DE202013009805U1 - Device for chamfering a workpiece - Google Patents
Device for chamfering a workpiece Download PDFInfo
- Publication number
- DE202013009805U1 DE202013009805U1 DE201320009805 DE202013009805U DE202013009805U1 DE 202013009805 U1 DE202013009805 U1 DE 202013009805U1 DE 201320009805 DE201320009805 DE 201320009805 DE 202013009805 U DE202013009805 U DE 202013009805U DE 202013009805 U1 DE202013009805 U1 DE 202013009805U1
- Authority
- DE
- Germany
- Prior art keywords
- workpiece
- chamfering
- contraption
- processing unit
- cutters
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/005—Tools specially adapted for use in machines for manufacturing gear teeth with plural tools on a common axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F19/00—Finishing gear teeth by other tools than those used for manufacturing gear teeth
- B23F19/10—Chamfering the end edges of gear teeth
- B23F19/102—Chamfering the end edges of gear teeth by milling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gear Processing (AREA)
Abstract
Vorrichtung (1) zum Anfasen eines verzahnten Werkstücks (2) mit wenigstens einer drehbar gelagerten Werkstückspindel (3) und mit wenigstens einer Bearbeitungseinheit (4) mit mindestens einem Bearbeitungskopf (17) zum Anfasen eines in einer Spindel (6) eingespannten Werkstücks (2), dadurch gekennzeichnet, dass die Bearbeitungseinheit (4) mit mindestens einem Bearbeitungskopf (17) ausschließlich Anfasfräser, die ein Bearbeiten des Werkstücks (2) an zwei unterschiedlichen Seiten des Werkstücks (2) zulassen, insbesondere Chamfer-Cut-Fräser (5, 5'), umfasst.Device (1) for chamfering a toothed workpiece (2) with at least one rotatably mounted workpiece spindle (3) and with at least one machining unit (4) with at least one machining head (17) for chamfering a workpiece (2) clamped in a spindle (6) , characterized in that the machining unit (4) with at least one machining head (17) exclusively chamfering cutters which allow machining of the workpiece (2) on two different sides of the workpiece (2), in particular chamfer-cut cutters (5, 5 ') ), includes.
Description
Die vorliegende Erfindung betrifft eine Vorrichtung zum Anfasen eines außen- und/oder innenverzahnten Werkstücks.The present invention relates to a device for chamfering an externally and / or internally toothed workpiece.
Vorrichtungen zum Anfasen von Werkstücken sind zum Beispiel bei Verzahnungsfräsmaschinen bekannt und haben zur Aufgabe, die beim Verzahnungsfräsvorgang entstehenden scharfkantigen Ränder oder Grate an den Stirnseiten durch Anfasen zu entfernen.Devices for chamfering workpieces are known, for example, in gear cutting machines and have the task of removing the sharp edged edges or burrs that are produced during the gear milling process on the end faces by chamfering.
Üblicherweise umfasst das dabei verwendete Werkzeug einen Werkzeugdorn auf dem sowohl ein oder mehrere Fräser zur Herstellung der Verzahnung als auch mindestens ein Anfasfräser zum Anfasen wenigstens einer der erzeugten Zahnkanten montiert sind.Usually, the tool used in this case comprises a tool mandrel on which both one or more milling cutters for producing the toothing and at least one chamfering cutter for chamfering at least one of the generated tooth edges are mounted.
Es ist dabei nicht möglich, die Fräs- und Anfasfräsbearbeitung unabhängig voneinander anzusteuern, wodurch immer nur entweder eine Fräs- oder eine Anfasfräsbearbeitung des Werkstücks durchführbar ist. Problematisch ist hierbei, dass es durch diese Bearbeitung zu einer Verlängerung der Bearbeitungszeit für das Werkstück kommt, da der Anfasprozess im Anschluss an den Fräsprozess stattfinden muss.It is not possible to independently control the milling and Anfasfräsbearbeitung, whereby only ever a milling or chamfering of the workpiece is feasible. The problem here is that this processing leads to an extension of the machining time for the workpiece, since the Anfasprozess must take place after the milling process.
Aufgabe der vorliegenden Erfindung ist es daher, eine Vorrichtung zum Anfasen eines Werkstücks in vorteilhafter Weise weiterzubilden, insbesondere dahingehend, dass die Gesamtzeit für den Zahnradbearbeitungprozess durch den Anfasprozess nicht verlängert wird, und ein Anfasprozess zwischen zwei Fräsprozessen oder einem Schruppprozess und einem Schlichtprozess zum Einsatz kommen kann.It is therefore an object of the present invention to develop an apparatus for chamfering a workpiece in an advantageous manner, in particular in that the total time for the gear machining process is not prolonged by the chamfering process, and a chamfering process between two milling processes or a roughing process and a finishing process is used can.
Weiterhin ist es Aufgabe der vorliegenden Erfindung, den Anfasprozess nicht nur mit einem Verzahnungsfräsprozess zu koppeln, sondern diese Art der Anfasung mit weiteren Verzahnungserzeugenden oder -bearbeitenden Prozessen, wie z. B. Stoßen von Verzahnungen oder Verzahnungsschaben, kombinierbar zu machen, bei denen kein Werkzeugdorn zur Aufnahme eines Anfasfräsers vorhanden ist.Furthermore, it is an object of the present invention to couple the Anfasprozess not only with a Verzahnungsfräsprozess, but this type of chamfering with other gear generating or processing processes such. B. bumping teeth or toothing scraping to make combinable in which no tool mandrel for receiving a Anfasfräsers is present.
Diese Aufgabe wird erfindungsgemäß durch eine Vorrichtung mit den Merkmalen des Anspruchs 1 gelöst, wonach eine Vorrichtung zum Anfasen eines verzahnten Werkstücks vorgesehen ist, mit wenigstens einer drehbar gelagerten Werkstückspindel und mit wenigstens einer Bearbeitungseinheit mit mindestens einem Bearbeitungskopf zum Anfasen eines in einer Spindel eingespannten Werkstücks, wobei die Bearbeitungseinheit mit mindestens einem Bearbeitungskopf ausschließlich Anfasfräser, die ein Bearbeiten des Werkstücks an zwei unterschiedlichen Seiten des Werkstücks zulassen, insbesondere Chamfer-Cut-Fräser, umfasst.This object is achieved by a device having the features of
Eine derart ausgestaltete Vorrichtung ermöglicht es vorteilhafterweise, eine separate Anfasfräsbearbeitung an einem Werkstück vorzunehmen, ohne dass dabei Pausen bei der Anfasfräsbearbeitung aufgrund eines anderen Bearbeitungsschritts eingelegt werden müssen, der ebenfalls von der Bearbeitungseinheit ausgeführt wird.A device configured in this way advantageously makes it possible to carry out a separate chamfering machining on a workpiece, without having to insert pauses in chamfering machining on account of another processing step, which is likewise carried out by the processing unit.
Dabei wird ermöglicht, das Anfasen gleichzeitig an zwei unterschiedlichen Seiten des Werkstücks durchzuführen, wodurch vorteilhafterweise die Bearbeitungszeit des Werkstücks verringert wird. Auch wird es ermöglicht, alternativ entweder saubere, das heißt von Mikrograten freie Stirnkanten oder saubere Flankenkanten herzustellen.This makes it possible to perform chamfering simultaneously on two different sides of the workpiece, whereby advantageously the processing time of the workpiece is reduced. It also makes it possible, alternatively either clean, that is free of micro-burrs front edges or produce clean edge edges.
In einem bevorzugten Ausführungsbeispiel ist denkbar, dass die Bearbeitungseinheit mit mindestens einem Bearbeitungskopf eine Vorrichtung zum Einfädeln von Anfasfräsern und/oder zum Einmitten von Anfasfräsern relativ zur Lage der Verzahnung auf dem Werkstück umfasst.In a preferred embodiment, it is conceivable that the machining unit with at least one machining head comprises a device for threading chamfering cutters and / or centering chamfering cutters relative to the position of the toothing on the workpiece.
Hierdurch wird das Einstellen der Bearbeitungseinheit vorteilhaft vereinfacht bzw. wenigstens teilweise automatisiert.As a result, the setting of the processing unit is advantageously simplified or at least partially automated.
In einem bevorzugten Ausführungsbeispiel ist denkbar, dass die Bearbeitungseinheit mit mindestens einem Bearbeitungskopf wenigstens zwei separat ansteuerbare Anfasfräser, insbesondere Chamfer-Cut-Fräser, umfasst, wobei vorzugsweise getrennte Antriebe, insbesondere gesondert ansteuerbare Antriebe, vorgesehen sind.In a preferred embodiment, it is conceivable that the processing unit with at least one processing head comprises at least two separately controllable chamfering cutters, in particular chamfer-cut cutters, wherein preferably separate drives, in particular separately controllable drives, are provided.
Eine derartige Aufteilung der Bearbeitungseinheit in wenigstens zwei getrennte Anfasfräser, insbesondere Chamfer-Cut-Fräser, ermöglicht es, mittels der Bearbeitungseinheit mit mindestens einem Bearbeitungskopf das Werkstück parallel an mehr als einem Bearbeitungspunkt oder auch mehrere Werkstücke parallel zu bearbeiten. Hierdurch wird die Bearbeitungszeit vorteilhaft verkürzt.Such a division of the processing unit into at least two separate chamfering cutters, in particular chamfer-cut milling cutters, makes it possible to machine the workpiece in parallel at more than one processing point or several workpieces by means of the processing unit having at least one processing head. As a result, the processing time is advantageously shortened.
In einem weiteren bevorzugten Ausführungsbeispiel ist denkbar, dass die Vorrichtung hängend angeordnet ist.In a further preferred embodiment, it is conceivable that the device is arranged hanging.
Im Gegensatz zu einer stehenden Anordnung einer Bearbeitungseinheit mit mindestens einem Bearbeitungskopf kann so vermieden werden, dass die während des Bearbeitungsvorgangs anfallenden Späne in eine im Bodenbereich der Bearbeitungseinheit verlaufende Kinematik eindringen und die Bewegungsfreiheit der Bearbeitungseinheit beeinträchtigen.In contrast to a stationary arrangement of a processing unit with at least one processing head can be avoided so that the costs incurred during the machining chips in a running in the bottom region of the processing unit kinematics and affect the freedom of movement of the processing unit.
In einem bevorzugten Ausführungsbeispiel ist denkbar, dass die Vorrichtung innerhalb einer Verzahnmaschine angeordnet ist. In a preferred embodiment, it is conceivable that the device is arranged within a gear cutting machine.
In einem weiteren bevorzugten Ausführungsbeispiel ist denkbar, dass die Vorrichtung als eine eigenständige Anfasmaschine zum Anfasen von verzahnten Werkstücken ausgebildet ist. Diese kann z. B. durch eine Automation mit einer nebenstehenden Verzahnmaschine gekoppelt werden und so ein möglichst hoher Automatisierungsgrad des Bearbeitungsprozesses gewährleistet werden. Auch eine Ausführung als eine eigenständige Entgratzelle wäre denkbar.In a further preferred embodiment, it is conceivable that the device is designed as an independent chamfering machine for chamfering toothed workpieces. This can, for. B. be coupled by an automation with an adjacent gear cutting machine and thus the highest possible degree of automation of the machining process can be ensured. A version as an independent Entatzelle would be conceivable.
In einem bevorzugten Ausführungsbeispiel ist denkbar, dass die Vorrichtung über eine Transportvorrichtung mit einer nebenstehenden Verzahnmaschine gekoppelt ist.In a preferred embodiment, it is conceivable that the device is coupled via a transport device with an adjacent gear cutting machine.
In einem weiteren bevorzugten Ausführungsbeispiel ist denkbar, dass die Vorrichtung innerhalb eines verzahnten Werkstücks zum Anfasen von Innenverzahnungen angeordnet ist, und/oder dass die Vorrichtung einen automatischen Werkzeugwechsler umfasst.In a further preferred embodiment, it is conceivable that the device is arranged within a toothed workpiece for chamfering internal gears, and / or that the device comprises an automatic tool changer.
Dabei kann die Vorrichtung bei größeren Innenverzahnungen innerhalb des verzahnten Werkstückes auf einer feststehenden Konsole im Zentrum des Maschinentisches oder einem Support über dem Maschinentisch angeordnet sein und so der Anfasbearbeitung von Innenverzahnungen dienen.In this case, the device can be arranged with larger internal teeth within the toothed workpiece on a fixed console in the center of the machine table or a support on the machine table and thus serve the chamfering of internal gears.
Die Erfindung richtet sich ferner auf ein Verfahren zum Anfasen eines Werkstücks mittels einer Vorrichtung nach einem der Ansprüche 1 bis 8, mit den entsprechenden, in Bezug auf die Vorrichtung genannten, Vorteilen.The invention further relates to a method for chamfering a workpiece by means of a device according to one of
In einem bevorzugten Ausführungsbeispiel ist denkbar, dass das Anfasen zwischen mindestens zwei Frässchnitten und/oder zwischen mindestens einem Schruppschnitt und mindestens einem Schlichtschnitt durchgeführt wird.In a preferred embodiment, it is conceivable that chamfering is performed between at least two milling cuts and / or between at least one roughing cut and at least one finishing cut.
Bei den Frässchnitten kann es sich dabei beispielsweise auch um Schruppschnitte handeln.The milling cuts can also be, for example, roughing cuts.
Weitere Einzelheiten und Vorteile der Erfindung werden nun anhand von in den Figuren dargestellten Ausführungsbeispielen näher erläutert. Es zeigen:Further details and advantages of the invention will now be described with reference to exemplary embodiments illustrated in the figures. Show it:
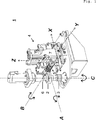
Das in
Eine Bearbeitungseinheit
Die gekoppelten Chamfer-Cut-Fräser
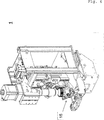
Das in
Mit Ausnahme der unverändert gebliebenen Werkstückdrehachse C verdoppelt sich somit die Anzahl der Freiheitsgrade (A1, A2, B1, B2, X1, X2, V1, V2, Z1, Z2) der Vorrichtung
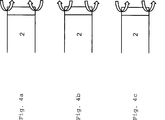
Das in
In
In
In der in
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201320009805 DE202013009805U1 (en) | 2013-03-28 | 2013-09-13 | Device for chamfering a workpiece |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013005559.8 | 2013-03-28 | ||
| DE102013005559 | 2013-03-28 | ||
| DE201320009805 DE202013009805U1 (en) | 2013-03-28 | 2013-09-13 | Device for chamfering a workpiece |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE202013009805U1 true DE202013009805U1 (en) | 2014-01-10 |
Family
ID=50029871
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE201320009805 Ceased DE202013009805U1 (en) | 2013-03-28 | 2013-09-13 | Device for chamfering a workpiece |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE202013009805U1 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3012056A1 (en) * | 2014-09-30 | 2016-04-27 | Liebherr-Verzahntechnik GmbH | Method and device for chamfering and deburring toothed workpieces |
| CN107957705A (en) * | 2018-01-10 | 2018-04-24 | 镇江三维输送装备股份有限公司 | A kind of chain barrel automates chamfering tool |
| WO2018162663A1 (en) * | 2017-03-09 | 2018-09-13 | Präwema Antriebstechnik GmbH | Tool, machine and method for creating ridge-like sharpened points on teeth of a toothed wheel having inner and outer teeth |
| DE102018001106A1 (en) | 2018-02-08 | 2019-08-08 | Peter Sums | Method and device for machining a gear |
| US20190314911A1 (en) * | 2018-04-11 | 2019-10-17 | Liebherr-Verzahntechnik Gmbh | Vorrichtung zur anfasbearbeitung eines werkstücks |
| WO2019226503A1 (en) * | 2018-05-25 | 2019-11-28 | The Gleason Works | Multi-tool chamfering device for toothed workpieces |
| CN112621238A (en) * | 2020-12-08 | 2021-04-09 | 安徽三山机械制造有限公司 | Excavator bucket gear machining equipment |
-
2013
- 2013-09-13 DE DE201320009805 patent/DE202013009805U1/en not_active Ceased
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3012056A1 (en) * | 2014-09-30 | 2016-04-27 | Liebherr-Verzahntechnik GmbH | Method and device for chamfering and deburring toothed workpieces |
| KR20190126850A (en) * | 2017-03-09 | 2019-11-12 | 프래베마 안트립스테크닉 게엠베하 | Tools, machines and methods for creating ridge-shaped sharp points on the teeth of a toothed wheel with internal teeth and external teeth |
| WO2018162663A1 (en) * | 2017-03-09 | 2018-09-13 | Präwema Antriebstechnik GmbH | Tool, machine and method for creating ridge-like sharpened points on teeth of a toothed wheel having inner and outer teeth |
| US11130183B2 (en) | 2017-03-09 | 2021-09-28 | Präwema Antriebstechnik GmbH | Tool, machine and method for producing roof ridge-shaped chamfers on teeth of an internally and externally toothed gearwheel |
| KR102290458B1 (en) | 2017-03-09 | 2021-08-18 | 프래베마 안트립스테크닉 게엠베하 | Tools, machines and methods for creating ridge-shaped sharp points on the teeth of a toothed wheel having internal and external teeth |
| CN107957705A (en) * | 2018-01-10 | 2018-04-24 | 镇江三维输送装备股份有限公司 | A kind of chain barrel automates chamfering tool |
| DE102018001106A1 (en) | 2018-02-08 | 2019-08-08 | Peter Sums | Method and device for machining a gear |
| CN110355426A (en) * | 2018-04-11 | 2019-10-22 | 利勃海尔-齿轮技术有限责任公司 | Equipment for carrying out chamfered edge processing to toothed workpiece |
| US20190314911A1 (en) * | 2018-04-11 | 2019-10-17 | Liebherr-Verzahntechnik Gmbh | Vorrichtung zur anfasbearbeitung eines werkstücks |
| US11980957B2 (en) * | 2018-04-11 | 2024-05-14 | Liebherr-Verzahntechnik Gmbh | Apparatus for a chamfer machining of a workpiece |
| WO2019226503A1 (en) * | 2018-05-25 | 2019-11-28 | The Gleason Works | Multi-tool chamfering device for toothed workpieces |
| CN112203789A (en) * | 2018-05-25 | 2021-01-08 | 格里森工场 | Multi-tool chamfering device for toothed workpieces |
| US11331735B2 (en) | 2018-05-25 | 2022-05-17 | The Gleason Works | Multi-tool chamfering device for toothed workpieces |
| CN112621238A (en) * | 2020-12-08 | 2021-04-09 | 安徽三山机械制造有限公司 | Excavator bucket gear machining equipment |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102013015240A1 (en) | Apparatus and method for chamfering a workpiece | |
| EP3552743B1 (en) | Device and method for chamfering a toothed workpiece | |
| EP2367656B1 (en) | Machine tool and method for producing gearing | |
| EP2694239B1 (en) | Method for producing toothings on workpieces | |
| EP2338640B1 (en) | Machine for grinding optical workpieces, in particular plastic eyeglass lenses | |
| EP2246138B1 (en) | Method and device for processing the cog edges of machining wheels with frontal cogs | |
| EP3012056A1 (en) | Method and device for chamfering and deburring toothed workpieces | |
| EP3388179A1 (en) | Method for machining the teeth of a workpiece | |
| DE202013009805U1 (en) | Device for chamfering a workpiece | |
| EP1577041B1 (en) | Bevel gear cutting machine and method for chamfering and/or deburring tooth edges of a bevel gear | |
| EP3299105B1 (en) | Method for chamfering the tooth edges of bevel gears | |
| DE102017112450A1 (en) | Apparatus and method for chamfering an internally toothed workpiece | |
| EP3412393B1 (en) | Device and method for chamfering an internally cogged workpiece | |
| EP2823924A2 (en) | Double dressing unit | |
| DE102011118312A1 (en) | Method and device for processing tooth edges | |
| DE102011110911A1 (en) | Milling machine for milling work pieces, particularly gears, has rotary mounted machine table, which has two work piece spindles, where processing unit is provided for milling work piece clamped in former work piece spindle | |
| DE102017107999A1 (en) | Deburring device and CNC gear cutting machine with such a deburring device | |
| EP3349934A1 (en) | Method and device for producing and deburring toothings | |
| DE102015012908B3 (en) | Method and device for producing and deburring toothings | |
| DE102013003964A1 (en) | Gear cutting machine with double machining head | |
| EP3013505B1 (en) | Hobbing machine having a pivoting arm, on which a chamfering device and two cutting tools are arranged | |
| EP3386670B1 (en) | Method for creating or machining gears and gear-cutting machine designed therefor | |
| DE102015012190B3 (en) | Gear hobbing machine for the manufacture and deburring of gears | |
| EP2864075B1 (en) | Method for processing a workpiece and corresponding gear cutting machine | |
| DE102014010824B4 (en) | Device for chamfering and deburring toothed workpieces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R207 | Utility model specification |
Effective date: 20140220 |
|
| R021 | Search request validly filed |
Effective date: 20141104 |
|
| R163 | Identified publications notified | ||
| R163 | Identified publications notified |
Effective date: 20150121 |
|
| R197 | New subsequently filed claims on ip dossier | ||
| R197 | New subsequently filed claims on ip dossier | ||
| R150 | Term of protection extended to 6 years | ||
| R165 | Request for cancellation or ruling filed | ||
| R168 | Utility model cancelled |