JP2005085594A - 固体高分子電解質型燃料電池及びその製造方法 - Google Patents
固体高分子電解質型燃料電池及びその製造方法 Download PDFInfo
- Publication number
- JP2005085594A JP2005085594A JP2003316192A JP2003316192A JP2005085594A JP 2005085594 A JP2005085594 A JP 2005085594A JP 2003316192 A JP2003316192 A JP 2003316192A JP 2003316192 A JP2003316192 A JP 2003316192A JP 2005085594 A JP2005085594 A JP 2005085594A
- Authority
- JP
- Japan
- Prior art keywords
- diffusion layer
- solid polymer
- polymer electrolyte
- resin composition
- fuel cell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Inert Electrodes (AREA)
- Fuel Cell (AREA)
Abstract
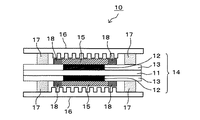
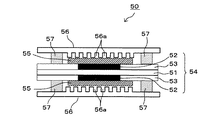
【解決手段】 この燃料電池は、固体高分子の電解質膜11と、この両面に接合された触媒層12と、この触媒層の外側に接合された拡散層13とからなり、拡散層15が導電性繊維からなるシートであって、このシートの周縁部に樹脂組成物が含浸されて樹脂含浸部18を形成しており、樹脂含浸部18によって、拡散層15の周縁部の導電性繊維が互いに固着されている
【選択図】 図1
Description
図2に示すような製造方法によって拡散層15を作成し、図1に示すような構成の燃料電池セル10を製造した。
図2(1b)に示すようなダイ30を用い、拡散層15の周縁部に樹脂含浸部18を形成した。
電解質膜11として、130×130mmのパーフルオロスルホン酸ポリマー(デュポン社製:ナフィオン117、厚さ183μm)を用い、その両面に、枠状の保護フィルム13として、幅30mm、内周が100×100mmの、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)フィルム(厚さ50μm)を重ねて熱プレスにより接合した。
実施例の拡散層の作成において樹脂含浸部18の形成を行なわなかった以外は、実施例と同様の条件でセルを作成した。
実施例及び比較例のセルについて、両極に窒素ガスを、0.05MPaの圧力で充填したときにセル外周にもれた窒素量を測定することにより、ガスシール性を測定した。
11:電解質膜
12:触媒層
13:保護フィルム
14:膜−電極接合体(MEA)
15:拡散層
16:セパレータ
17:ガスシール
18:樹脂含浸部
20:平板
21:ヒーター
30:ダイ
31:カッター
32:押さえ板
33:シャッター
34:スリット
35:樹脂組成物
36:キャビィティ
Claims (7)
- 固体高分子電解質膜と、この固体高分子電解質膜の両面に接合された触媒層と、この触媒層の外側に接合された拡散層とを備えた固体高分子電解質型燃料電池において、前記拡散層が導電性繊維からなるシートであって、前記シートの周縁部に樹脂組成物が含浸されており、該樹脂組成物によって、前記周縁部の前記導電性繊維が互いに固着されていることを特徴とする固体高分子電解質型燃料電池。
- 前記樹脂組成物がフッ素樹脂を含有する請求項1に記載の固体高分子電解質型燃料電池。
- 前記樹脂組成物が、更にカーボン粒子を含有する請求項2に記載の固体高分子電解質型燃料電池。
- 前記樹脂組成物が熱硬化性樹脂を含有する請求項1に記載の固体高分子電解質型燃料電池。
- 固体高分子電解質膜の両面に触媒層を積層する膜−電極接合体形成工程と、前記触媒層上に拡散層を積層する拡散層積層工程とを含む固体高分子電解質型燃料電池の製造方法において、前記拡散層として導電性繊維からなるシートを用い、前記シートの周縁部に樹脂組成物を含浸させて前記周縁部の前記導電性繊維を固着させる樹脂含浸工程の後、前記拡散層積層工程を行なうことを特徴とする固体高分子電解質型燃料電池の製造方法。
- 前記樹脂含浸工程において、前記拡散層の裁断を行なった後、前記拡散層を移動させることなく、前記拡散層の周囲に前記樹脂組成物を含浸させる請求項5に記載の固体高分子電解質型燃料電池の製造方法。
- 前記樹脂含浸工程において、枠状のスリットからなる前記樹脂組成物の吐出口と、この吐出口の外周に配置された枠状のカッターと、前記吐出口の内周に配置された枠状の押さえ板とを有するダイを用い、前記導電性繊維からなるシートに前記ダイを押し付けることにより、前記カッターにより前記シートを裁断すると共に、前記シートの裁断部から所定距離離れた内周部分を前記押さえ板で押圧し、その状態で前記吐出口から前記樹脂組成物を吐出し、前記シートに含浸させて硬化させる請求項6記載の固体高分子電解質型燃料電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003316192A JP2005085594A (ja) | 2003-09-09 | 2003-09-09 | 固体高分子電解質型燃料電池及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003316192A JP2005085594A (ja) | 2003-09-09 | 2003-09-09 | 固体高分子電解質型燃料電池及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005085594A true JP2005085594A (ja) | 2005-03-31 |
Family
ID=34416166
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003316192A Pending JP2005085594A (ja) | 2003-09-09 | 2003-09-09 | 固体高分子電解質型燃料電池及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005085594A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007005122A (ja) * | 2005-06-23 | 2007-01-11 | Aisin Seiki Co Ltd | 燃料電池の製造方法および燃料電池用拡散層の製造方法 |
| JP2007026931A (ja) * | 2005-07-19 | 2007-02-01 | Nok Corp | 多孔質体周縁部におけるガスケット成形方法とこれに用いる金型 |
| WO2008029811A1 (en) * | 2006-09-07 | 2008-03-13 | Noritake Co., Limited | Gas diffusion electrode, its forming method, and film-electrode junction |
| JP2010533351A (ja) * | 2007-07-10 | 2010-10-21 | コミッサリア ア レネルジー アトミーク エ オ ゼネルジ ザルタナテイヴ | 平面燃料電池用の不透過性多孔質基板及び集積パッケージ |
| US8273498B2 (en) | 2006-08-31 | 2012-09-25 | Toyota Jidosha Kabushiki Kaisha | Solid polymer fuel cell-purpose electrolyte membrane, production method therefor, and membrane-electrode assembly |
| WO2012137609A1 (ja) * | 2011-04-01 | 2012-10-11 | 本田技研工業株式会社 | 燃料電池用電解質膜・電極構造体及びその製造方法 |
| US8399145B2 (en) | 2007-09-25 | 2013-03-19 | Johnson Matthey Fuel Cells Limited | Membrane electrode assembly |
| JP2013145653A (ja) * | 2012-01-13 | 2013-07-25 | Honda Motor Co Ltd | 燃料電池用樹脂枠付き電解質膜・電極構造体 |
| JP2014038764A (ja) * | 2012-08-16 | 2014-02-27 | Honda Motor Co Ltd | 燃料電池用電解質膜・電極構造体の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01187772A (ja) * | 1988-01-21 | 1989-07-27 | Mitsubishi Plastics Ind Ltd | 電池用電極材 |
| JPH0845517A (ja) * | 1994-07-28 | 1996-02-16 | Tanaka Kikinzoku Kogyo Kk | 高分子電解質型燃料電池用シール構造及びその製造方法 |
| JPH10199551A (ja) * | 1997-01-06 | 1998-07-31 | Honda Motor Co Ltd | 燃料電池構造体およびその製造方法 |
| JP2001023655A (ja) * | 1999-07-07 | 2001-01-26 | Mitsubishi Electric Corp | 燃料電池およびその製造方法 |
| JP2003017087A (ja) * | 2001-07-02 | 2003-01-17 | Mitsubishi Electric Corp | 電気化学素子 |
| WO2003063280A2 (en) * | 2002-01-22 | 2003-07-31 | E.I. Du Pont De Nemours And Company | Unitized membrane electrode assembly and process for its preparation |
-
2003
- 2003-09-09 JP JP2003316192A patent/JP2005085594A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01187772A (ja) * | 1988-01-21 | 1989-07-27 | Mitsubishi Plastics Ind Ltd | 電池用電極材 |
| JPH0845517A (ja) * | 1994-07-28 | 1996-02-16 | Tanaka Kikinzoku Kogyo Kk | 高分子電解質型燃料電池用シール構造及びその製造方法 |
| JPH10199551A (ja) * | 1997-01-06 | 1998-07-31 | Honda Motor Co Ltd | 燃料電池構造体およびその製造方法 |
| JP2001023655A (ja) * | 1999-07-07 | 2001-01-26 | Mitsubishi Electric Corp | 燃料電池およびその製造方法 |
| JP2003017087A (ja) * | 2001-07-02 | 2003-01-17 | Mitsubishi Electric Corp | 電気化学素子 |
| WO2003063280A2 (en) * | 2002-01-22 | 2003-07-31 | E.I. Du Pont De Nemours And Company | Unitized membrane electrode assembly and process for its preparation |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007005122A (ja) * | 2005-06-23 | 2007-01-11 | Aisin Seiki Co Ltd | 燃料電池の製造方法および燃料電池用拡散層の製造方法 |
| JP2007026931A (ja) * | 2005-07-19 | 2007-02-01 | Nok Corp | 多孔質体周縁部におけるガスケット成形方法とこれに用いる金型 |
| US8273498B2 (en) | 2006-08-31 | 2012-09-25 | Toyota Jidosha Kabushiki Kaisha | Solid polymer fuel cell-purpose electrolyte membrane, production method therefor, and membrane-electrode assembly |
| US8568942B2 (en) | 2006-09-07 | 2013-10-29 | Toyota Jidosha Kabushiki Kaisha | Gas diffusion electrode, method for manufacturing the same and membrane electrode assembly |
| JP2008066151A (ja) * | 2006-09-07 | 2008-03-21 | Noritake Co Ltd | ガス拡散電極、その形成方法、および膜−電極接合体 |
| WO2008029811A1 (en) * | 2006-09-07 | 2008-03-13 | Noritake Co., Limited | Gas diffusion electrode, its forming method, and film-electrode junction |
| JP2010533351A (ja) * | 2007-07-10 | 2010-10-21 | コミッサリア ア レネルジー アトミーク エ オ ゼネルジ ザルタナテイヴ | 平面燃料電池用の不透過性多孔質基板及び集積パッケージ |
| US8399145B2 (en) | 2007-09-25 | 2013-03-19 | Johnson Matthey Fuel Cells Limited | Membrane electrode assembly |
| WO2012137609A1 (ja) * | 2011-04-01 | 2012-10-11 | 本田技研工業株式会社 | 燃料電池用電解質膜・電極構造体及びその製造方法 |
| JP5681792B2 (ja) * | 2011-04-01 | 2015-03-11 | 本田技研工業株式会社 | 燃料電池用電解質膜・電極構造体及びその製造方法 |
| US10658683B2 (en) | 2011-04-01 | 2020-05-19 | Honda Motor Co., Ltd. | Method for producing electrolyte membrane electrode assembly for fuel cells |
| JP2013145653A (ja) * | 2012-01-13 | 2013-07-25 | Honda Motor Co Ltd | 燃料電池用樹脂枠付き電解質膜・電極構造体 |
| JP2014038764A (ja) * | 2012-08-16 | 2014-02-27 | Honda Motor Co Ltd | 燃料電池用電解質膜・電極構造体の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4699763B2 (ja) | 燃料電池膜電極アセンブリを接合およびシールする1工程方法 | |
| JP6375522B2 (ja) | 燃料電池モジュールの製造方法 | |
| US20090220834A1 (en) | Membrane-electrode assembly having a multicomponent sealing rim | |
| US20150228988A1 (en) | Membrane electrode assembly, fuel cell comprising assembly of this type and motor vehicle comprising said fuel cell | |
| JP2014029834A (ja) | 燃料電池用電解質膜・電極構造体 | |
| KR101483282B1 (ko) | 전지용 흑연 코팅 복합재료 분리판의 제조 방법 | |
| JP6751891B2 (ja) | 燃料電池、及び燃料電池の製造方法 | |
| CN101536238A (zh) | 具有附着边界的完全催化的膜组合件 | |
| US20170012292A1 (en) | Method for producing membrane electrode assembly, membrane electrode assembly, and polymer electrolyte fuel cell | |
| JP3079742B2 (ja) | 固体高分子電解質型燃料電池 | |
| CN1331264C (zh) | 燃料电池用电解质膜-电极接合体及其制造方法 | |
| JP5907057B2 (ja) | 燃料電池用の電解質膜と膜電極接合体、および燃料電池用電解質膜の製造方法 | |
| JP6709053B2 (ja) | 樹脂枠付き段差meaの製造方法及び製造装置 | |
| JP2005085594A (ja) | 固体高分子電解質型燃料電池及びその製造方法 | |
| JP2004319153A (ja) | 固体高分子電解質型燃料電池及びその製造方法 | |
| JP5165947B2 (ja) | 膜・電極接合体およびその製造方法 | |
| KR101000427B1 (ko) | 고분자 전해질 연료 전지에서의 막 전극 접합체 및 보강형전해질 막 제조 방법, 및 그 제조 방법으로 얻어지는 막전극 접합체 및 보강형 전해질 막 | |
| JP2006528414A (ja) | 平面のフレーム付膜電極アセンブリアレイおよびそれを含む燃料電池を製造するためのプロセス | |
| JPH10289722A (ja) | 固体高分子型燃料電池およびその製造方法 | |
| JP2009123381A (ja) | 固体高分子型燃料電池の電解質膜構造体およびその製造方法 | |
| KR101731845B1 (ko) | 연료전지용 복합재료 분리판 및 그 제조방법 | |
| JP3837309B2 (ja) | 固体高分子型燃料電池 | |
| JP2019139993A (ja) | 燃料電池モジュールおよびその製造方法 | |
| JP4760027B2 (ja) | 固体高分子電解質型燃料電池の膜・電極接合体の製造方法 | |
| JP2010205652A (ja) | 膜電極接合体及びその製造方法並びに固体高分子形燃料電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080318 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090414 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100216 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100622 |