加された高価なフォトクロミック剤や特定波長吸収剤や赤外線吸収剤も廃棄されしまい不経済であった。
さらに、これらの機能性レンズが中程度以上の度付きレンズである場合、内外周の厚みの差から色調に濃淡差が発生してしまい、ファッション性の観点からも問題があった。
すなわち、可及的に薄く、厚み差が少なくて色調に濃淡差が発生し難い度付きレンズの製造方法が希求されている。
そこで、特許文献1に記載されている下記製造方法を適用することが考えられる(段落0005参照)。
「少なくとも2種類の樹脂素材を用い屈折率が1.45以上の樹脂レンズを製造する方法であって、少なくとも1種類の樹脂素材を流動性のない成形体となし、該成形体の密着面にキャビティを形成し、該キャビティに前記樹脂素材とは性質の異なる別の素材原料を注入してキャビティ内で重合硬化させることにより、少なくとも2種類の性質の異なる樹脂素材が相互に密着し一体化した樹脂成型物を得て、該樹脂成型物から前記少なくとも2種類の性質の異なる樹脂素材の性質が相互に補完しあうことにより、表面反射特性、物性、染色性および加工性の少なくとも1種が向上したレンズを製造することを特徴とする。」
しかし、特許文献1では、同文献の表3「重合性密着テスト」に示される如く、基材レンズ:チオウレタン系樹脂(MR系)(ne=1.60)と機能性樹脂層:メチルメタクリレート系樹脂(PMMA)(ne=1.55)の組み合わせでは、密着性は得難い。
さらに、基材レンズ;エピスルフィド樹脂系(ne=1.74)と機能性樹脂層:チオウレタン系樹脂(ne=1.60)との含硫黄樹脂相互の組み合わせの場合においても、本発明者らは、無処理および接着前処理に関係なく、十分な密着性を得難いことを知見した(表2の比較例2-1・2-2および参照例2参照)。
そのような場合、接着剤層を基材レンズの機能性樹脂層形成面側に介在させることが考えられるが、そのような接着剤層を介在した機能性樹脂レンズは、本発明者らは、寡聞にして知らない。
その理由は、下記の如くであると考えられる。
チオウレタン系樹脂自体、熱硬化性樹脂であり、基材レンズが同系の含硫黄樹脂である場合、注入後硬化時に架橋接着することが考えられ、さらなる密着性向上が期待し難いばかりでなく、逆に異質層の介在により密着性が低下するおそれがある。
また、機能性樹脂層と基材レンズとの間に接着剤層が介在すると屈折異常や色むらが発生するおそれがある。
なお、本発明の特許性に影響を与えるものでないが、特許文献2に、偏光フィルムの片面又は両面に重合性液状材料を重合硬化させて透明合成樹脂層を注型成形させるに際して、偏光フィルム(偏光シート)の少なくとも片面にゴム状弾性を有する接着剤層を介在させる偏光樹脂レンズ(偏光素子)の製造方法が、提案されている(請求項1等)。
しかし、通常、(チオ)ウレタン樹脂等の熱硬化性樹脂で形成する基材レンズ(例えば中心厚)に対応する偏光フィルム(偏光シート)は、薄肉(フィルム:50μm、シート:700μm)で材質もポリビニルアルコール(PVAL)と異質的である。
また、機械加工に際して、偏光フィルム又は偏光シートと、透明合成樹脂層との間に剥離が発生するのは、薄肉の偏光フィルム層(通常、50μm前後)又は偏光シート(通常、700μm前後)と隣接する透明合成樹脂層との厚みの違いに基づく皴発生に起因するものであり、本発明で想定する厚肉樹脂層に対して薄肉の樹脂層を形成する場合の剥離とは異質的である。(引用文献2段落0021参照)。
本発明は、上記にかんがみ、機能性樹脂層を注型成形して樹脂レンズを製造する方法において、製造した樹脂レンズが、機械加工時におけるばかりでなく、耐温水性・耐熱水性試験における密着性も優れており、高温・高湿度条件下における使用耐久性向上も期待できる樹脂レンズの製造方法を提供することを目的とする。
本発明者らは、上記課題を解決するために、鋭意開発に努力をする過程で、熱硬化性樹脂からなる高屈折率の基材レンズに対して、特定の熱可塑性エラストマー等からなる接着剤層を介在させることで、基材レンズと機能性樹脂層との間の機械的密着性を向上させるのみでなく、高温・高湿度条件下における耐久性向上にも有効であることを知見した。そして、該知見に基づいて、下記構成の樹脂レンズの製造方法に想到した。
基材レンズを第一モールドとし、該第一モールドの片面側又は両面側に第二モールドを略一定の所定隙間を有するように配するとともに、前記第一・第二モールド間の周面隙間をテーピング又はガスケットでシールしてキャビティを構成し、
該キャビティに機能性付与剤を含有させた液状樹脂原料を注入し機能性樹脂層を注型成形して、前記基材レンズと前記機能性樹脂層とを一体化する樹脂レンズの製造方法において、
前記機能性樹脂層の形成側面に熱可塑性エラストマーの接着剤層を形成した基材レンズを前記第一モールドとする、
ことを特徴とする。
該キャビティに機能性付与剤を含有させた液状樹脂原料を注入し機能性樹脂層を注型成形して、前記基材レンズと前記機能性樹脂層とを一体化する樹脂レンズの製造方法において、
前記機能性樹脂層の形成側面に熱可塑性エラストマーの接着剤層を形成した基材レンズを前記第一モールドとする、
ことを特徴とする。
以下、本発明の樹脂レンズの製造方法について、詳細に説明する。
(1)基材レンズの成形
基材レンズ11としては、高屈折率(ne=1.58以上、望ましくは1.65以上)の熱硬化性樹脂材料で成形する。度付きレンズにおいて、薄肉化しやすいためである。成形方法は、基材レンズの成形材料を熱硬化性樹脂材料とする場合は、通常、注型成形とする。基材レンズの成形材料を熱可塑性樹脂材料とする場合は、射出成形としてもよい。
基材レンズ11としては、高屈折率(ne=1.58以上、望ましくは1.65以上)の熱硬化性樹脂材料で成形する。度付きレンズにおいて、薄肉化しやすいためである。成形方法は、基材レンズの成形材料を熱硬化性樹脂材料とする場合は、通常、注型成形とする。基材レンズの成形材料を熱可塑性樹脂材料とする場合は、射出成形としてもよい。
テーピング方式による成形では重合収縮により基材レンズ11の周面(コバ面)に凹凸が生じる。この周面に凹凸があると、後に実施する機能性樹脂層15をテーピンング方式で成形する際、テーピング19によるキャビティ21の封止が十分にできず、機能性樹脂層15の液状樹脂原料がキャビティ21から漏出しボイドが形成されてしまうおそれがある。このため、注型成形後の基材レンズ11に対して必要最小限の周面切削を行う。なお、基材レンズ11の外径は、この後に機能性樹脂層15成形で使用する第二モールド17の外径と同じにする。
高屈折率の熱硬化性樹脂材料としては、下記チオウレタン系樹脂(a)、エピスルフィド系樹脂(b)等の硫黄含有の熱硬化性樹脂を、好適に使用できる。
(a)チオウレタン系樹脂とは、ポリウレタン結合(-NHCOO-)の酸素原子の少なくとも1個が硫黄原子に入れ替わった結合(-NHCOS-、-NHCSO-、-NHCSS-)を有するポリマー(樹脂)を意味し、ポリイソシアナト、ポリイソチオシアナト、ポリイソシアナトチオイソシアナトより選ばれる1種または2種以上のポリイソシアナトと、ポリチオールおよび適宜ポリオールより選ばれる1種または2種以上の公知の活性水素化合物を好適に使用できる(特開平8−208792号公報等参照)。
ここでポリイソシアナトとしては、脂肪族系、脂環式系、芳香族系及びそれらの誘導体さらにはそれらの炭素鎖の一部に硫黄を導入したスルフィド・ポリスルフィド・チオカルボニル(チオケトン)誘導体を母体化合物とするものを挙げることができる。これらのうちで、耐黄変性の見地から、脂肪族系又は脂環式系のポリイソシアナトが望ましい。
また、ポリチオールとしては、同様に脂肪族系、脂環式系、芳香族系及びそれらの誘導体さらにはそれらの炭素鎖の一部に硫黄を導入したスルフィド・ポリスルフィド・ポリチオエーテルを母体化合物とするものを挙げることができる。これらのうちで、耐黄変性の見地から、同様に脂肪族系又は脂環式系のポリオールが望ましい。
具体的には、下記化学式で示されるポリチオエーテルを母体化合物とするものからなる又は主体とするものであることが望ましい。
他のポリチオールとしては、分岐炭化水素多価アルコールのω-メルカプト脂肪族カルボン酸の全置換エステルを好適に使用できる。
具体的には、トリメチロールプロパントリス(2-メルカプトグリコレート)、ペンタエリトリトールテトラキス(2-メルカプトグリコレート)、トリメチロールプロパントリス(3-メルカプトプロピオネート)、ペンタエリトリトールテトラキス(3-メルカプトプロピオネート)等を挙げることができる。
(b)エピスルフィド系樹脂とは、ジチオエポキシ化合物と硬化剤と、さらには、その他の重合性化合物とを反応させて得られるポリマー(樹脂)を意味し、例えば、下記化学式で示される直鎖アルキルスルフィド型ジチオエポキシ化合物を硬化させて得られる公知のものを使用できる(特開平9−110979号、特開平10−114764号公報等)。
上記硬化剤としては、通常のエポキシ樹脂用硬化剤であるアミン類、有機酸類、又は無機酸類を使用できる。
(2)接着剤の塗布:
熱可塑性エラストマー(TPE)からなる接着剤層13を基材レンズ11の機能性樹脂層15の形成側面(図例では、凸面側片面)に形成する。機能性樹脂層15を両面に形成する場合は、基材レンズ11の両面に接着剤層13を形成する。
熱可塑性エラストマー(TPE)からなる接着剤層13を基材レンズ11の機能性樹脂層15の形成側面(図例では、凸面側片面)に形成する。機能性樹脂層15を両面に形成する場合は、基材レンズ11の両面に接着剤層13を形成する。
基材レンズ11にディッピング(浸漬塗布)、スピンコート等の公知の方法で接着剤を塗布し、常温・加熱乾燥により固化させて接着剤層13を備えた第一モールド11´を調製する。
このとき、接着剤層13の厚みは、接着剤の材質や基材レンズ11の種類によって、若干変動するが、密着性の観点からは300nm(望ましくは、650nm)以上とし、光学特性の観点から1200nm(望ましくは1000nm)以下として、その範囲から適宜選定する。
また、常温・加熱乾燥の条件は、接着剤の材質や基材レンズの種類によって、20〜120℃×5分〜10時間の範囲から、適宜選定する。
TPEとしては、具体的には、下記(a)エステル系TPE及び(b)ウレタン系TPEを好適に使用可能である。
(a)エステル系TPE:
エステル系TPE(TPEE)としては、ポリエステル・ポリエーテル型及びポリエステル・ポリエステル型の双方を使用可能である。
エステル系TPE(TPEE)としては、ポリエステル・ポリエーテル型及びポリエステル・ポリエステル型の双方を使用可能である。
上記TPEEは、ハードセグメントにポリエステル、ソフトセグメントにポリエーテル又はポリエステルを使用したマルチブロック共重合体である。
そして、上記TPEEのハードセグメントとソフトセグメントのモル比率は、前者/後者=約30/70〜90/10、望ましくは、約40/60〜80/20とする。ハードセグメントの割合が過少では、硬さ、モジュラス、機械的強度及び耐熱性が低下し、過多ではゴム状弾性及び低温特性が低下する。
本発明におけるTPEEとしては、表面硬度(ショアD):約35〜75、曲げ弾性率:約4〜800MPaを示すものが望ましい。
以下に、TPEEのハードセグメントとソフトセグメントの具体例を挙げる。
・ハードセグメント構成ポリエステル:
具体的には、ジカルボン酸と低分子グリコールよりなる。
上記ジカルボン酸としては、テレフタル酸、イソフタル酸、フタル酸、2,6-ナフタレンジカルボン酸等の芳香族ジカルボン酸、コハク酸、アジピン酸、アゼライン酸、デカメチレンジカルボン酸,オクタデカンジカルボン酸等の炭素数4〜20の直鎖飽和脂肪族ジカルボン酸、ε-オキシカプロン酸等の脂肪族オキソカルボン酸(下記一般式参照)、ダイマー酸(二重結合を有する脂肪族モノカルボン酸を二量重合させた二塩基酸)等、及びこれらのエステル形成性誘導体が挙げられる。これらの中でもテレフタル酸、2,6-ナフタレンジカルボン酸が望ましい。
具体的には、ジカルボン酸と低分子グリコールよりなる。
上記ジカルボン酸としては、テレフタル酸、イソフタル酸、フタル酸、2,6-ナフタレンジカルボン酸等の芳香族ジカルボン酸、コハク酸、アジピン酸、アゼライン酸、デカメチレンジカルボン酸,オクタデカンジカルボン酸等の炭素数4〜20の直鎖飽和脂肪族ジカルボン酸、ε-オキシカプロン酸等の脂肪族オキソカルボン酸(下記一般式参照)、ダイマー酸(二重結合を有する脂肪族モノカルボン酸を二量重合させた二塩基酸)等、及びこれらのエステル形成性誘導体が挙げられる。これらの中でもテレフタル酸、2,6-ナフタレンジカルボン酸が望ましい。
一般式:R1CO(CH2 )n COOH
注)R1:アルキル基又はH、n=0〜19。
注)R1:アルキル基又はH、n=0〜19。
上記低分子グリコールとしては、エチレングリコール、トリメチレングリコール、1,4-ブタンジオール、1,5-ペンタンジオール、1,6-ヘキサンジオール、ネオペンチルグリコール、1,6-シクロヘキサンジメタノール、等、及びそれらのエステル形成誘導体が挙げられる。これらの中でもエチレングリコール、1,4-ブタンジオールが望ましい。
・ソフトセグメントを構成するポリエステル:
ジカルボン酸類と長鎖グリコールよりなり、ジカルボン酸類としては、前記のものが挙げられる。
ジカルボン酸類と長鎖グリコールよりなり、ジカルボン酸類としては、前記のものが挙げられる。
長鎖グリコールとしては、ポリ(1,2-ブタジエングリコール)、ポリ(1,4-ブタジエングリコール)及びそれらの水素添加物等が挙げられる。
また、ε-カプロラクトン(C6)、エナントラクトン(C7)、及びカプリロラクトン(C8)等もソフトセグメントのポリエステルとして有用である。
これらの中で、ε-カプロラクトンが望ましい。
・ソフトセグメントを構成するポリエーテル:
ポリ(エチレンオキシド)グリコール、ポリ(1,2-プロピレンオキシド)グリコール、ポリ(1,3-プロピレンオキシド)グリコール、ポリ(テトラメチレンオキシド)グリコール等のポリ(アルキレンオキシド)グリコール類が挙げられ、これらの中でポリ(テトラメチレンオキシド)グリコールが使用に際して望ましい。
ポリ(エチレンオキシド)グリコール、ポリ(1,2-プロピレンオキシド)グリコール、ポリ(1,3-プロピレンオキシド)グリコール、ポリ(テトラメチレンオキシド)グリコール等のポリ(アルキレンオキシド)グリコール類が挙げられ、これらの中でポリ(テトラメチレンオキシド)グリコールが使用に際して望ましい。
上記TPEEは、慣用の方法で製造が可能である。具体的には、ジカルボン酸の低級アルキルエステルを、脂肪族長鎖グリコール及び低分子グリコールと混合して、テトラブチルチタネート等の触媒の存在下で約150〜200℃の温度で加熱して、エステル交換反応により低重合体を合成する。そして、この低重合体を高真空下約220〜280℃で加熱攪拌し、重縮合を行い、TPEEとする。前記低重合体はジカルボン酸と長鎖グリコール及び低分子グリコールとの直接エステル化反応によっても得ることができる。
上記において、TPEEを塗膜形成ポリマーの全部とせず、主体とする場合に組み合わせ可能なポリマーとしては、TPEEと混和可能なポリマーであれば特に限定されない。例えば、通常のエステル系樹脂(PBT、PET等)、アミド系樹脂、さらには、アミド系TPE等任意である。これらのポリマーのポリマー全体に対する比率は、約50%未満、望ましくは約30%未満とする。
このようなTPEEは、溶液タイプの形態で添加してもよいが、加工性及び環境保護の観点より水性エマルションの形態で添加することが望ましい。
この水性エマルション化は、慣用の方法により行うことができる。具体的には、ポリマーを界面活性剤(外部乳化剤)の存在下、高い機械的剪断を行って強制的に乳化させる強制乳化法が望ましい。
通常使用される界面活性剤としては、
・アニオン系界面活性剤…ラウリルベンゼンスルホン酸ナトリウム等のアルキルベンゼンスルホン酸ソーダ類、ナトリウムジオクチルスルホサクシネート、等、
・カチオン系界面活性剤…第4級アンモニウム塩、等、
・ノニオン系界面活性剤…ポリエチレングリコール、長鎖アルコールのエチレンオキサイド付加物、アルキルフェノールのエチレンオキサイド付加物、等、
が挙げられる。これらの中で、ラウリルベンゼンスルホン酸ナトリウムが望ましい。
・アニオン系界面活性剤…ラウリルベンゼンスルホン酸ナトリウム等のアルキルベンゼンスルホン酸ソーダ類、ナトリウムジオクチルスルホサクシネート、等、
・カチオン系界面活性剤…第4級アンモニウム塩、等、
・ノニオン系界面活性剤…ポリエチレングリコール、長鎖アルコールのエチレンオキサイド付加物、アルキルフェノールのエチレンオキサイド付加物、等、
が挙げられる。これらの中で、ラウリルベンゼンスルホン酸ナトリウムが望ましい。
また、ポリマーにイオン性の親水基を導入し、乳化剤の助力無しに水中に分散安定させる自己乳化法で行う、又は併用してもよい。
なお、上記において溶液タイプとする場合は、炭化水素類、ハロゲン化類、アルコール類、ケトン類、エステル類、エーテル類の各種溶剤を、単独で又は併用して溶液タイプとする。
(b)ウレタン系TPE
上記ウレタン系TPEは、溶液タイプの形態で添加してもよいが、加工性及び環境保護の観点より、水性エマルションの形態で添加することが望ましい。
上記ウレタン系TPEは、溶液タイプの形態で添加してもよいが、加工性及び環境保護の観点より、水性エマルションの形態で添加することが望ましい。
上記ウレタン系TPEは、通常、長鎖ポリオールとポリイソシアナトからなるソフトセグメントと、短鎖ポリオールとポリイソシアナトからなるハードセグメントとで構成されるものである。さらには、基材レンズ等に塗布・硬化後、部分架橋可能なようにポリアミン等の反応性成分を添加したものが望ましい。
そして、上記ソフトセグメントを構成する長鎖ポリオールとしては、ポリアルキレングリコール(PTMG等)のポリエーテル系、ポリアルキレンアジペート、ポリカプロラクトン、ポリカーボネート等のポリエステル系や、両者が混在するポリエーテルポリエステル系など任意である。これらのうちで、ポリエステル系・ポリエーテルポリエステル系が、耐衝撃性の見地から望ましい。
また、上記ハードセグメントを構成する短鎖ポリオールとしては、エチレングリコール、1,2-プロピレングリコール、1,3-ブタンジオール、1,4-ブタンジオール、1,6-ヘキサンジオール、ネオペンチルグリコール、ジエチレングリコール等が例示できる。
また、上記ポリイソシアナトとしては、トリレンジイソシアナト、4,4'-ジフェニルメタンジイソシアナト(MDI)、1,5-ナフタレンジイソシアナト等の芳香族系、1,6-ヘキサメチレンジイソシアナト、イソホロンジイソシアナト、水素添加MDI等の脂肪族・脂環式系のものを挙げることができる。耐光性等の見地から、非黄変性タイプの脂肪族・脂環式系のものが望ましい。
このようなウレタン系TPEは、前記TPEEと同様、溶液タイプの形態で添加してもよいが、加工性及び環境保護の観点より水性エマルションの形態で添加することが望ましい。これらの水性エマルション化および溶液タイプ化も、前記TPEEと同様の方法で行うことができる。
(3)キャビティの調製:
本実施形態の機能性樹脂層15の成形型のキャビティ21は、基材レンズ11を第一モールド11´とし、該第一モールド11´の片面側に略一定の所定隙間が形成されるように第二モールド17を配するとともに、第一・第二モールド11´、17の周面隙間をテーピング19でシールして構成する。図例ではテーピング方式であるが、ガスケットシール方式でもよい。
本実施形態の機能性樹脂層15の成形型のキャビティ21は、基材レンズ11を第一モールド11´とし、該第一モールド11´の片面側に略一定の所定隙間が形成されるように第二モールド17を配するとともに、第一・第二モールド11´、17の周面隙間をテーピング19でシールして構成する。図例ではテーピング方式であるが、ガスケットシール方式でもよい。
そして、第一モールド11´は、基材レンズ11の機能性樹脂層15の形成側面に熱可塑性エラストマーで接着剤層13を形成したものとする。なお、基材レンズの両側に機能性樹脂層を形成する場合は、第二モールド17を第一モールド13の両面側に略一定の所定間隔を有するように配するとともに、両面に接着剤層13を形成した基材レンズ11を第一モールド11´とする。
また、第二モールド17は、通常、ガラス製とするが、ガラス製に限らず、樹脂製、セラミック製等であってもよい。
このときのキャビティ21の隙間である前記所定隙間は、液状樹脂原料流動特性や機能性樹脂層15に要求される機能性付与度等により異なるが、通常、注型性および機能性付与の観点から0.2mm以上、望ましくは0.3mm以上、さらに望ましくは0.5mm以上とし、ファッション性、軽量化の観点から3mm以下、望ましくは1.5mm以下、さらに望ましくは1mm以下とする。
(4)機能性樹脂層の注型成形
次に、機能性樹脂層15の液状樹脂原料を、上記キャビティ21に注入して、熱硬化重合や紫外線硬化重合などの手段により重合硬化乃至架橋硬化させる。
次に、機能性樹脂層15の液状樹脂原料を、上記キャビティ21に注入して、熱硬化重合や紫外線硬化重合などの手段により重合硬化乃至架橋硬化させる。
ここで使用する液状樹脂原料は、屈折率が、基材レンズの形成樹脂の屈折率より低いものを使用する。当該組成とすることにより機能性樹脂層側の反射率が低下して結果的に透過率が増大する(特許文献1段落0014・0015)。
例えば、中低屈折率〜低屈折率(ne=1.58未満)の、メタクリレート系、ポリカーボネート系等の熱可塑性樹脂、ウレタン樹脂、ジアリルカーボネート(CR−39)、ジアリルフタレート(DAP)等の熱硬化性樹脂を使用可能である。さらには、基材レンズをチオウレタン樹脂とした場合でも、基材レンズに用いたものより低い屈折率のチオウレタン樹脂を使用してもよい。
そして、液状樹脂原料には、フォトクロミック剤、特定波長吸収剤および赤外線吸収剤の少なくとも1種類以上を含有するものを使用する。これらの薬剤は、適宜溶剤に拡散させて、液状樹脂原料に混合する。
上記フォトクロミック剤としては、スピロピラン系化合物、スピロオキサジン系化合物、クロメン系化合物およびフルギド系化合物等を好適に使用できる。
上記特定波長吸収剤としては、スクアリリウム系化合物、テトラアザポルフィリン系化合物及びネオジム化合物等を好適に使用できる。
上記赤外線吸収剤としては、フタロシアニン系化合物および無機系ゾル等を好適に使用できる。
なお、機能性樹脂層の注型成形による製造に際して、レンズ材料である重合性液状材料に、種々の添加剤、例えば、染料、青味付け(ブルーイング)剤、内部離型剤、消臭剤、酸化防止剤、安定剤、重合開始剤等を必要に応じて添加してもよい。なお、樹脂硬化(重合)は、熱硬化重合、紫外線硬化重合等で行う。
(5)樹脂レンズの離型取り出し・後処理:
液状樹脂原料が重合硬化により、機能性樹脂層15と基材レンズ11(第一モールド11´)とが一体化した成形品(樹脂レンズ)となる。該成形品を第二モールド17から離型することにより樹脂レンズを取り出す。こうして製造した機能性樹脂層15を備えた樹脂レンズの表面を、一般的に行われている強化塗膜(ハードコート)を塗布し、硬度等の改質処理することが望ましい。
液状樹脂原料が重合硬化により、機能性樹脂層15と基材レンズ11(第一モールド11´)とが一体化した成形品(樹脂レンズ)となる。該成形品を第二モールド17から離型することにより樹脂レンズを取り出す。こうして製造した機能性樹脂層15を備えた樹脂レンズの表面を、一般的に行われている強化塗膜(ハードコート)を塗布し、硬度等の改質処理することが望ましい。
さらに、防曇処理加工、反射防止加工、撥水処理加工、帯電防止処理加工等の汎用の表面処理を適宜施す。
以下、本発明を、実施例に基づいて更に詳細に説明する。なお、以下の説明で、「配合組成」を示す「部」は、特に断らない限り質量単位である。また、会社名とともにカギ括弧表記したものは、特に断らない限り登録商標である。
なお、キャビティを形成する粘着テープは、38μm厚PETフィルム上にシリコーン系粘着剤が塗布されたスリオンテック社製粘着テープNo「6263-71」を使用した。
<実施例1群>
チオウレタン系樹脂(熱硬化性)で基材レンズ11を形成し、フォトクロミック剤を配合したメタクリレート系樹脂(熱可塑性)で機能性樹脂層15を形成した組み合わせの群である。
チオウレタン系樹脂(熱硬化性)で基材レンズ11を形成し、フォトクロミック剤を配合したメタクリレート系樹脂(熱可塑性)で機能性樹脂層15を形成した組み合わせの群である。
(1)基材レンズ用成形型の調製
下記仕様の凸面側モールドおよび凹面側モールドの2枚1組を中心間隔5.0mmとなるように粘着テープでテーピングして成形型のキャビティを調製した。
・凸面側モールド:ガラス製、φ80mm、R=66.16mm、CT=4.0mm
・凹面側モールド:ガラス製、φ80mm、R=66.16mm、CT=4.0mm
下記仕様の凸面側モールドおよび凹面側モールドの2枚1組を中心間隔5.0mmとなるように粘着テープでテーピングして成形型のキャビティを調製した。
・凸面側モールド:ガラス製、φ80mm、R=66.16mm、CT=4.0mm
・凹面側モールド:ガラス製、φ80mm、R=66.16mm、CT=4.0mm
1)基材レンズ用の液状樹脂原料の調製
2,5-ビシクロ[2,2,1]ヘプタンビス(メチルイソシアナト):100部に硬化剤としてジブチルチンジクロライド:0.1部、内部離型剤としてアルキル燐酸エステル2部、更に紫外線吸収剤として3-5-[(2-ベンゾトリアゾール)-3-t-ブチル-4-ヒドロキシフェニル]プロピオン酸とポリエチレングリコールとのモノエステル:2.0部を液温15℃窒素ガス雰囲気下で1時間充分に撹拌した。その後、更にペンタエリスリトールテトラキス(3-メルカプトプロピオネート):50部と4,7-ビス(メルカプトメチル)-3,6,9-トリチア-1,11-ウンデカンジチオール:50部を添加し、更に窒素ガス雰囲気下で15℃に温度調節しながら1時間混合撹拌した。続いて、真空ポンプを用いて液温度15℃、133Paで撹拌しながら1時間脱気後、1μmフィルターでろ過して屈折率(ne)1.60のチオウレタン系レンズの液状樹脂原料を調製した。
2,5-ビシクロ[2,2,1]ヘプタンビス(メチルイソシアナト):100部に硬化剤としてジブチルチンジクロライド:0.1部、内部離型剤としてアルキル燐酸エステル2部、更に紫外線吸収剤として3-5-[(2-ベンゾトリアゾール)-3-t-ブチル-4-ヒドロキシフェニル]プロピオン酸とポリエチレングリコールとのモノエステル:2.0部を液温15℃窒素ガス雰囲気下で1時間充分に撹拌した。その後、更にペンタエリスリトールテトラキス(3-メルカプトプロピオネート):50部と4,7-ビス(メルカプトメチル)-3,6,9-トリチア-1,11-ウンデカンジチオール:50部を添加し、更に窒素ガス雰囲気下で15℃に温度調節しながら1時間混合撹拌した。続いて、真空ポンプを用いて液温度15℃、133Paで撹拌しながら1時間脱気後、1μmフィルターでろ過して屈折率(ne)1.60のチオウレタン系レンズの液状樹脂原料を調製した。
2)上記1)で調製した液状樹脂原料を成形型に注入して、下記加熱条件で成形をし、樹脂原料が加熱重合した後、クサビ状工具で物理的(機械的)に離型して、成形型から取り出した。
20℃→8時間→20℃→4時間→60℃→2時間→100℃→1時間→120℃→2時間→120℃→4時間→40℃
20℃→8時間→20℃→4時間→60℃→2時間→100℃→1時間→120℃→2時間→120℃→4時間→40℃
(2)接着剤の塗布
下記処方で均一な状態になるまで撹拌して調製した水性エマルションエステルTPE系の接着剤「A-01」 を基材レンズ11の両面(図例では片面)に下記条件で塗布して第一モールド(図例では凹面側モールド)11´を調製した。なお、機能性樹脂層形成側でない面に不要な接着剤層が残るが、当該面は消費者の要求度数に応じて切削するため、接着剤層を除去する工程は不要である。
下記処方で均一な状態になるまで撹拌して調製した水性エマルションエステルTPE系の接着剤「A-01」 を基材レンズ11の両面(図例では片面)に下記条件で塗布して第一モールド(図例では凹面側モールド)11´を調製した。なお、機能性樹脂層形成側でない面に不要な接着剤層が残るが、当該面は消費者の要求度数に応じて切削するため、接着剤層を除去する工程は不要である。
・「ペスレジンA-160P」(高松油脂株式会社製、水分散エマルション、固形分27%):100部
・メチルアルコール:900部
・シリコーン系界面活性剤「SILWET L-77」(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製):2部
塗布方法:ディッピング(15℃、30秒、実施例1-1:45mm/分、実施例1-2:200mm/分、実施例1-3:300mm/分)
乾燥条件:50℃×30分
・メチルアルコール:900部
・シリコーン系界面活性剤「SILWET L-77」(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製):2部
塗布方法:ディッピング(15℃、30秒、実施例1-1:45mm/分、実施例1-2:200mm/分、実施例1-3:300mm/分)
乾燥条件:50℃×30分
(3)キャビティの調製
下記仕様の第一モールド11´および第二モールド17を用いて中心間隔1.0mmとなるように粘着テープでテーピング19してキャビティ21(成形型)を調製した。
下記仕様の第一モールド11´および第二モールド17を用いて中心間隔1.0mmとなるように粘着テープでテーピング19してキャビティ21(成形型)を調製した。
・第一モールド11´:基材レンズ、φ80mm、R(接着面)=66.16mm、CT=5.0mm
・第二モールド17:ガラス製、φ80mm、R=66.16mm、CT=4.0mm
・第二モールド17:ガラス製、φ80mm、R=66.16mm、CT=4.0mm
(4)機能性樹脂層の成形:
1)機能性樹脂材料の調製:
株式会社トクヤマ製のフォトクロミック機能レンズ原料「トランシェイド500PRE」:100部、硬化触媒としてAKZO Nobel社製「Trigonox23-C7」:1.3部、「Trigonox21S」:0.1部を窒素ガス雰囲気下で20℃に温度調節しながら30分混合撹拌した。
1)機能性樹脂材料の調製:
株式会社トクヤマ製のフォトクロミック機能レンズ原料「トランシェイド500PRE」:100部、硬化触媒としてAKZO Nobel社製「Trigonox23-C7」:1.3部、「Trigonox21S」:0.1部を窒素ガス雰囲気下で20℃に温度調節しながら30分混合撹拌した。
真空ポンプを用いて液温:15℃、絶対圧:133Paの設定条件で、撹拌しながら1時間脱気後、1μmフィルターでろ過して屈折率(ne)1.55のフォトクロミック剤を含有させたメタクリレート系樹脂の液状樹脂原料を調製した。
2)上記液状樹脂原料を前記(3)で調製したキャビティに注入して、下記加熱条件で成形した。
35℃→8時間→35℃→4時間→50℃→2時間→70℃→1時間→90℃→2時間→90℃→2時間→60℃
35℃→8時間→35℃→4時間→50℃→2時間→70℃→1時間→90℃→2時間→90℃→2時間→60℃
(5)離型:
キャビティ内の液状樹脂原料が加熱重合により基材レンズ11(第一モールド11´)と機能性樹脂層15とが一体化された樹脂レンズ(成形品)を、第二モールド17からクサビ状工具で物理的(機械的)に離型して、各試料(樹脂レンズ)とした。
キャビティ内の液状樹脂原料が加熱重合により基材レンズ11(第一モールド11´)と機能性樹脂層15とが一体化された樹脂レンズ(成形品)を、第二モールド17からクサビ状工具で物理的(機械的)に離型して、各試料(樹脂レンズ)とした。
<比較例1群>
上記実施例1群において、接着剤の塗布の代わりに、下記各条件でプラズマエッチング処理(比較例1-1)又はアルカリエッチング処理(比較例1-2)を基材レンズに施した以外は、同じ条件で試料(樹脂レンズ)を作成した。
比較例1-1:ヤマト科学株式会社製「プラズマリアクターPR501A」を用いて、酸素ガス(流量40cc/min)、プラズマ出力100W×処理時間40秒の条件で行った。
比較例1-2:30℃のNaOH水溶液(10wt%)に5分浸漬した。
上記実施例1群において、接着剤の塗布の代わりに、下記各条件でプラズマエッチング処理(比較例1-1)又はアルカリエッチング処理(比較例1-2)を基材レンズに施した以外は、同じ条件で試料(樹脂レンズ)を作成した。
比較例1-1:ヤマト科学株式会社製「プラズマリアクターPR501A」を用いて、酸素ガス(流量40cc/min)、プラズマ出力100W×処理時間40秒の条件で行った。
比較例1-2:30℃のNaOH水溶液(10wt%)に5分浸漬した。
<参照例1>
上記実施例1群において、基材レンズを無処理として、同一条件で試料(樹脂レンズ)を作成した。
上記実施例1群において、基材レンズを無処理として、同一条件で試料(樹脂レンズ)を作成した。
<実施例2群>
基材レンズ11をエピスルフィド系樹脂(熱硬化性樹脂)で形成し、機能性樹脂層15を、特定波長吸収剤を配合したチオウレタン系(熱硬化性樹脂)で形成した組み合わせの群である。
基材レンズ11をエピスルフィド系樹脂(熱硬化性樹脂)で形成し、機能性樹脂層15を、特定波長吸収剤を配合したチオウレタン系(熱硬化性樹脂)で形成した組み合わせの群である。
(1)基材レンズ用成形型の調製
下記仕様の凸面側モールドおよび凹面側モールドとの中心間隔が5.0mmとなるように粘着テープでテーピングして成形型を調製した。
・凸面側モールド:ガラス製、φ80mm、R=66.16mm、CT=4.0mm
・凹面側モールド:ガラス製、φ80mm、R(接着面)=66.16mm、CT=4.0mm
下記仕様の凸面側モールドおよび凹面側モールドとの中心間隔が5.0mmとなるように粘着テープでテーピングして成形型を調製した。
・凸面側モールド:ガラス製、φ80mm、R=66.16mm、CT=4.0mm
・凹面側モールド:ガラス製、φ80mm、R(接着面)=66.16mm、CT=4.0mm
1)基材レンズ用重合性液状材料の調製
ビス(2,3-エピチオプロピル)ジスルフィド:90部、4,7-ビス(メルカプトメチル)-3,6,9-トリチア-1,11-ウンデカンジチオール:10部を窒素ガス雰囲気下で15℃に温度調節しながら30分混合撹拌し、硬化剤としてN,N-ジメチルシクロヘキシルアミン:0.3部、香気性付与剤としてイソプレゴール:0.3部、更に紫外線吸収剤として3-5[-(2-ベンゾトリアゾール)-3-t-ブチル-4-ヒドロキシフェニル]プロピオン酸とポリエチレングリコールとのモノエステル:1.5部をそれぞれ添加し、更に窒素ガス雰囲気下で15℃に温度調節しながら30分混合撹拌した。続いて、真空ポンプを用いて液温度15℃、133Paで撹拌しながら1時間脱気後、1μmフィルターでろ過して屈折率(ne)1.74のエピスルフィド系樹脂の液状樹脂原料を調製した。
ビス(2,3-エピチオプロピル)ジスルフィド:90部、4,7-ビス(メルカプトメチル)-3,6,9-トリチア-1,11-ウンデカンジチオール:10部を窒素ガス雰囲気下で15℃に温度調節しながら30分混合撹拌し、硬化剤としてN,N-ジメチルシクロヘキシルアミン:0.3部、香気性付与剤としてイソプレゴール:0.3部、更に紫外線吸収剤として3-5[-(2-ベンゾトリアゾール)-3-t-ブチル-4-ヒドロキシフェニル]プロピオン酸とポリエチレングリコールとのモノエステル:1.5部をそれぞれ添加し、更に窒素ガス雰囲気下で15℃に温度調節しながら30分混合撹拌した。続いて、真空ポンプを用いて液温度15℃、133Paで撹拌しながら1時間脱気後、1μmフィルターでろ過して屈折率(ne)1.74のエピスルフィド系樹脂の液状樹脂原料を調製した。
2)上記1)で調製した液状樹脂原料を前記基材レンズ用の成形型に注入して、下記加熱条件で成形をし、加熱重合後、クサビ状工具で物理的(機械的)に離型した。
20℃→8時間→20℃→4時間→60℃→2時間→100℃→1時間→120℃→2時間→120℃→4時間→40℃
20℃→8時間→20℃→4時間→60℃→2時間→100℃→1時間→120℃→2時間→120℃→4時間→40℃
(2)接着剤の塗布
下記処方で均一な状態になるまで撹拌して調製した水性エマルションエステルTPE系の接着剤「A-02」 を、基材レンズ11の両面(図例では片面)に下記条件で塗布して第一モールド(凹面側モールド)11´とした。
下記処方で均一な状態になるまで撹拌して調製した水性エマルションエステルTPE系の接着剤「A-02」 を、基材レンズ11の両面(図例では片面)に下記条件で塗布して第一モールド(凹面側モールド)11´とした。
・水性エマルションポリウレタン「スーパーフレックス150」(第一工業製薬社製、固形分濃度:30%、無黄変型、エステル・エーテル系):100部
・メチルアルコール:600部
・レベリング剤としてシリコーン系界面活性剤:1部
塗布方法:ディッピング(20℃、60秒、実施例2-1:45mm/分、実施例2-2:200mm/分、実施例2-3:300mm/min)
乾燥条件:70℃×60分
・メチルアルコール:600部
・レベリング剤としてシリコーン系界面活性剤:1部
塗布方法:ディッピング(20℃、60秒、実施例2-1:45mm/分、実施例2-2:200mm/分、実施例2-3:300mm/min)
乾燥条件:70℃×60分
(3)キャビティの構成
下記仕様の第一モールド(凹面側モールド)11´および第二モールド(凸面側モールド)17を用いて中心間隔が1.0mmとなるように粘着テープでテーピング19してキャビティ21(成形型)を調製した。
下記仕様の第一モールド(凹面側モールド)11´および第二モールド(凸面側モールド)17を用いて中心間隔が1.0mmとなるように粘着テープでテーピング19してキャビティ21(成形型)を調製した。
・第一モールド11´:基材レンズ、φ80mm、R(接着面)=66.16mm、CT=5.0mm
・第二モールド17:ガラス製、φ80mm、R=66.16mm、CT=4.0mm
・第二モールド17:ガラス製、φ80mm、R=66.16mm、CT=4.0mm
(4)機能性樹脂層の成形
1)機能性樹脂材料の調製:
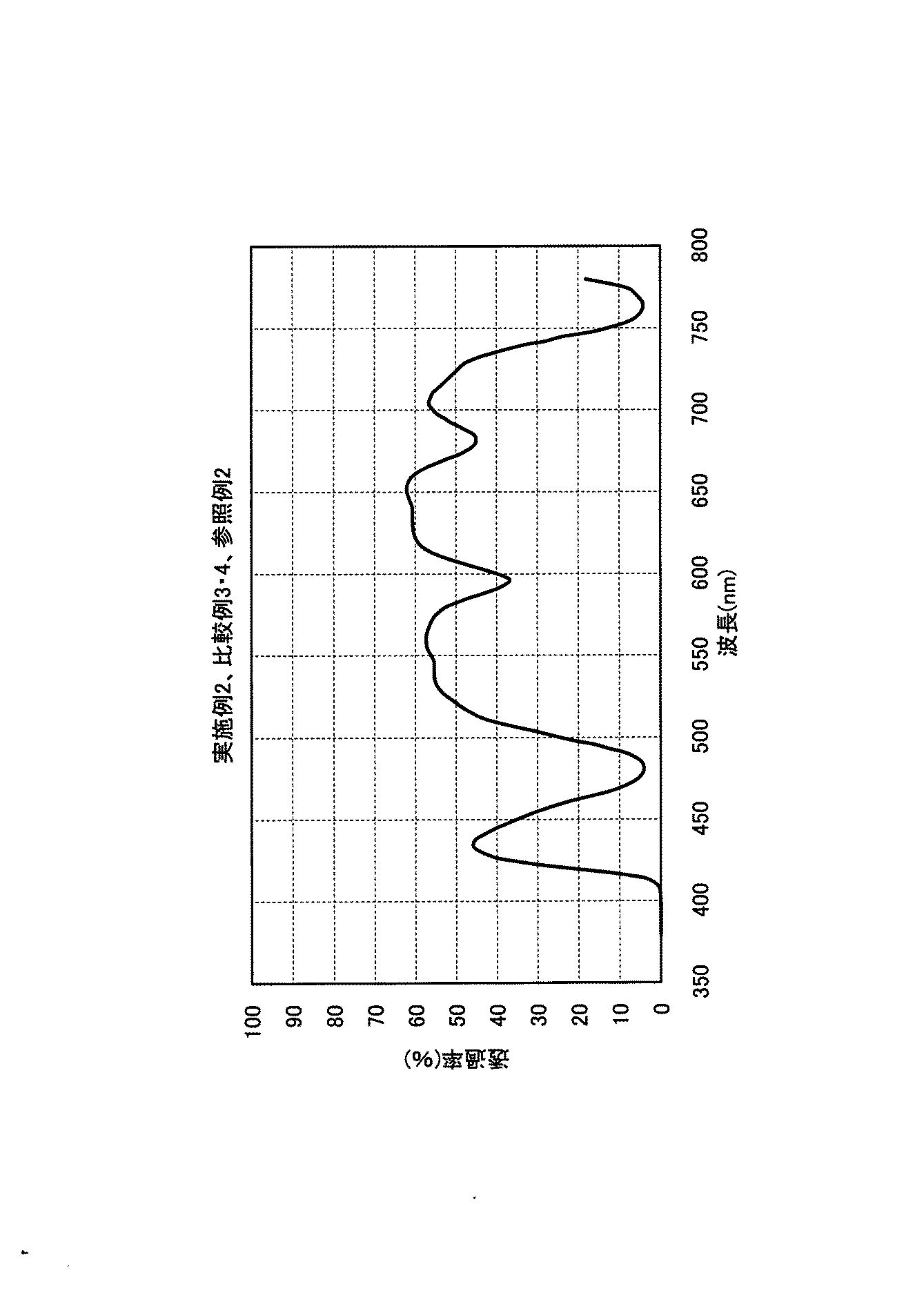
2,5-ビシクロ[2,2,1]ヘプタンビス(メチルイソシアナト):100部に硬化剤としてジブチルチンジクロライド:0.1部、内部離型剤としてアルキル燐酸エステル2部、更に紫外線吸収剤として2-(2H-ベンゾトリアゾール-2-イル)-4-(1,1,3,3-テトラメチルブチル)フェノール:4.8部、特定波長吸収剤としてテトラアザポリフィリン系金属錯体化合物(吸収ピーク波長480nm):3×10-3部とテトラアザポリフィリン系金属錯体化合物(吸収ピーク波長595nm):1×10-3部と赤外線吸収剤としてフタロシアニン系金属錯体化合物(吸収ピーク波長760nm):1×10-3部を液温15℃窒素ガス雰囲気下で1時間充分に撹拌した。その後更にペンタエリスリトールテトラキス(3-メルカプトプロピオネート):50部と4,7-ビス(メルカプトメチル)-3,6,9-トリチア-1,11-ウンデカンジチオール:50部を添加し、更に窒素ガス雰囲気下で15℃に温度調節しながら1時間混合撹拌した。
1)機能性樹脂材料の調製:
2,5-ビシクロ[2,2,1]ヘプタンビス(メチルイソシアナト):100部に硬化剤としてジブチルチンジクロライド:0.1部、内部離型剤としてアルキル燐酸エステル2部、更に紫外線吸収剤として2-(2H-ベンゾトリアゾール-2-イル)-4-(1,1,3,3-テトラメチルブチル)フェノール:4.8部、特定波長吸収剤としてテトラアザポリフィリン系金属錯体化合物(吸収ピーク波長480nm):3×10-3部とテトラアザポリフィリン系金属錯体化合物(吸収ピーク波長595nm):1×10-3部と赤外線吸収剤としてフタロシアニン系金属錯体化合物(吸収ピーク波長760nm):1×10-3部を液温15℃窒素ガス雰囲気下で1時間充分に撹拌した。その後更にペンタエリスリトールテトラキス(3-メルカプトプロピオネート):50部と4,7-ビス(メルカプトメチル)-3,6,9-トリチア-1,11-ウンデカンジチオール:50部を添加し、更に窒素ガス雰囲気下で15℃に温度調節しながら1時間混合撹拌した。
真空ポンプを用いて液温度15℃、133Paで撹拌しながら1時間脱気後、1μmフィルターでろ過して屈折率(ne)1.60のチオウレタン系レンズの液状樹脂原料を調製した。
2)上記液状樹脂原料を前記(3)で調製したキャビティに注入して、下記加熱条件で成形した。
20℃→8時間→20℃→4時間→60℃→2時間→100℃→1時間→120℃→2時間→120℃→4時間→40℃
20℃→8時間→20℃→4時間→60℃→2時間→100℃→1時間→120℃→2時間→120℃→4時間→40℃
(5)離型:
キャビティ内の液状樹脂原料が加熱重合により基材レンズ11(第一モールド11´)と機能性樹脂層15とが一体化された樹脂レンズ(成形品)を、第二モールド17からクサビ状工具で物理的(機械的)に離型して、各試料(樹脂レンズ)とした。
キャビティ内の液状樹脂原料が加熱重合により基材レンズ11(第一モールド11´)と機能性樹脂層15とが一体化された樹脂レンズ(成形品)を、第二モールド17からクサビ状工具で物理的(機械的)に離型して、各試料(樹脂レンズ)とした。
<比較例2群>
上記実施例2群において、接着剤の塗布の代わりに、比較例1-1と同様のプラズマエッチング処理(比較例2-1)又は比較例1-2のアルカリエッチング処理(比較例2-2)を基材レンズに施した以外は、同じ条件で各試料を作成した。
上記実施例2群において、接着剤の塗布の代わりに、比較例1-1と同様のプラズマエッチング処理(比較例2-1)又は比較例1-2のアルカリエッチング処理(比較例2-2)を基材レンズに施した以外は、同じ条件で各試料を作成した。
<参照例2>
上記実施例2群において、基材レンズを無処理として、同一条件で試料(樹脂レンズ)を作成した。
上記実施例2群において、基材レンズを無処理として、同一条件で試料(樹脂レンズ)を作成した。
<結果考察>
上記評価試験の結果を表2・3に示す。
上記評価試験の結果を表2・3に示す。
1)光学特性の評価
実施例1群、比較例1群および参照例1における紫外線照射前後の透過率の差、実施例2群、比較例2群および参照例2の分光特性はいずれにおいても所望の光学特性が得られた。
実施例1群、比較例1群および参照例1における紫外線照射前後の透過率の差、実施例2群、比較例2群および参照例2の分光特性はいずれにおいても所望の光学特性が得られた。
2)密着性の評価
2-1)実施例1群、比較例1群および参照例1:
表1に示したレンズ材料がメタクリル系の機能性樹脂(フォトクロミック)層とチオウレタン系の基材レンズの場合、層間の密着性において無処理の参照例1はもちろん、プラズマ・アルカリエッチング処理の比較例1群においても問題があることが分かった。またA-01の膜厚を変えた実施例1群においても、A-01の膜厚が650nmよりも薄い場合(実施例1-1)は密着性に問題があり、A-01の膜厚が1000nmよりも厚い場合(実施例1-3)は接着層が白く曇ってしまい外観上に問題があることがわかった。
2-1)実施例1群、比較例1群および参照例1:
表1に示したレンズ材料がメタクリル系の機能性樹脂(フォトクロミック)層とチオウレタン系の基材レンズの場合、層間の密着性において無処理の参照例1はもちろん、プラズマ・アルカリエッチング処理の比較例1群においても問題があることが分かった。またA-01の膜厚を変えた実施例1群においても、A-01の膜厚が650nmよりも薄い場合(実施例1-1)は密着性に問題があり、A-01の膜厚が1000nmよりも厚い場合(実施例1-3)は接着層が白く曇ってしまい外観上に問題があることがわかった。
2-2)実施例2群、比較例2群および参照例2:
表1に示したレンズ材料がチオウレタン系の機能性樹脂層とエピスルフィド系の基材レンズの場合、層間の密着性において無処理の参照例2はもちろんプラズマ・アルカリエッチング処理の比較例2群においても問題があることが分かった。またA-02の膜厚を変えた実施例2群においても、A-02の膜厚が650nmよりも薄い場合(実施例2-1)は密着性に問題があり、A-02の膜厚が1000nmよりも厚い場合(実施例2-3)は接着層が白く曇ってしまい外観上に問題があることがわかった。
表1に示したレンズ材料がチオウレタン系の機能性樹脂層とエピスルフィド系の基材レンズの場合、層間の密着性において無処理の参照例2はもちろんプラズマ・アルカリエッチング処理の比較例2群においても問題があることが分かった。またA-02の膜厚を変えた実施例2群においても、A-02の膜厚が650nmよりも薄い場合(実施例2-1)は密着性に問題があり、A-02の膜厚が1000nmよりも厚い場合(実施例2-3)は接着層が白く曇ってしまい外観上に問題があることがわかった。
これらの比較・参照例に対して、本発明の実施例1-2および実施例2-2はレンズ外観・光学的特性は当然のこと機能性樹脂層と基材レンズ間の密着性においても問題ないことを確認した。
11 基材レンズ
11´ 第一モールド(凹面側モールド)
13 接着剤層
15 機能性樹脂層
17 第二モールド(凸面側モールド)
19 テーピング
21 キャビティ
11´ 第一モールド(凹面側モールド)
13 接着剤層
15 機能性樹脂層
17 第二モールド(凸面側モールド)
19 テーピング
21 キャビティ
Claims (7)
- 基材レンズを第一モールドとし、該第一モールドの片面側又は両面側に第二モールドを略一定の所定隙間を有するように配するとともに、前記第一・第二モールド間の周面隙間をテーピング又はガスケットでシールしてキャビティを構成し、
該キャビティに機能性付与剤を含有させた液状樹脂原料を注入し機能性樹脂層を注型成形して、前記基材レンズと前記機能性樹脂層とを一体化する樹脂レンズの製造方法において、
前記機能性樹脂層の形成側面に熱可塑性エラストマーの接着剤層を形成した基材レンズを前記第一モールドとする、
ことを特徴とする樹脂レンズの製造方法。 - 前記接着剤層の厚みが300〜1200nmであることを特徴とする請求項1記載の樹脂レンズの製造方法。
- 前記接着剤層を、エステル系熱可塑性エラストマー又はウレタン系熱可塑性エラストマーの水性エマルションタイプを用いてディッピングにより形成することを特徴とする請求項1又は2記載の樹脂レンズの製造方法。
- 前記第一モールドとする基材レンズを、注型成形されて周面切削されたものとすることを特徴とする請求項1、2又は3記載の樹脂レンズの製造方法。
- 前記キャビティにおける所定隙間が0.2〜3mmであることを特徴とする請求項1〜4のいずれかに記載の樹脂レンズの製造方法。
- 前記機能性樹脂層を形成する原料樹脂の屈折率が、前記基材レンズの形成樹脂の屈折率より低くされるとともに、前記原料樹脂がメタクリレート系樹脂、ウレタン系樹脂及びチオウレタン系樹脂から選択され、また、前記基材レンズの形成樹脂が、チオウレタン系樹脂又はエピスルフィド系樹脂で形成されていることを特徴とする請求項1〜5のいずれかに記載の樹脂レンズの製造方法。
- 前記機能性付与剤として、フォトクロミック剤、特定波長吸収剤及び赤外線吸収剤の群から1種以上を選択することを特徴とする請求項1〜6のいずれかに記載の樹脂レンズの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013028302A JP2014156067A (ja) | 2013-02-15 | 2013-02-15 | 樹脂レンズの製造方法 |
| PCT/JP2013/084455 WO2014125738A1 (ja) | 2013-02-15 | 2013-12-24 | 樹脂レンズの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013028302A JP2014156067A (ja) | 2013-02-15 | 2013-02-15 | 樹脂レンズの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014156067A true JP2014156067A (ja) | 2014-08-28 |
Family
ID=51353757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013028302A Pending JP2014156067A (ja) | 2013-02-15 | 2013-02-15 | 樹脂レンズの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2014156067A (ja) |
| WO (1) | WO2014125738A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017047685A1 (ja) * | 2015-09-16 | 2017-03-23 | 三井化学株式会社 | 光学材料用重合性組成物、光学材料、光学材料用重合性組成物の製造方法および光学材料の製造方法 |
| WO2018008179A1 (ja) * | 2016-07-06 | 2018-01-11 | 伊藤光学工業株式会社 | 眼鏡素材 |
| WO2018062385A1 (ja) | 2016-09-30 | 2018-04-05 | 三井化学株式会社 | フォトクロミックレンズおよび重合性組成物 |
| JP2019015922A (ja) * | 2017-07-10 | 2019-01-31 | 伊藤光学工業株式会社 | 眼鏡レンズ素材 |
| WO2020171219A1 (ja) * | 2019-02-22 | 2020-08-27 | 住友ベークライト株式会社 | 光学シートおよび光学部品 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018037621A1 (ja) * | 2016-08-23 | 2018-03-01 | 伊藤光学工業株式会社 | 調光光学要素 |
| CN112812667A (zh) * | 2019-10-31 | 2021-05-18 | 天元清水光学(上海)有限公司 | 一种功能性树脂层及其应用于防蓝光镜片的制备工艺 |
| JP7734269B2 (ja) | 2022-03-18 | 2025-09-04 | 三井化学株式会社 | ポリチオウレタンフィルム、メガネレンズ用資材、メガネレンズ及びメガネレンズの製造方法 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003008171A1 (en) * | 2001-07-16 | 2003-01-30 | Asahi Lite Optical Co., Ltd. | Method for producing resin lens and the resin lens |
| JP2003195003A (ja) * | 2001-08-30 | 2003-07-09 | Seiko Epson Corp | プラスチックレンズ |
| JP2004518165A (ja) * | 2000-11-29 | 2004-06-17 | ゼットエムエス エルエルシー | フォトクロミック物質およびその製造法 |
| JP2007264008A (ja) * | 2006-03-27 | 2007-10-11 | Seiko Epson Corp | プラスチック偏光レンズの製造方法、およびプラスチック偏光レンズ |
| JP2008007665A (ja) * | 2006-06-30 | 2008-01-17 | Mitsui Chemicals Polyurethanes Inc | 水性ポリウレタン樹脂 |
| JP2008132783A (ja) * | 2001-07-16 | 2008-06-12 | Asahi Lite Optical Co Ltd | 樹脂レンズの製造方法とその樹脂レンズ |
| JP2009155541A (ja) * | 2007-12-27 | 2009-07-16 | Ito Kogaku Kogyo Kk | ハードコート組成物 |
| WO2010073625A1 (ja) * | 2008-12-22 | 2010-07-01 | 株式会社ニコン・エシロール | 樹脂レンズの製造方法、樹脂レンズ製造用モールド、及び樹脂レンズ内挿用フィルム |
| JP2011145513A (ja) * | 2010-01-15 | 2011-07-28 | Ito Kogaku Kogyo Kk | 偏光素子 |
| JP2011215245A (ja) * | 2010-03-31 | 2011-10-27 | Hoya Corp | フォトクロミックレンズ |
| WO2012036084A1 (ja) * | 2010-09-13 | 2012-03-22 | 株式会社トクヤマ | 光学物品用プライマー組成物及び光学物品 |
| JP2012063507A (ja) * | 2010-09-15 | 2012-03-29 | Nikon-Essilor Co Ltd | 光学レンズの製造方法 |
| JP2012226026A (ja) * | 2011-04-18 | 2012-11-15 | Tokuyama Corp | フォトクロミックレンズ |
| JP5084727B2 (ja) * | 2006-06-30 | 2012-11-28 | 株式会社トクヤマ | フォトクロミック光学物品の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09291227A (ja) * | 1996-02-26 | 1997-11-11 | Ito Kogaku Kogyo Kk | 光学要素用プライマー塗料 |
| JP3947751B2 (ja) * | 2005-10-07 | 2007-07-25 | セイコーエプソン株式会社 | プラスチックレンズ及びプラスチックレンズの製造方法 |
-
2013
- 2013-02-15 JP JP2013028302A patent/JP2014156067A/ja active Pending
- 2013-12-24 WO PCT/JP2013/084455 patent/WO2014125738A1/ja not_active Ceased
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004518165A (ja) * | 2000-11-29 | 2004-06-17 | ゼットエムエス エルエルシー | フォトクロミック物質およびその製造法 |
| JP4087335B2 (ja) * | 2001-07-16 | 2008-05-21 | 株式会社アサヒオプティカル | 樹脂レンズの製造方法とその樹脂レンズ |
| WO2003008171A1 (en) * | 2001-07-16 | 2003-01-30 | Asahi Lite Optical Co., Ltd. | Method for producing resin lens and the resin lens |
| JP2008132783A (ja) * | 2001-07-16 | 2008-06-12 | Asahi Lite Optical Co Ltd | 樹脂レンズの製造方法とその樹脂レンズ |
| JP2003195003A (ja) * | 2001-08-30 | 2003-07-09 | Seiko Epson Corp | プラスチックレンズ |
| JP2007264008A (ja) * | 2006-03-27 | 2007-10-11 | Seiko Epson Corp | プラスチック偏光レンズの製造方法、およびプラスチック偏光レンズ |
| JP2008007665A (ja) * | 2006-06-30 | 2008-01-17 | Mitsui Chemicals Polyurethanes Inc | 水性ポリウレタン樹脂 |
| JP5084727B2 (ja) * | 2006-06-30 | 2012-11-28 | 株式会社トクヤマ | フォトクロミック光学物品の製造方法 |
| JP2009155541A (ja) * | 2007-12-27 | 2009-07-16 | Ito Kogaku Kogyo Kk | ハードコート組成物 |
| WO2010073625A1 (ja) * | 2008-12-22 | 2010-07-01 | 株式会社ニコン・エシロール | 樹脂レンズの製造方法、樹脂レンズ製造用モールド、及び樹脂レンズ内挿用フィルム |
| JP2011145513A (ja) * | 2010-01-15 | 2011-07-28 | Ito Kogaku Kogyo Kk | 偏光素子 |
| JP2011215245A (ja) * | 2010-03-31 | 2011-10-27 | Hoya Corp | フォトクロミックレンズ |
| WO2012036084A1 (ja) * | 2010-09-13 | 2012-03-22 | 株式会社トクヤマ | 光学物品用プライマー組成物及び光学物品 |
| JP2012063507A (ja) * | 2010-09-15 | 2012-03-29 | Nikon-Essilor Co Ltd | 光学レンズの製造方法 |
| JP2012226026A (ja) * | 2011-04-18 | 2012-11-15 | Tokuyama Corp | フォトクロミックレンズ |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108026277B (zh) * | 2015-09-16 | 2021-07-16 | 三井化学株式会社 | 光学材料用聚合性组合物、光学材料、光学材料用聚合性组合物的制造方法及光学材料的制造方法 |
| JPWO2017047685A1 (ja) * | 2015-09-16 | 2018-04-19 | 三井化学株式会社 | 光学材料用重合性組成物、光学材料、光学材料用重合性組成物の製造方法および光学材料の製造方法 |
| CN108026277A (zh) * | 2015-09-16 | 2018-05-11 | 三井化学株式会社 | 光学材料用聚合性组合物、光学材料、光学材料用聚合性组合物的制造方法及光学材料的制造方法 |
| US10954341B2 (en) | 2015-09-16 | 2021-03-23 | Mitsui Chemicals, Inc. | Polymerizable composition for optical material, optical material, process for preparing polymerizable composition for optical material, and method of manufacturing optical material |
| WO2017047685A1 (ja) * | 2015-09-16 | 2017-03-23 | 三井化学株式会社 | 光学材料用重合性組成物、光学材料、光学材料用重合性組成物の製造方法および光学材料の製造方法 |
| JPWO2018008179A1 (ja) * | 2016-07-06 | 2019-04-18 | 伊藤光学工業株式会社 | 眼鏡素材 |
| WO2018008179A1 (ja) * | 2016-07-06 | 2018-01-11 | 伊藤光学工業株式会社 | 眼鏡素材 |
| KR20190035902A (ko) | 2016-09-30 | 2019-04-03 | 미쯔이가가꾸가부시끼가이샤 | 포토크로믹 렌즈 및 중합성 조성물 |
| WO2018062385A1 (ja) | 2016-09-30 | 2018-04-05 | 三井化学株式会社 | フォトクロミックレンズおよび重合性組成物 |
| JP2019015922A (ja) * | 2017-07-10 | 2019-01-31 | 伊藤光学工業株式会社 | 眼鏡レンズ素材 |
| WO2020171219A1 (ja) * | 2019-02-22 | 2020-08-27 | 住友ベークライト株式会社 | 光学シートおよび光学部品 |
| JP2020134835A (ja) * | 2019-02-22 | 2020-08-31 | 住友ベークライト株式会社 | 光学シートおよび光学部品 |
| US11402667B2 (en) | 2019-02-22 | 2022-08-02 | Sumitomo Bakelite Co., Ltd. | Optical sheet and optical component |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014125738A1 (ja) | 2014-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014156067A (ja) | 樹脂レンズの製造方法 | |
| JP4843677B2 (ja) | プラスチック偏光レンズ及びその製造方法 | |
| CN104160324B (zh) | 塑料偏光透镜及其制备方法 | |
| EP2244111B1 (en) | Plastic polarizing lens and method for producing the same | |
| US9933635B2 (en) | Optical material, composition for optical material, and use thereof | |
| EP3103822B1 (en) | Polymerizable composition for optical material, and optical material and plastic lens obtained from said composition | |
| CN109906240B (zh) | 光学材料用聚合性组合物、光学材料及其制造方法 | |
| JP5616642B2 (ja) | 偏光素子の製造方法 | |
| CN108026240A (zh) | 光学材料用聚合性组合物、由该组合物得到的光学材料及塑料透镜 | |
| CN111727402B (zh) | 功能性层叠体和使用功能性层叠体的功能性透镜 | |
| WO2020204176A1 (ja) | フォトクロミック光学物品およびその製造方法 | |
| KR20190036837A (ko) | 플라스틱 렌즈용 중합성 조성물 | |
| US20250101164A1 (en) | Polythiourethane film, eyeglass lens material, eyeglass lens, and method of producing eyeglass lens | |
| CN108026241A (zh) | 成型体和光学材料用聚合性组合物 | |
| JP6385317B2 (ja) | 眼鏡素材 | |
| JP6126900B2 (ja) | プラスチック偏光レンズ及びその製造方法 | |
| CN106415374A (zh) | 塑料偏光透镜及其制造方法 | |
| JP2017211547A (ja) | レンズおよびその製造方法 | |
| JP7160649B2 (ja) | 光学材料用重合性組成物および該組成物から得られた光学材料 | |
| CN118541634A (zh) | 聚硫氨酯膜、眼镜透镜用材料、眼镜透镜及眼镜透镜的制造方法 | |
| JP2005163008A (ja) | 含硫黄光学材料用樹脂の製造方法、含硫黄光学材料用樹脂及び含硫黄プラスチックレンズ | |
| JP6095468B2 (ja) | プラスチック偏光レンズ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150811 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160412 |