JP2009138218A - Titanium alloy member and method for producing titanium alloy member - Google Patents
Titanium alloy member and method for producing titanium alloy member Download PDFInfo
- Publication number
- JP2009138218A JP2009138218A JP2007314191A JP2007314191A JP2009138218A JP 2009138218 A JP2009138218 A JP 2009138218A JP 2007314191 A JP2007314191 A JP 2007314191A JP 2007314191 A JP2007314191 A JP 2007314191A JP 2009138218 A JP2009138218 A JP 2009138218A
- Authority
- JP
- Japan
- Prior art keywords
- titanium alloy
- phase
- rare earth
- alloy member
- earth element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Forging (AREA)
Abstract
【課題】固溶酸素量が低く、強加工を繰り返しても変形抵抗が増大しにくいチタン合金材料から成り、高強度化が可能なチタン合金部材と、高強度のチタン合金部材を得るための製造方法を提供する。
【解決手段】例えばYやLaなどの希土類元素を0.4質量%以上、望ましくは1.0質量%以下含有するチタン合金から成り、β相又はマルテンサイト相を主相としてα相の面積率が10%以下の金属組織を有し、上記希土類元素の酸化物を含有しているチタン合金素材に、溶体化処理を施した後、累積歪率が100%を超える冷間塑性加工を施す。
【選択図】なしA titanium alloy member that is made of a titanium alloy material that has a low amount of dissolved oxygen and that does not easily increase deformation resistance even after repeated strong processing, and a manufacturing method for obtaining a high strength titanium alloy member. Provide a method.
For example, an area ratio of an α phase comprising a titanium alloy containing rare earth elements such as Y and La of 0.4 mass% or more, preferably 1.0 mass% or less and having a β phase or a martensite phase as a main phase. The titanium alloy material having a metal structure of 10% or less and containing an oxide of the rare earth element is subjected to a solution treatment, and then subjected to cold plastic working with a cumulative strain rate exceeding 100%.
[Selection figure] None
Description
本発明は、強加工性に優れ、高い歪率の冷間塑性加工に耐え、結晶粒の微細化による強度の向上が可能なβ型チタン合金材料から成るチタン合金部材に関するものである。さらに、このようなチタン合金材料から成る部材の製造方法であって、高強度の部材を得るのに好適なチタン合金部材の製造方法に関するものである。 The present invention relates to a titanium alloy member made of a β-type titanium alloy material that is excellent in strong workability, can withstand cold plastic working with a high strain rate, and can improve strength by refining crystal grains. Further, the present invention relates to a method for producing a member made of such a titanium alloy material, and a method for producing a titanium alloy member suitable for obtaining a high-strength member.
チタン合金は比強度や耐食性に優れるため、航空、軍事、宇宙、深海探査、化学プラントなどの分野で多用されている。
このようなチタン合金としては、その組織上、α型、α+β型、β型に分類される汎用型合金が知られている。
Titanium alloys are excellent in specific strength and corrosion resistance, and are widely used in fields such as aviation, military, space, deep sea exploration, and chemical plants.
As such titanium alloys, general-purpose alloys classified into α-type, α + β-type, and β-type are known because of their structures.
中でもβ型チタン合金は、例えばTi−15V−3Cr−3Sn−3Al、Ti−22V−4Alなどの成分系が知られており、しなやか、すなわち低ヤング率であるという特徴をもち、近年ではヤング率が80GPaを下回る種々のβ型チタン基合金が提案されている。 Among these, β-type titanium alloys are known to have component systems such as Ti-15V-3Cr-3Sn-3Al, Ti-22V-4Al, etc., and have a characteristic that they are supple, that is, have a low Young's modulus. Various β-type titanium-based alloys have been proposed that are less than 80 GPa.
これらの合金は、例えば生体適合品(例えば、人工骨等)、装身具(例えば、眼鏡のフレーム等)、スポーツ用品(例えば、ゴルフクラブ等)、スプリングなどへの適用が期待されている(例えば、特許文献1〜4参照)。
また、上記α型、α+β型、β型チタン合金以外のチタン合金として、マルテンサイト組織を有するチタン合金がある。このチタン合金は、V(バナジウム)、Mo(モリブデン)、Nb(ニオブ)等のβ安定化元素の量を適度に制御し、β相安定温度域で溶体化処理した際に、α’やα”のマルテンサイト組織が現れることが特徴である。
具体的には、Ti−V−Al、Ti−V−Al−Fe、Ti−Nb−Sn、Ti−Nb−Al、Ti−Mo−Sn等の合金系が知られている(特許文献5及び6参照)。
Specifically, alloy systems such as Ti—V—Al, Ti—V—Al—Fe, Ti—Nb—Sn, Ti—Nb—Al, and Ti—Mo—Sn are known (Patent Document 5 and 6).
これらのチタン合金もヤング率が純チタンに比べ低くなることから、上記生体適合品、装身具、スポーツ用品、スプリングなどへの適用が期待されている。また、Ti−V系合金は、NbやMoに対してVが低融点であるため溶製が容易であり、上記したTi−15V−3Cr−3Sn−3Alのような汎用合金と同様に低コストで製造できることから、医療用途以外にも種々の用途への適用が期待されている。 Since these titanium alloys also have a lower Young's modulus than pure titanium, they are expected to be applied to the biocompatible products, accessories, sports equipment, springs, and the like. Ti-V alloys are easy to melt because V has a low melting point with respect to Nb and Mo, and cost is as low as general-purpose alloys such as Ti-15V-3Cr-3Sn-3Al. Therefore, application to various uses other than medical uses is expected.
一方、合金に強度が要求される場合、一般的な強度向上方法としては、分散強化、固溶強化、加工(組織)強化、微細強化がある。
分散強化は、硬質の粒子あるいは金属の硬質相を分散させるもので、β型チタン合金では、時効熱処理により、硬質のα相を析出させて強度を大幅に向上することできる。また固溶強化は、金属原子の格子間に進入する元素を添加するもので、β型チタン合金では、添加元素としてCr、Al、Fe、Snなどが用いられている。加工強化は、強い加工により金属結晶の欠陥である転位を高密度に導入して強化するもので、ショットピーニングや冷間圧延などの方法がある。
On the other hand, when the alloy is required to have strength, general strength improvement methods include dispersion strengthening, solid solution strengthening, processing (structure) strengthening, and fine strengthening.
Dispersion strengthening disperses hard particles or a hard phase of metal. In a β-type titanium alloy, the strength can be significantly improved by precipitating a hard α phase by aging heat treatment. Solid solution strengthening involves adding an element that enters between lattices of metal atoms, and β-type titanium alloys use Cr, Al, Fe, Sn, etc. as additive elements. The work strengthening is a process in which dislocations, which are defects of metal crystals, are introduced at a high density and strengthened by strong work, and there are methods such as shot peening and cold rolling.
微細強化は、金属結晶粒を微細化する方法で、金属強度、すなわち降伏応力や引張強さが結晶粒径の平方根に反比例するという、いわゆるHall−Petch則が成り立つことが知られる。
微細化方法としては、圧延や鍛造などにより金属内に歪、すなわち転位組織を与えた上で、それを核として加熱処理により再結晶を生じさせる静的再結晶法、あるいは高速かつ高歪を与えることで加工中の再結晶を生じさせる動的再結晶法がある。
Fine strengthening is a method of refining metal crystal grains, and it is known that the so-called Hall-Petch law is established in which metal strength, that is, yield stress and tensile strength, are inversely proportional to the square root of the crystal grain size.
As a refinement method, a strain, that is, a dislocation structure is given in the metal by rolling, forging, etc., and then a static recrystallization method in which recrystallization is caused by heat treatment using the core, or a high speed and high strain is given. There is a dynamic recrystallization method that causes recrystallization during processing.
ただし、分散強化、固溶強化、加工強化は、いずれも合金のしなやかさを失わせてしまうために、これら方法は、β型チタン合金のしなやかさが必要な場合の強化方法としては適さない。したがって、上記した強度向上方法のうち、微細強化が最もしなやかさを失わせない強化方法となる。
なお、組織の微細化は静的強度の向上ばかりでなく、耐衝撃性など靭性の向上にも効果が期待できる。
However, since dispersion strengthening, solid solution strengthening, and work strengthening all lose the flexibility of the alloy, these methods are not suitable as a strengthening method when the flexibility of the β-type titanium alloy is required. Therefore, among the above-described strength improving methods, the fine strengthening is the strengthening method that does not lose the most suppleness.
Note that refinement of the structure can be expected not only to improve static strength but also to improve toughness such as impact resistance.
一方、近年では、鉄鋼材料を中心に強加工による微細化技術が進展し、多方向からの繰り返し強加工を行えば金属結晶粒を効果的に微細化できることが明らかになってきた。これは、多方向からの加工により、再結晶に必要な歪を効果的に蓄積することができ、割れの問題から、一方向からの圧延のみでは困難となるような高い累積歪をも与えることができることによるものとされている。 On the other hand, in recent years, refinement technology by strong processing has progressed mainly on steel materials, and it has become clear that metal crystal grains can be effectively miniaturized by performing repeated strong processing from multiple directions. This can effectively accumulate the strain required for recrystallization by processing from multiple directions, and also gives a high cumulative strain that is difficult only by rolling from one direction due to the problem of cracking. It is said that it can be done.
しかし、β型チタン合金は転位組織の動的回復が生じやすく、従来の微細化には前述の硬質α相を微細分散させ、再結晶の核として利用することが一般的であった。しなやかさを保持するために硬質相が利用できない場合、微細化のためには冷間で歪率100%を超えるような強加工を行なうなど、厳しい微細化処理条件が必要となる。 However, the β-type titanium alloy tends to cause dynamic recovery of the dislocation structure, and it has been common to finely disperse the hard α-phase described above and use it as a nucleus for recrystallization. When the hard phase cannot be used to maintain flexibility, strict refinement processing conditions are required for refinement, such as performing strong processing with a strain rate exceeding 100% cold.
β型チタン合金は、基本的に冷間可鍛性に優れた材料ではあるが、これほど高い強加工が必要な場合には強加工を繰り返さざるを得ず、繰り返しにより材料が硬化して変形抵抗が増大すると、加工中に割れが生じる懸念があった。逆に、割れないように強加工の回数を抑えると、再結晶が不十分となって粗大な未再結晶粒との混粒組織となる結果、機械特性にばらつきが生じる懸念がある。
したがって、繰り返し強加工を行う場合、その材料には、繰り返しによっても変形抵抗が増大しにくい特性が求められる。
β-type titanium alloy is basically a material with excellent cold malleability, but if such high strength is required, strong processing must be repeated, and the material hardens and deforms by repetition. When the resistance increases, there is a concern that cracking may occur during processing. On the other hand, if the number of times of strong processing is suppressed so as not to break, recrystallization becomes insufficient and a mixed grain structure with coarse unrecrystallized grains may result, resulting in variations in mechanical properties.
Therefore, when carrying out repeated strong processing, the material is required to have a characteristic that deformation resistance is unlikely to increase even when repeated.
そのための方策としては、チタン合金中の酸素量を低減することが考えられるが、チタンは非常に活性で還元されにくいため、酸素含有量を低減しようとするとコスト高になるという問題があった。 As a measure for that, it is conceivable to reduce the amount of oxygen in the titanium alloy. However, since titanium is very active and difficult to be reduced, there is a problem in that it is expensive to reduce the oxygen content.
本発明は、従来のβ型チタン合金の微細強化による強度向上に関する上記問題点に着目してなされたものである。
そして、その目的とするところは、酸素含有量(固溶酸素量)をコストをかけることなく低減することができ、強加工を繰り返しても変形抵抗が増大しにくいチタン合金材料から成り、高強度化が可能なチタン合金部材を提供することにある。また、このようなチタン合金部材の強度を向上させることができる製造方法を提供することにある。
The present invention has been made by paying attention to the above-mentioned problems relating to strength improvement by fine strengthening of conventional β-type titanium alloys.
The purpose is to reduce the oxygen content (the amount of dissolved oxygen) without cost, and it is made of a titanium alloy material that is difficult to increase in deformation resistance even after repeated strong processing. An object of the present invention is to provide a titanium alloy member that can be made into a material. Moreover, it is providing the manufacturing method which can improve the intensity | strength of such a titanium alloy member.
本発明者らは、上記目的を達成すべく、合金成分や脱酸方法などについて鋭意検討を重ねた。その結果、例えばY(イットリウム)やLa(ランタン)などの希土類元素をチタン合金中に所定量添加することによって、これら元素が脱酸剤として有効に機能し、上記課題が解決できることを見出し、本発明を完成するに到った。 In order to achieve the above-mentioned object, the present inventors have made extensive studies on alloy components and deoxidation methods. As a result, for example, by adding a predetermined amount of rare earth elements such as Y (yttrium) or La (lanthanum) to the titanium alloy, these elements function effectively as a deoxidizer, and the above problems can be solved. The invention has been completed.
すなわち、本発明は上記知見に基づくものであって、本発明のチタン合金部材は、希土類元素を0.4質量%以上含有するチタン合金から成るものであって、β相又はマルテンサイト相を主相としてα相の面積率が10%以下の金属組織を有し、上記希土類元素の酸化物が含有されていることを特徴とする。 That is, the present invention is based on the above knowledge, and the titanium alloy member of the present invention is composed of a titanium alloy containing 0.4% by mass or more of a rare earth element, and mainly comprises a β phase or a martensite phase. It has a metal structure in which the area ratio of the α phase is 10% or less as a phase, and contains the rare earth element oxide.
また、本発明のチタン合金部材の製造方法においては、希土類元素を0.4質量%以上含有するチタン合金から成り、β相又はマルテンサイト相を主相としてα相の面積率が10%以下の金属組織を有し、上記希土類元素の酸化物を含有するチタン合金素材に、溶体化処理を施した後、さらに累積歪率が100%を超える冷間塑性加工を施すことを特徴としている。 Further, in the method for producing a titanium alloy member of the present invention, the titanium alloy member comprises a titanium alloy containing 0.4% by mass or more of a rare earth element, and the area ratio of the α phase is 10% or less with the β phase or martensite phase as the main phase. A titanium alloy material having a metal structure and containing an oxide of the rare earth element is subjected to solution treatment, and then subjected to cold plastic working with a cumulative strain rate exceeding 100%.
本発明によれば、所定量の希土類元素を含有するチタン合金から成り、希土類元素の酸化物が含有されているなどとしたため、例えば累積歪率が100%を超えるような冷間塑性加工を施すことによって、高強度のチタン合金部材とすることができる。 According to the present invention, since it is made of a titanium alloy containing a predetermined amount of rare earth element and contains an oxide of rare earth element, for example, cold plastic working is performed such that the cumulative strain rate exceeds 100%. Thus, a high-strength titanium alloy member can be obtained.
以下、本発明のチタン合金部材や、チタン合金部材の製造方法について、各種数値の限定理由などと共に、さらに詳細に説明する。なお、本明細書において、「%」は特記しない限り質量百分率を表すものとする。 Hereinafter, the titanium alloy member of the present invention and the method for producing the titanium alloy member will be described in more detail together with reasons for limiting various numerical values. In the present specification, “%” represents mass percentage unless otherwise specified.
本発明のチタン合金部材は、上記したように、0.4%以上の希土類元素を含有するチタン合金から成り、β相又はマルテンサイト相を主相としてα相の面積率が10%以下の金属組織を有している。そして、希土類元素の酸化物が含有されているので、固溶酸素量が少なく、強加工の繰り返しに耐えることができ、このような強加工に基づく組織の微細強化によって、高強度のチタン合金部材とすることができる。 As described above, the titanium alloy member of the present invention is made of a titanium alloy containing 0.4% or more of a rare earth element, and has a β phase or martensite phase as a main phase and an α phase area ratio of 10% or less. Has an organization. And since rare earth element oxides are contained, the amount of dissolved oxygen is small, and it can withstand repeated strong processing. By strengthening the structure based on such strong processing, high strength titanium alloy members It can be.
すなわち、同じ合金成分であっても、合金中の平均酸素含有量(トータル酸素量)が少ない場合には、繰り返し強加工に伴う硬化が比較的低いレベルで飽和するのに対して、平均酸素含有量が多い場合には硬化が進み、変形抵抗が著しく増大する上に、割れの発生をも招く。
一方、平均酸素含有量が多い場合でも、希土類元素を適量添加して希土類酸化物を形成、成長させることにより、合金を構成するβ相あるいはマルテンサイト相中の酸素含有量(固溶酸素量)を低減すれば、変形抵抗は、平均酸素含有量が低い合金と同様となる。したがって、これにより、安価に繰り返し強加工性に優れた合金を得ることができる。
In other words, even if the same alloy component is used, if the average oxygen content (total oxygen content) in the alloy is small, the hardening due to repeated strong processing saturates at a relatively low level, whereas the average oxygen content When the amount is large, curing proceeds, the deformation resistance increases remarkably, and cracking occurs.
On the other hand, even when the average oxygen content is high, the oxygen content (solid oxygen content) in the β phase or martensite phase constituting the alloy is obtained by forming and growing a rare earth oxide by adding an appropriate amount of rare earth elements. Is reduced, the deformation resistance becomes the same as that of an alloy having a low average oxygen content. Therefore, this makes it possible to obtain an alloy having excellent repeated workability at low cost.
本発明のチタン合金部材においては、β相あるいはマルテンサイト相を金属組織の主相とし、その金属組織中に希土類元素の酸化物が微細分散している。
ここで、これ以外の他の金属組織を主相とする場合は、しなやかでなく、強度も比較的高いので、希土類酸化物の形成による固溶酸素量低減の利点を十分に生かすことができなくなる。
同じくβ型合金であっても、α相が多量に析出すると、強度は大幅に向上するものの、同時にしなやかさが著しく損なわれるので、その面積率が10%以下であることを要する。
In the titanium alloy member of the present invention, the β phase or martensite phase is the main phase of the metal structure, and the rare earth element oxide is finely dispersed in the metal structure.
Here, when other metal structures other than this are used as the main phase, they are not supple and relatively high in strength, so that it is not possible to fully utilize the advantages of reducing the amount of dissolved oxygen due to the formation of rare earth oxides. .
Even in the case of a β-type alloy, if a large amount of α-phase is precipitated, the strength is greatly improved, but at the same time, the flexibility is remarkably impaired, so that the area ratio is required to be 10% or less.
本発明に用いるチタン合金材料の成分については、上記した金属組織を呈するもの、すなわちβ相又はマルテンサイト相を主相とし、α相の面積率が10%以下の金属組織が得られる成分系である限り、特に限定されることはない。
具体的な成分系としては、上記したTi−15V−3Cr−3Sn−3Al、Ti−22V−4Al、Ti−15V−2Al、Ti−10V−1.5Al−4.5Fe、Ti−35Nb−4Sn、Ti−38Nb−1.4Al、Ti−15Mo−3Al、Ti−15Vの他、Ti−15Mo−5Zr−3Al、Ti−6Al−4V−10Cr−1.3C、Ti−15V−6Cr−4Al、Ti−20V−3.5Al−1Snなどを挙げることができる。
The components of the titanium alloy material used in the present invention are those that exhibit the above-described metal structure, that is, a component system in which a β-phase or martensite phase is the main phase and a metal structure having an α-phase area ratio of 10% or less is obtained. As long as it is, there is no particular limitation.
Specific component systems include Ti-15V-3Cr-3Sn-3Al, Ti-22V-4Al, Ti-15V-2Al, Ti-10V-1.5Al-4.5Fe, Ti-35Nb-4Sn, In addition to Ti-38Nb-1.4Al, Ti-15Mo-3Al, Ti-15V, Ti-15Mo-5Zr-3Al, Ti-6Al-4V-10Cr-1.3C, Ti-15V-6Cr-4Al, Ti- 20V-3.5Al-1Sn etc. can be mentioned.
また、本発明に係るチタン合金部材は0.4%以上、望ましくは1.0%以下の希土類元素を含有している。
すなわち、希土類元素の添加量が0.4%未満では、固溶酸素量の十分な低減効果が得られず、1.0%を超えると、その効果が飽和し、これ以上添加してもコストが増大するだけで、効果が向上せず、不経済となる。
Further, the titanium alloy member according to the present invention contains 0.4% or more, preferably 1.0% or less of rare earth elements.
That is, if the addition amount of the rare earth element is less than 0.4%, the effect of sufficiently reducing the amount of dissolved oxygen cannot be obtained. If the addition amount exceeds 1.0%, the effect is saturated. However, the effect is not improved, and it becomes uneconomical.
さらに、本発明に係るチタン合金部材においては、概ね楕円形状の希土類元素酸化物が短軸半径0.1〜5μmで分散していることが望ましい。
被削性向上を目的とする介在物においては、微細かつ均一分散していることが好ましい。これに対して、本発明では酸化物の成長に伴う固溶酸素量の低減が目的であるからして、短軸半径が0.1μmに満たない場合には、十分な固溶酸素量低減が図れず、逆に5μmを超えると、疲労強度の低下などの弊害をもたらすことがあることによる。
Furthermore, in the titanium alloy member according to the present invention, it is desirable that the roughly elliptical rare earth element oxide is dispersed with a minor axis radius of 0.1 to 5 μm.
In the inclusion for the purpose of improving machinability, it is preferable that the inclusion is finely and uniformly dispersed. On the other hand, since the purpose of the present invention is to reduce the amount of dissolved oxygen accompanying oxide growth, if the minor axis radius is less than 0.1 μm, a sufficient amount of dissolved oxygen can be reduced. On the other hand, if the thickness exceeds 5 μm, adverse effects such as a decrease in fatigue strength may occur.
さらに、本発明のチタン合金部材は、平均酸素含有量が多い合金を素材として用いた場合に、特にその有用性が顕著にあらわれる。
例えば、平均酸素含有量が0.15%以上の市販レベルの合金であっても、固溶酸素量を大幅に低減することができ、強加工を繰り返し行なっても、大幅な変形抵抗の増大や割れなどが生じ難い優れた特性を得ることができる。なお、徹底した還元処理などによって、酸素量を低減した素材を用いることによっても、繰り返し加工による変形抵抗増大を抑えることができなくはないが、その場合には、素材コストが大幅に増大してしまうことになる。
Furthermore, the usefulness of the titanium alloy member of the present invention is particularly remarkable when an alloy having a high average oxygen content is used as a material.
For example, even a commercially available alloy having an average oxygen content of 0.15% or more, the amount of dissolved oxygen can be greatly reduced. It is possible to obtain excellent characteristics that hardly cause cracks. It should be noted that even if a material with a reduced amount of oxygen is used through thorough reduction treatment, the increase in deformation resistance due to repeated processing cannot be suppressed, but in that case, the cost of the material increases significantly. Will end up.
また、本発明のチタン合金部材は、上記したように、希土類元素を適量添加する以外、特にその成分が限定されるものではない。
すなわち、β相あるいはマルテンサイト相を主相とし、α相の面積率が10%以下の金属組織となる合金全般において、そのしなやかさを保持しながら、繰り返し強加工に対して変形抵抗の著しい増大を防止することができ、微細化による強度向上を図ることができる。
Further, as described above, the components of the titanium alloy member of the present invention are not particularly limited except that an appropriate amount of rare earth element is added.
In other words, in all alloys having a metal structure with a β-phase or martensite phase as the main phase and an α-phase area ratio of 10% or less, the deformation resistance is remarkably increased with respect to repeated strong working while maintaining its flexibility. Can be prevented, and the strength can be improved by miniaturization.
そして、本発明のチタン合金部材は、特に、繰り返し強加工を施すことによってその性能を発揮するものであり、特に多方向からの強加工によって再結晶組織を得た場合には、異方性のない等的な機械特性を得ることができる利点もある。但し、加工方法についても、特に限定されることはなく、1回の強加工においても変形抵抗が低い利点を有する。 And, the titanium alloy member of the present invention exhibits its performance especially by repeated strong processing, especially when a recrystallized structure is obtained by strong processing from multiple directions. There is also an advantage that the same mechanical characteristics can be obtained. However, the processing method is not particularly limited, and has an advantage of low deformation resistance even in one strong processing.
本発明のチタン合金部材の製造方法においては、希土類元素を0.4質量%以上含有するチタン合金から成り、α相の面積率が10%以下で、β相又はマルテンサイト相を主相とする金属組織を有し、上記希土類元素の酸化物が含有されているチタン合金素材を用いる。そして、当該素材に溶体化処理を施した後、累積歪率が100%を超える冷間塑性加工を施すようにしており、これによって高強度のチタン合金部材を得ることができる。
ここで累積歪率とは試料の所定の方向に繰り返し付与された歪率の累積値のことであり、例えば10%の歪付与を10回繰り返せば、累積歪率は100%となる。所定の累積歪量を繰り返し付与する理由は、歪率が高いほど再結晶が容易となり、結晶粒微細化による高強度化を達成できるが、高い歪を1回で与えようとすると変形抵抗が高くなる上に割れが生じやすくなるためである。さらに重要な理由は、微細な結晶粒を等方的に得ようとする場合には多方向から歪を与えることが必要であるが、一方向から1回で与える歪が大きすぎると、その方向の減肉によって、それに続く別方向からの歪付与が困難になるためである。
In the method for producing a titanium alloy member of the present invention, it is composed of a titanium alloy containing 0.4% by mass or more of a rare earth element, the area ratio of the α phase is 10% or less, and the β phase or the martensite phase is the main phase. A titanium alloy material having a metal structure and containing the rare earth element oxide is used. And after performing the solution treatment to the said raw material, it is trying to perform the cold plastic processing in which an accumulation distortion rate exceeds 100%, and, thereby, a high strength titanium alloy member can be obtained.
Here, the cumulative distortion rate is a cumulative value of the distortion rate repeatedly applied in a predetermined direction of the sample. For example, if 10% strain application is repeated 10 times, the cumulative distortion rate becomes 100%. The reason for repeatedly applying the predetermined cumulative strain amount is that the higher the strain rate, the easier the recrystallization and the higher the strength by refining the crystal grains, but the higher the strain at one time, the higher the deformation resistance. This is because cracks are more likely to occur. The more important reason is that it is necessary to apply strain from multiple directions in order to obtain fine crystal grains isotropically, but if the strain applied from one direction is too large, that direction This is because it becomes difficult to apply the strain from the other direction.
与える累積歪は大きいほど得られる結晶粒を微細化しやすく、一方、強度は結晶粒径の−1/2乗に比例するという、いわゆるホール・ペッチ則が知られているので、高い累積歪を与えられれば強度向上が可能である。例えば、概ね数100μmの粒径で用いられるβ単相の合金の強度を6Al−4Vチタン並とするには、強度が2〜3倍となるように平均結晶粒を1/10程度にすればよいが、これを冷間あるいは温間圧延のみで達成するには90%以上の強圧延が必要なために、材料が割れやすい上に、等方的な組織を得ることが困難であった。
本発明では繰り返しによる延性低下が少ないために、累積歪100%を超える繰り返し押圧が可能となり、従来得ることが難しかった等方的に高強度なチタン合金部材を得ることができる。累積歪は100%以下では顕著な強度向上につながる結晶粒微細化が達成できず、それ以上とするべきだが、結晶粒を1μm以下とすると延性が損なわれるため、累積歪は700%以下であることがより好ましい。
The larger the accumulated strain to be applied, the easier it is to refine the obtained crystal grains, while the so-called Hall-Petch law is known that the strength is proportional to the -1/2 power of the crystal grain size. If possible, the strength can be improved. For example, in order to make the strength of a β single-phase alloy used with a grain size of approximately several hundred μm about the same as that of 6Al-4V titanium, the average crystal grain should be about 1/10 so that the strength is 2 to 3 times. However, in order to achieve this only by cold or warm rolling, strong rolling of 90% or more is necessary, so that the material is easily broken and it is difficult to obtain an isotropic structure.
In the present invention, since the ductility decrease due to repetition is small, it is possible to repeatedly press the accumulated strain exceeding 100%, and it is possible to obtain an isotropically high-strength titanium alloy member that has been difficult to obtain conventionally. If the cumulative strain is 100% or less, crystal grain refinement that leads to a significant improvement in strength cannot be achieved, but it should be more than that, but if the crystal grain is 1 μm or less, the ductility is impaired, so the cumulative strain is 700% or less. It is more preferable.
また、上記製造方法においては、冷間塑性加工ののち、再結晶化温度以上に保持することが望ましい。
再結晶温度は成分により異なるが、β型チタン合金では概ね600℃〜800℃に保することによって、新たな結晶粒を生成及び成長させることができ、その加工率が高いほど、結晶粒度を微細化させやすい。
Moreover, in the said manufacturing method, it is desirable to hold | maintain more than a recrystallization temperature after cold plastic working.
Although the recrystallization temperature varies depending on the component, in the case of β-type titanium alloy, new crystal grains can be generated and grown by maintaining the temperature at approximately 600 ° C. to 800 ° C. The higher the processing rate, the finer the crystal grain size becomes. Easy to make.
以下、本発明を実施例に基づいて、さらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。 EXAMPLES Hereinafter, although this invention is demonstrated further in detail based on an Example, this invention is not limited to these Examples.
β型チタン合金として、Ti−22V−3Al合金をベースとし、希土類元素としてYを選択した。この合金においては、室温ではβ相が安定相となり、強加工時にはマルテンサイトが生成する。
純度99.9%のTi、V、Al、Yの純金属と酸化チタンを用い、アルゴン雰囲気中で、アーク溶解により、表1に示すように、平均酸素含有量とY含有量を変えた約90gのインゴット15種類(実施例1〜7、比較例1〜8)を溶製した。
As a β-type titanium alloy, a Ti-22V-3Al alloy was used as a base, and Y was selected as a rare earth element. In this alloy, the β phase becomes a stable phase at room temperature, and martensite is generated during strong processing.
About 99.9% pure Ti, V, Al, Y pure metals and titanium oxide were used, and the average oxygen content and Y content were changed by arc melting in an argon atmosphere as shown in Table 1. 15 types of 90 g ingots (Examples 1 to 7, Comparative Examples 1 to 8) were melted.
このインゴットに、真空中で1150℃×24時間の均質化処理を施した後、950℃×2時間の溶体化処理を行い、室温の油中で冷却した。
その後、比較のために一部の材料(実施例4、比較例5及び6)については、400℃にて時効処理を施し、α相を析出させた。
The ingot was subjected to a homogenization treatment at 1150 ° C. for 24 hours in a vacuum, followed by a solution treatment at 950 ° C. for 2 hours, and cooled in oil at room temperature.
Thereafter, for comparison, some materials (Example 4, Comparative Examples 5 and 6) were subjected to an aging treatment at 400 ° C. to precipitate an α phase.
熱処理後のインゴットから試験片を加工し、繰り返し押圧実験を行なった。押圧方法には繰り返し圧延法や強せん断を伴う押し出し法などもあるが、ここでは図1に要領を示すように、押圧方向を変えて繰り返し鍛造を行なう、いわゆる多軸鍛造法を採用した。
なお、本発明においては、100%を超える累積歪が与えられれば、その加工方法を限定するものではなく、また、種々の押圧方法を組み合わせることも可能である。
A test piece was processed from the ingot after the heat treatment, and repeated pressing experiments were performed. The pressing method includes a repeated rolling method and an extrusion method with strong shearing. Here, as shown in FIG. 1, a so-called multi-axis forging method in which the pressing direction is changed and repeated forging is adopted.
In the present invention, as long as a cumulative strain exceeding 100% is given, the processing method is not limited, and various pressing methods can be combined.
すなわち、図1(a)に示すように、まず、試験片を7.4mm×7mm×6.7mmの形状とし、矢印方向に、7.4mmの最長辺が6.7mmとなるように押圧する(真歪10%)。これによって、他の辺については、図1(b)に示すように、7mmの辺が7.4mmに、6.7mmの辺が7mmにそれぞれ伸長して、再び元の寸法比と同じ7.4mm×7mm×6.7mmとなる。
このようにして、図1(c)に示すように、常に最長辺を押圧するようになすことにより、繰り返し押圧することができる。なお、3方向から押圧することで1サイクルとなるので、以下、繰り返し数はサイクル数にて示した。すなわち、1サイクルで累積歪率30%、5サイクルで150%、20サイクルで600%の累積歪率が与えられる。
That is, as shown in FIG. 1A, first, the test piece is formed into a shape of 7.4 mm × 7 mm × 6.7 mm and pressed in the direction of the arrow so that the longest side of 7.4 mm is 6.7 mm. (True strain 10%). As a result, as shown in FIG. 1B, the 7 mm side is expanded to 7.4 mm and the 6.7 mm side is expanded to 7 mm for the other sides. 4mm x 7mm x 6.7mm.
Thus, as shown in FIG.1 (c), it can press repeatedly by always pressing the longest side. In addition, since it becomes 1 cycle by pressing from 3 directions, the repetition number was shown by the cycle number below. That is, a cumulative distortion ratio of 30% is given in one cycle, 150% in five cycles, and 600% in 20 cycles.
このとき、押圧には600kNの油圧ハンドプレスを用い、室温での変形抵抗の変化を押圧時の反力として記録した。その後、板厚3mmの試料とし、700℃の再結晶化温度に7分間保持後、室温の油中で冷却した。
そして、試料の一部から長さ12mm×幅3mm×厚さ2mmの曲げ試験片を放電加工によって切り出し、室温中にてサポートスパン8mm、変位速度0.3mm/minの条件で3点曲げ試験を行い、このときの最大応力を曲げ強度とした。
At this time, a 600 kN hydraulic hand press was used for pressing, and the change in deformation resistance at room temperature was recorded as a reaction force during pressing. Thereafter, a sample having a plate thickness of 3 mm was maintained at a recrystallization temperature of 700 ° C. for 7 minutes, and then cooled in oil at room temperature.
Then, a bending test piece having a length of 12 mm, a width of 3 mm, and a thickness of 2 mm is cut out from a part of the sample by electric discharge machining, and a three-point bending test is performed at room temperature with a support span of 8 mm and a displacement speed of 0.3 mm / min. The maximum stress at this time was defined as the bending strength.
なお、各合金素材の成分分析については、酸素量の測定には赤外線吸収法、これ以外の分析には、プラズマ発光分析を用いた。
また、結晶粒は光学顕微鏡、介在物の状態は走査型電子顕微鏡にて観察し、短軸半径を測定して平均値を求めると共に、EDX(X線マイクロアナライザー)にて介在物の同定を行った。
In addition, about the component analysis of each alloy raw material, the infrared rays absorption method was used for the measurement of oxygen amount, and the plasma emission analysis was used for the other analysis.
The crystal grains are observed with an optical microscope, and the state of inclusions is observed with a scanning electron microscope. The minor axis radius is measured to obtain an average value, and inclusions are identified with EDX (X-ray microanalyzer). It was.
ここで、赤外線吸収法による合金中の平均(トータル)酸素量Ot(%)は、固溶酸素量Os(%)とY酸化物として含まれる量の総和と考えられるので、Yの含有量Ycがほぼ全量、酸化物として存在するとして、Yの原子量89、酸素の原子量16から、固溶酸素量Osは次式によって求められる。
Os=Ot−Yc×(3×16)/(2×89)
Here, since the average (total) oxygen amount Ot (%) in the alloy by the infrared absorption method is considered to be the sum of the dissolved oxygen amount Os (%) and the amount contained as the Y oxide, the Y content Yc Is present as an oxide, the solid solution oxygen amount Os can be obtained from the following equation from the atomic weight of Y 89 and the atomic weight 16 of oxygen.
Os = Ot−Yc × (3 × 16) / (2 × 89)
さらに、一部の試料については、酸素低減による可鍛性向上効果を調べるため、溶体化後に、ハンドプレスを用いて静的な押圧を行い、試料の初期肉厚に対して10%減肉する毎に目視にて割れの有無を確認し、割れの発生する肉厚減少率を調査し、割れ発生限界とした。
これらの結果をまとめて、表1に示す。
Furthermore, for some samples, in order to investigate the improvement effect of malleability due to oxygen reduction, static pressing is performed using a hand press after solutionization, and the thickness is reduced by 10% with respect to the initial thickness of the sample. The presence or absence of cracks was visually confirmed every time, the thickness reduction rate at which cracks occurred was investigated, and the crack generation limit was set.
These results are summarized in Table 1.
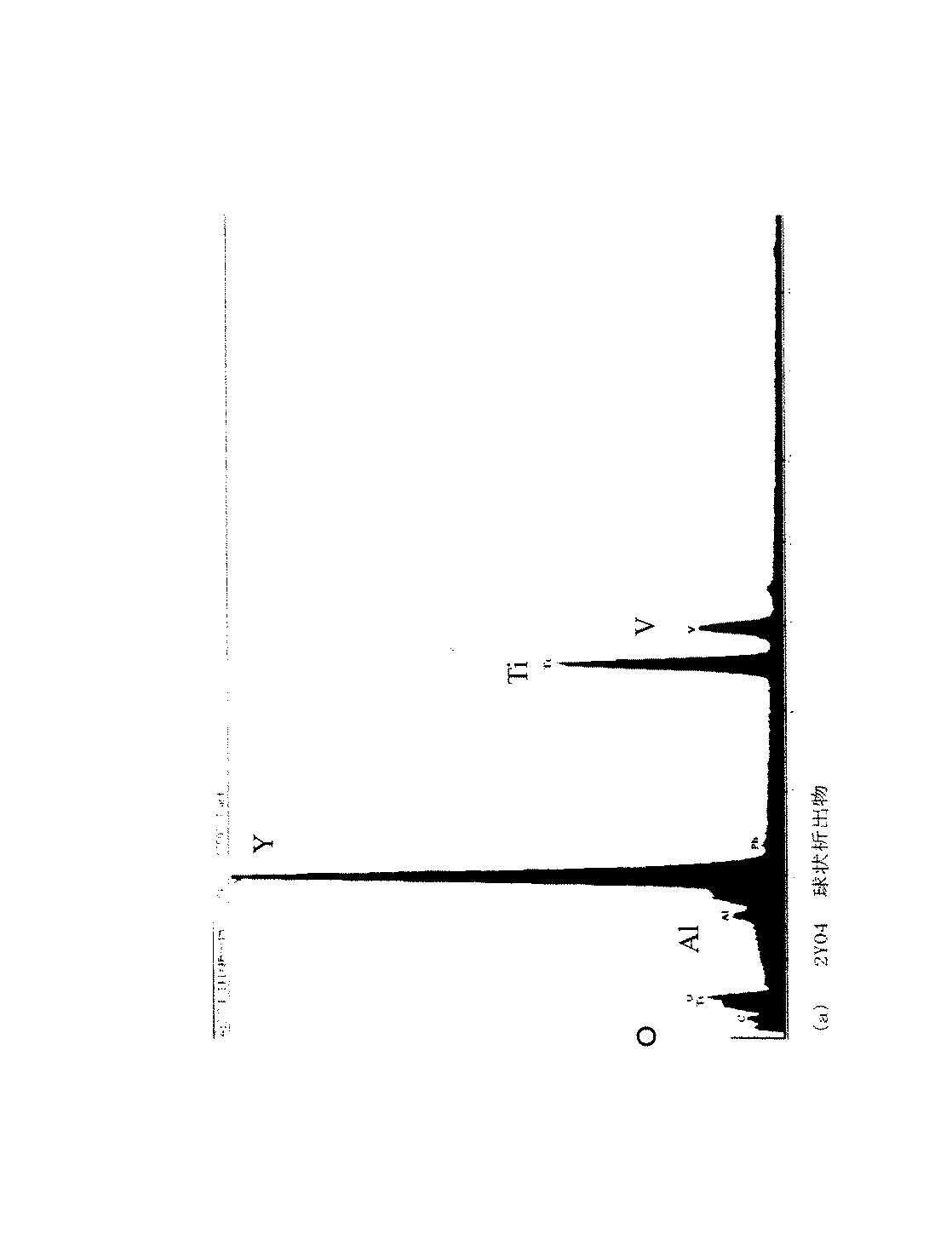
また、溶体化処理後の組織の代表例として、比較例2及び実施例6の走査型電子顕微鏡観察結果を図2(a)及び(b)にそれぞれ示す。組織上に見られる楕円状粒子は、EDXによる同定結果を図3に示すように、Yの酸化物(Y2O3)と認められる。
このイットリウム酸化物は、粒界及び粒内に分散しており、その量はY含有量に対応していることから、Y含有量に応じて固溶酸素量が低減しているものと考えられる。なお、当該イットリウム酸化物のサイズや形状は、溶体化処理の前後において変化するものではない。
Moreover, as a representative example of the structure | tissue after solution treatment, the scanning electron microscope observation result of the comparative example 2 and Example 6 is shown to Fig.2 (a) and (b), respectively. The elliptical particles found on the structure are recognized as oxides of Y (Y 2 O 3 ), as shown in FIG.
This yttrium oxide is dispersed in the grain boundaries and grains, and the amount corresponds to the Y content. Therefore, it is considered that the amount of dissolved oxygen is reduced according to the Y content. . Note that the size and shape of the yttrium oxide do not change before and after the solution treatment.
表1の結果から明らかなように、実施例1〜7の繰り返し鍛造においては、押圧の初期から低い反力を示し、さらに押圧を繰り返した場合でも反力は低いレベルで飽和していることが確認された。また、いずれも割れなどを生じることなく、得られた組織は、均質かつ微細な等軸結晶粒であった。
なお、実施例7の場合を他の実施例と比較すると判るように、繰り返し反力を抑えるYの効果は1%程度で飽和する。したがって、これ以上添加しても繰り返し反力を抑える効果は同様に得られるにしてもコスト高となるため、より好ましい含有量は0.4〜1.0%である。
As is clear from the results in Table 1, in the repeated forging of Examples 1 to 7, a low reaction force was exhibited from the initial stage of pressing, and the reaction force was saturated at a low level even when pressing was repeated. confirmed. In addition, the obtained structure was homogeneous and fine equiaxed crystal grains without any cracks.
As can be seen by comparing the case of Example 7 with other examples, the effect of Y for repeatedly suppressing the reaction force is saturated at about 1%. Therefore, even if it adds more than this, even if the effect which suppresses repeated reaction force is acquired similarly, since it becomes costly, more preferable content is 0.4 to 1.0%.
これに対して、比較例1では、α相が多量に分散しているために、繰り返し押圧の初期から反力が高く、割れが発生した。
また、比較例2〜4では、Yの含有量が少ないために、固溶酸素量が高く、繰り返し反力が大幅に増大して、押圧が困難となったばかりでなく、割れたり、組織が混粒となったりする結果となった。
In contrast, in Comparative Example 1, since the α phase was dispersed in a large amount, the reaction force was high from the initial stage of repeated pressing, and cracking occurred.
Further, in Comparative Examples 2 to 4, since the content of Y is small, the amount of dissolved oxygen is high, the repeated reaction force is greatly increased, and not only pressing becomes difficult, but also cracking or mixing of the structure is caused. As a result, it became a grain.
また、曲げ強度については、押圧処理しなかった比較例7、8、及び割れの発生しなかった比較例2の場合に比較して、本発明の実施例1〜7では、いずれも優れた曲げ強度を示した。 Moreover, about bending strength, compared with the case of the comparative examples 7 and 8 which did not press-process, and the comparative example 2 which the crack did not generate | occur | produce, in Examples 1-7 of this invention, all were the bending excellent. Intensity was shown.
本発明によるチタン合金部材においては、繰り返し可鍛性に優れ、強加工を繰り返すことによって、強度の向上が可能であるが、用途によっては、安価に静的な塑性加工性、すなわち冷間及び温間での圧延や鍛造に必要な可鍛性を得る上でも有効である。例えば、等方的な機械特性やしなやかさが必要でない用途の場合は、再結晶処理を行なうことなく、高い加工硬化度を利用すればよい。
表1に併せて示したように、本発明の実施例4及び7においては、比較例1〜6の場合に比較して優れた割れ限界を示すことが確認されている。
The titanium alloy member according to the present invention is excellent in repeated malleability and can be improved in strength by repeating strong processing. However, depending on the application, static plastic workability at low cost, that is, cold and warm can be obtained. It is also effective in obtaining the malleability necessary for inter-rolling and forging. For example, in applications where isotropic mechanical properties and flexibility are not required, a high degree of work hardening may be used without recrystallization.
As shown in Table 1, in Examples 4 and 7 of the present invention, it is confirmed that the crack limit is superior as compared with Comparative Examples 1 to 6.
また、必ずしも加工後の再結晶熱処理を行う必要はなく、高い加工歪と高い歪速度を与えることで連続再結晶が生じる、いわゆる動的再結晶を利用して成形することも可能である。 In addition, it is not always necessary to perform post-processing recrystallization heat treatment, and it is also possible to perform molding using so-called dynamic recrystallization in which continuous recrystallization occurs by giving high processing strain and high strain rate.
なお、この実施例においては、ベース合金としてTi−22V−3Al合金を用い、希土類元素としてYを使用した例を示したが、先に示した種々の合金をベースとし、イッテルビウムやエルビウム、セレンなどの希土類元素を用いても良いことは言うまでもない。 In this example, a Ti-22V-3Al alloy was used as the base alloy and Y was used as the rare earth element. However, based on the various alloys shown above, ytterbium, erbium, selenium, etc. Needless to say, these rare earth elements may be used.
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007314191A JP2009138218A (en) | 2007-12-05 | 2007-12-05 | Titanium alloy member and method for producing titanium alloy member |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007314191A JP2009138218A (en) | 2007-12-05 | 2007-12-05 | Titanium alloy member and method for producing titanium alloy member |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009138218A true JP2009138218A (en) | 2009-06-25 |
Family
ID=40869124
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007314191A Pending JP2009138218A (en) | 2007-12-05 | 2007-12-05 | Titanium alloy member and method for producing titanium alloy member |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009138218A (en) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012063504A1 (en) * | 2010-11-11 | 2012-05-18 | 国立大学法人 電気通信大学 | Method for subjecting difficult-to-process metal material to multiaxial forging, device for carrying out said method, and metal material |
| JP2012224935A (en) * | 2011-04-22 | 2012-11-15 | Kobe Steel Ltd | Titanium alloy billet and method for producing titanium alloy billet, and method for producing titanium alloy forged material |
| WO2014038487A1 (en) * | 2012-09-04 | 2014-03-13 | 国立大学法人電気通信大学 | Member-manufacturing process and biomaterial |
| JP2016512173A (en) * | 2013-03-15 | 2016-04-25 | エイティーアイ・プロパティーズ・インコーポレーテッド | Split pass free forging for strain path sensitive titanium and nickel alloys difficult to forge |
| US9765420B2 (en) | 2010-07-19 | 2017-09-19 | Ati Properties Llc | Processing of α/β titanium alloys |
| US9777361B2 (en) | 2013-03-15 | 2017-10-03 | Ati Properties Llc | Thermomechanical processing of alpha-beta titanium alloys |
| US9796005B2 (en) | 2003-05-09 | 2017-10-24 | Ati Properties Llc | Processing of titanium-aluminum-vanadium alloys and products made thereby |
| US9869003B2 (en) | 2013-02-26 | 2018-01-16 | Ati Properties Llc | Methods for processing alloys |
| US10053758B2 (en) | 2010-01-22 | 2018-08-21 | Ati Properties Llc | Production of high strength titanium |
| US10094003B2 (en) | 2015-01-12 | 2018-10-09 | Ati Properties Llc | Titanium alloy |
| US10287655B2 (en) | 2011-06-01 | 2019-05-14 | Ati Properties Llc | Nickel-base alloy and articles |
| US10337093B2 (en) | 2013-03-11 | 2019-07-02 | Ati Properties Llc | Non-magnetic alloy forgings |
| US10422027B2 (en) | 2004-05-21 | 2019-09-24 | Ati Properties Llc | Metastable beta-titanium alloys and methods of processing the same by direct aging |
| US10435775B2 (en) | 2010-09-15 | 2019-10-08 | Ati Properties Llc | Processing routes for titanium and titanium alloys |
| US10502252B2 (en) | 2015-11-23 | 2019-12-10 | Ati Properties Llc | Processing of alpha-beta titanium alloys |
| US10513755B2 (en) | 2010-09-23 | 2019-12-24 | Ati Properties Llc | High strength alpha/beta titanium alloy fasteners and fastener stock |
| US11111552B2 (en) | 2013-11-12 | 2021-09-07 | Ati Properties Llc | Methods for processing metal alloys |
| CN115485403A (en) * | 2020-03-16 | 2022-12-16 | 犹他大学研究基金会 | Method for producing titanium alloy product |
| CN119368741A (en) * | 2024-10-31 | 2025-01-28 | 昆明理工大学 | A method for preparing high-strength corrosion-resistant fine-grained titanium alloy plate |
| US12344918B2 (en) | 2023-07-12 | 2025-07-01 | Ati Properties Llc | Titanium alloys |
-
2007
- 2007-12-05 JP JP2007314191A patent/JP2009138218A/en active Pending
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9796005B2 (en) | 2003-05-09 | 2017-10-24 | Ati Properties Llc | Processing of titanium-aluminum-vanadium alloys and products made thereby |
| US10422027B2 (en) | 2004-05-21 | 2019-09-24 | Ati Properties Llc | Metastable beta-titanium alloys and methods of processing the same by direct aging |
| US10053758B2 (en) | 2010-01-22 | 2018-08-21 | Ati Properties Llc | Production of high strength titanium |
| US10144999B2 (en) | 2010-07-19 | 2018-12-04 | Ati Properties Llc | Processing of alpha/beta titanium alloys |
| US9765420B2 (en) | 2010-07-19 | 2017-09-19 | Ati Properties Llc | Processing of α/β titanium alloys |
| US10435775B2 (en) | 2010-09-15 | 2019-10-08 | Ati Properties Llc | Processing routes for titanium and titanium alloys |
| US10513755B2 (en) | 2010-09-23 | 2019-12-24 | Ati Properties Llc | High strength alpha/beta titanium alloy fasteners and fastener stock |
| WO2012063504A1 (en) * | 2010-11-11 | 2012-05-18 | 国立大学法人 電気通信大学 | Method for subjecting difficult-to-process metal material to multiaxial forging, device for carrying out said method, and metal material |
| JP2012224935A (en) * | 2011-04-22 | 2012-11-15 | Kobe Steel Ltd | Titanium alloy billet and method for producing titanium alloy billet, and method for producing titanium alloy forged material |
| US10287655B2 (en) | 2011-06-01 | 2019-05-14 | Ati Properties Llc | Nickel-base alloy and articles |
| JPWO2014038487A1 (en) * | 2012-09-04 | 2016-08-08 | 博己 三浦 | Method for producing member and biomaterial |
| WO2014038487A1 (en) * | 2012-09-04 | 2014-03-13 | 国立大学法人電気通信大学 | Member-manufacturing process and biomaterial |
| US9869003B2 (en) | 2013-02-26 | 2018-01-16 | Ati Properties Llc | Methods for processing alloys |
| US10570469B2 (en) | 2013-02-26 | 2020-02-25 | Ati Properties Llc | Methods for processing alloys |
| US10337093B2 (en) | 2013-03-11 | 2019-07-02 | Ati Properties Llc | Non-magnetic alloy forgings |
| US10370751B2 (en) | 2013-03-15 | 2019-08-06 | Ati Properties Llc | Thermomechanical processing of alpha-beta titanium alloys |
| US9777361B2 (en) | 2013-03-15 | 2017-10-03 | Ati Properties Llc | Thermomechanical processing of alpha-beta titanium alloys |
| JP2016512173A (en) * | 2013-03-15 | 2016-04-25 | エイティーアイ・プロパティーズ・インコーポレーテッド | Split pass free forging for strain path sensitive titanium and nickel alloys difficult to forge |
| US11111552B2 (en) | 2013-11-12 | 2021-09-07 | Ati Properties Llc | Methods for processing metal alloys |
| US10619226B2 (en) | 2015-01-12 | 2020-04-14 | Ati Properties Llc | Titanium alloy |
| US10808298B2 (en) | 2015-01-12 | 2020-10-20 | Ati Properties Llc | Titanium alloy |
| US10094003B2 (en) | 2015-01-12 | 2018-10-09 | Ati Properties Llc | Titanium alloy |
| US11319616B2 (en) | 2015-01-12 | 2022-05-03 | Ati Properties Llc | Titanium alloy |
| US11851734B2 (en) | 2015-01-12 | 2023-12-26 | Ati Properties Llc | Titanium alloy |
| US12168817B2 (en) | 2015-01-12 | 2024-12-17 | Ati Properties Llc | Titanium alloy |
| US10502252B2 (en) | 2015-11-23 | 2019-12-10 | Ati Properties Llc | Processing of alpha-beta titanium alloys |
| CN115485403A (en) * | 2020-03-16 | 2022-12-16 | 犹他大学研究基金会 | Method for producing titanium alloy product |
| US12344918B2 (en) | 2023-07-12 | 2025-07-01 | Ati Properties Llc | Titanium alloys |
| CN119368741A (en) * | 2024-10-31 | 2025-01-28 | 昆明理工大学 | A method for preparing high-strength corrosion-resistant fine-grained titanium alloy plate |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009138218A (en) | Titanium alloy member and method for producing titanium alloy member | |
| JP5442857B2 (en) | High-strength near β-type titanium alloy and method for producing the same | |
| EP2386663B1 (en) | Method for producing a component and component from a gamma-titanium-aluminium base alloy | |
| DE60202598T2 (en) | ULTRA-HIGH-RESISTANCE EXTRACTOR-STAINLESS STAINLESS STEEL AND LONG-TERM STRIP MANUFACTURED THEREFROM | |
| JP5917558B2 (en) | Fabrication of nano-twinned titanium materials by casting | |
| KR101418775B1 (en) | Beta type titanium alloy with low elastic modulus and high strength | |
| EP1162282A2 (en) | Titanium alloy | |
| JP2015508847A (en) | Titanium alloy | |
| EP2615186A1 (en) | Titanium material | |
| JP7233659B2 (en) | Titanium aluminide alloy material for hot forging, method for forging titanium aluminide alloy material, and forged body | |
| JPWO2008117890A1 (en) | Mg alloy and manufacturing method thereof | |
| JPH03274238A (en) | Manufacture of high strength titanium alloy excellent in workability and its alloy material as well as plastic working method therefor | |
| EP0405134A1 (en) | Gamma titanium aluminum alloys modified by chromium and silicon and method of preparation | |
| JP4493029B2 (en) | Α-β type titanium alloy with excellent machinability and hot workability | |
| JP5592600B2 (en) | Bio-based Co-based alloy material for hot die forging and manufacturing method thereof | |
| JP5408525B2 (en) | Titanium alloy, titanium alloy member, and titanium alloy member manufacturing method | |
| JP4493028B2 (en) | Α-β type titanium alloy with excellent machinability and hot workability | |
| JP2009084681A (en) | Stress buffer material composed of aluminum alloy | |
| JP4715048B2 (en) | Titanium alloy fastener material and manufacturing method thereof | |
| JP6673121B2 (en) | α + β type titanium alloy rod and method for producing the same | |
| JP2669004B2 (en) | Β-type titanium alloy with excellent cold workability | |
| JP6497689B2 (en) | Co-Cr-W base alloy hot-worked material, annealed material, cast material, homogenized heat treatment material, Co-Cr-W-based alloy hot-worked material manufacturing method, and annealed material manufacturing method | |
| JP2010222632A (en) | High strength Fe-Ni-Co-Ti alloy and method for producing the same | |
| JP3749922B2 (en) | High strength and high damping capacity Fe-Cr-Mn-Co alloy and method for producing the same | |
| JP2005154850A (en) | High-strength β-type titanium alloy |