DE102023124804A1 - Method for generating and/or adapting a geometric meta-model for a molded part to be produced in a primary molding process, in particular for an injection molded part to be produced in an injection molding process - Google Patents
Method for generating and/or adapting a geometric meta-model for a molded part to be produced in a primary molding process, in particular for an injection molded part to be produced in an injection molding process Download PDFInfo
- Publication number
- DE102023124804A1 DE102023124804A1 DE102023124804.9A DE102023124804A DE102023124804A1 DE 102023124804 A1 DE102023124804 A1 DE 102023124804A1 DE 102023124804 A DE102023124804 A DE 102023124804A DE 102023124804 A1 DE102023124804 A1 DE 102023124804A1
- Authority
- DE
- Germany
- Prior art keywords
- geometry
- geometric
- criterion
- simulation
- meta
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/10—Geometric CAD
- G06F30/17—Mechanical parametric or variational design
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/32—Controlling equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D37/00—Controlling or regulating the pouring of molten metal from a casting melt-holding vessel
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/20—Design optimisation, verification or simulation
- G06F30/27—Design optimisation, verification or simulation using machine learning, e.g. artificial intelligence, neural networks, support vector machines [SVM] or training a model
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N20/00—Machine learning
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T17/00—Three-dimensional [3D] modelling for computer graphics
- G06T17/10—Constructive solid geometry [CSG] using solid primitives, e.g. cylinders, cubes
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T19/00—Manipulating three-dimensional [3D] models or images for computer graphics
- G06T19/20—Editing of three-dimensional [3D] images, e.g. changing shapes or colours, aligning objects or positioning parts
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F2113/00—Details relating to the application field
- G06F2113/08—Fluids
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F2113/00—Details relating to the application field
- G06F2113/22—Moulding
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F2119/00—Details relating to the type or aim of the analysis or the optimisation
- G06F2119/18—Manufacturability analysis or optimisation for manufacturability
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T2219/00—Indexing scheme for manipulating 3D models or images for computer graphics
- G06T2219/20—Indexing scheme for editing of 3D models
- G06T2219/2021—Shape modification
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Geometry (AREA)
- General Physics & Mathematics (AREA)
- Software Systems (AREA)
- General Engineering & Computer Science (AREA)
- Evolutionary Computation (AREA)
- Computer Hardware Design (AREA)
- Computer Graphics (AREA)
- Medical Informatics (AREA)
- Artificial Intelligence (AREA)
- Mechanical Engineering (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Data Mining & Analysis (AREA)
- Architecture (AREA)
- Computing Systems (AREA)
- Mathematical Physics (AREA)
- Computational Mathematics (AREA)
- Mathematical Analysis (AREA)
- Mathematical Optimization (AREA)
- Pure & Applied Mathematics (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zur Generierung und/oder Adaption eines geometrischen Meta-Modells für ein in einem Urformprozess herzustellendes Formteil zur Verwendung als Simulationsgeometrie, auf einer Basis von Prozessdaten,
wobei in einem Lernprozessschritt ein Gutteil hergestellt wird, der Gutteilprozess charakterisiert wird und zur Bestimmung eines Metamodells in einem Geometriebestimmungsschritt wenigstens eines der gelernten Charakteristika iterativ in Simulationen mit Zwischengeometrien angenähert wird bis ein ausreichend genaues Metamodell erreicht ist wobei ein virtuelles Gebilde verwendet wird, welches wenigstens ein geometrisches Regelgebilde ist oder hieraus zusammengesetzt ist.

wherein in a learning process step a good part is produced, the good part process is characterized and in order to determine a metamodel in a geometry determination step at least one of the learned characteristics is approximated iteratively in simulations with intermediate geometries until a sufficiently accurate metamodel is achieved, wherein a virtual structure is used which is at least one geometric rule structure or is composed thereof.
Description
Die Erfindung betrifft ein Verfahren zur Generierung und/oder Adaption eines geometrischen Meta-Modells für ein in einem Urformprozess herzustellendes Formteil, insbesondere für ein in einem Spritzgießprozess herzustellendes Spritzgießformteil, wobei zunächst ein Lernprozessschritt durchgeführt wird und nach dem Lernprozessschritt eine Bestimmung des geometrischen Meta-Modells durchgeführt wird.The invention relates to a method for generating and/or adapting a geometric meta-model for a molded part to be produced in a primary molding process, in particular for an injection-molded part to be produced in an injection-molded process, wherein first a learning process step is carried out and after the learning process step a determination of the geometric meta-model is carried out.
Grundsätzlich ist es in einem Bereich der Vernetzung von Spritzgießsimulationstools bzw. den daraus berechneten Ergebnissen und Spritzgießmaschinen bekannt, Simulationsdaten dafür zu verwenden, eine Maschineneinrichtung, zum Beispiel durch das Setzen von Sollgrößen und/oder Einstellwerten vorzunehmen. Auch ist es bekannt, einen Abgleich von Simulationsdaten und von Realversuchen an der Spritzgießmaschine durchzuführen.In the area of networking injection molding simulation tools or the results calculated from them with injection molding machines, it is generally known to use simulation data to perform machine setup, for example, by setting target values and/or parameters. It is also known to compare simulation data with real-life tests on the injection molding machine.
Des Weiteren sind Softwareprodukte bekannt, die zur Prozesseinrichtung des Spritzgießprozesses, d. h. des realen Spritzgießprozesses auf Basis von manuell durchgeführten Simulationen durchgeführt werden. Als Basis für die Simulationen gemäß dem Stand der Technik dienen vorbekannte räumliche Daten, zum Beispiel CAD-Daten, des herzustellenden Bauteils und/oder räumliche Daten, zum Beispiel CAD-Daten, einer Kavität eines Spritzgieß-Werkzeugs.Furthermore, software products are known that are used to configure the injection molding process, i.e., the actual injection molding process, based on manually performed simulations. The simulations according to the state of the art are based on previously known spatial data, for example, CAD data, of the component to be manufactured and/or spatial data, for example, CAD data, of a cavity of an injection molding tool.
Beispielsweise ist aus der
Aus der
Aus der
Aus der
Oben erwähnter Stand der Technik weist einen wesentlichen gemeinsamen Nachteil auf. Die Durchführung der Simulation auf Basis der CAD-Daten des herzustellenden Bauteils oder auf Basis der CAD-Daten der Werkzeugkavität setzt zum einen voraus, dass derartige Daten bekannt sind. Des Weiteren ist eine derartige Simulation mit hohem Rechenaufwand verbunden, da insbesondere bei komplexen Bauteilen oder bei komplexen, zum Beispiel verzweigten Formhohlräumen, ein erheblicher Rechenaufwand zur Durchführung der Simulation, z.B. der Strömungssimulation erforderlich ist. Der genannte Berechnungsaufwand ist insbesondere mit einem hohen Zeitaufwand verbunden. Im Allgemeinen wird daher die Simulation des Spritzgießprozesses auf Basis der vorbekannten CAD-Daten des herzustellenden Bauteils oder auf Basis der vorbekannten CAD-Daten der Werkzeugkavität lediglich für die initiale Einrichtung eines Prozesses verwendet. Dies setzt aber auch voraus, dass derjenige, der diese Prozesssimulation durchführen soll, auch die Kenntnis über die erwähnten CAD-Daten haben muss, da ihm eine Einrichtung eines sinnvollen Simulationsablaufes ohne Kenntnis dieser Daten unmöglich ist.The above-mentioned prior art has one significant common disadvantage. Performing the simulation based on the CAD data of the component to be manufactured or on the CAD data of the mold cavity requires, firstly, that such data is known. Furthermore, such a simulation is associated with high computational effort, since, particularly in the case of complex components or complex, for example, branched mold cavities, considerable computational effort is required to perform the simulation, e.g., the flow simulation. This computational effort is particularly time-consuming. Therefore, the simulation of the injection molding process based on the previously known CAD data of the component to be manufactured or on the previously known CAD data of the mold cavity is generally only used for the initial setup of a process. However, this also requires that the person performing this process simulation must also have knowledge of the aforementioned CAD data, since setting up a meaningful simulation sequence is impossible without knowledge of this data.
Hieraus entsteht wiederum der Nachteil, dass aufgrund der Notwendigkeit, dass mindestens ein realitätsnahes 3-D-Modell als Startpunkt erforderlich ist, sich ein kompliziertes und aufwändiges, insbesondere manuelles Datenhandling ergibt.This in turn results in the disadvantage that, due to the need for at least a realistic 3D model as a starting point, complicated and time-consuming, especially manual, data handling results.
Nicht vermeidbar ist auch insbesondere für den Fall komplexerer Geometrien bzw. komplexerer Simulationsmodelle ein hoher manueller Bearbeitungsaufwand in Bezug auf die initiale Modelloptimierung und dergleichen.Particularly in the case of more complex geometries or more complex simulation models, a high level of manual processing effort in relation to initial model optimization and the like is unavoidable.
Aufgabe der Erfindung ist es daher, eine physikalische Modellbildung aus realen Prozessdaten automatisiert durchzuführen, um eine Simulation ohne Kenntnis über die reale Geometrie des Bauteiles und/oder der Werkzeugkavität zu ermöglichen. Eine weitere Aufgabe ist es, simulationsbedingte Berechnungen von Urformprozessen, insbesondere von Spritzgießprozessen, in ihrer Komplexität qualitativ und/oder quantitativ erheblich zu vereinfachen. Des Weiteren ist es Aufgabe der Erfindung, eine Ermittlung von Maschineneinstelldaten/Prozessparametern zu ermöglichen, ohne die CAD-Daten bzw. die geometrische Raumform des herzustellenden Formteils und/oder die CAD-Daten bzw. die Raumform der Kavität im Werkzeug zu kennen. Ferner ist es erstrebenswert, die manuellen Aufwände zur Simulation und zum Datenmanagement erheblich abzusenken. Insbesondere soll der manuelle Vernetzungsaufwand einer Simulationsgeometrie, wie er derzeit in Spritzgießsimulationen gemäß dem Stand der Technik erforderlich ist, erheblich verringert werden.The object of the invention is therefore to automatically create a physical model from real process data in order to enable a simulation without knowledge of the real geometry of the component and/or the tool cavity. A further object is to significantly simplify the complexity of simulation-related calculations of primary forming processes, in particular injection molding processes, in terms of their quality and/or quantity. Furthermore, the object of the invention is to enable the determination of machine setting data/process parameters without knowledge of the CAD data or the geometric three-dimensional shape of the molded part to be produced and/or the CAD data or the three-dimensional shape of the cavity in the tool. Furthermore, it is desirable to significantly reduce the manual effort required for simulation and data management. In particular, the manual meshing effort of a simulation geometry, as is currently required in injection molding simulations according to the state of the art, should be significantly reduced.
Oben genannte Aufgaben werden erfindungsgemäß mit einem Verfahren mit den Merkmalen des Anspruchs 1 gelöst. Vorteilhafte Ausführungsformen sind in den vom Anspruch 1 abhängigen Ansprüchen angegeben.The above-mentioned objects are achieved according to the invention by a method having the features of
Der Erfindung liegt dabei die Kernidee zugrunde, Erkenntnisse aus einem Lern-Prozessschritt dafür zu nutzen, dass bei einer Bestimmung eines geometrischen Meta-Modells auf der Basis dieser Erkenntnisse eine gegenüber dem realen Bauteil oder gegenüber der realen Werkzeugkavität stark vereinfachte Ersatzgeometrie in Form eines geometrischen-Meta-Modells erhalten wird. Dieses geometrische Meta-Modell wird ohne Kenntnis der realen Raumform bzw. der CAD-Daten des Realbauteils und/oder der Werkzeugkavität erstellt. Lediglich aufgrund der wenigstens einen, im Lern-Prozessschritt erfassten Lerngeometriegröße, wenigstens einer im Lern-Prozessschritt erfassten Lernprozessgröße sowie der wenigstens einen, im Lern-Prozessschritt erfassten Lerndesignzielgröße wird eine Ersatzgeometrie aus stark vereinfachten Geometrien, nämlich aus geometrischen Regelgebilden bestimmt, die es ermöglicht, ein Verhalten bzw. ein Prozessverhalten, insbesondere hinsichtlich geeigneter Merkmale simulativ ausreichend angenähert abzubilden, wie es der reale Prozess oder die reale Geometrie in der Realität täte.The core idea underlying the invention is to use findings from a learning process step to determine a geometric meta-model based on these findings to obtain a substitute geometry in the form of a geometric meta-model that is greatly simplified compared to the real component or the real tool cavity. This geometric meta-model is created without knowledge of the real spatial shape or the CAD data of the real component and/or the tool cavity. Based solely on the at least one learning geometry variable acquired in the learning process step, at least one learning process variable acquired in the learning process step, and the at least one learning design target variable acquired in the learning process step, a substitute geometry is determined from greatly simplified geometries, namely from geometric rule structures, which makes it possible to simulate a behavior or process behavior, particularly with regard to suitable features, with sufficient approximation to how the real process or the real geometry would behave in reality.
Es gelingt somit ohne Kenntnis der tatsächlichen Geometrie des herzustellenden Formteils oder ohne Kenntnis der tatsächlichen Geometrie der Werkzeugkavität ein geometrisches Meta-Modell zu erstellen, welches gegenüber den realen Geometrien oder den Simulationsgeometrien im Lernprozessschritt stark vereinfacht ist und trotzdem eine zuverlässige optimierte Prozesseinrichtung des Urformprozesses, insbesondere des Spritzgießprozesses, ermöglicht. Insbesondere eignet sich das geometrische Meta-Modell als Simulationsgeometrie für die Durchführung einer Prozesssimulation des Urformprozesses, insbesondere des Spritzgießprozesses.This makes it possible to create a geometric meta-model without knowledge of the actual geometry of the molded part to be produced or without knowledge of the actual geometry of the mold cavity. This geometric meta-model is significantly simplified compared to the real geometries or the simulation geometries in the learning process step, yet still enables a reliable, optimized process setup of the primary forming process, especially the injection molding process. The geometric meta-model is particularly suitable as a simulation geometry for conducting a process simulation of the primary forming process, especially the injection molding process.
Für das Verständnis der vorliegenden Erfindung seien nachfolgend aufgelistete Begriffe gegebenenfalls zusätzlich zu einer oder alternativ zu einer einschlägigen Fachbegriffsdefinition wie folgt definiert. Sofern sich die hier vorliegende Definition mit einer möglicherweise vorhandenen Fachbegriffsdefinition überschneidet oder gar widerspricht, geht im Zweifelsfall die Definition, wie sie in dieser Anmeldung vorgenommen ist, vor.For the understanding of the present invention, the terms listed below are defined as follows, where appropriate in addition to or alternatively to a relevant technical term definition. If the definition provided here overlaps with or even contradicts a possibly existing technical term definition, the definition as provided in this application shall prevail in case of doubt.
Geometrisches Regelgebilde:Geometric rule structure:
Unter einem geometrischen Regelgebilde ist erfindungsgemäß ein 2-dimensionales oder ein 2,5-dimensionales oder ein 3-dimensionales nicht-Freiformgebilde zu verstehen.According to the invention, a geometric rule structure is to be understood as a 2-dimensional or a 2.5-dimensional or a 3-dimensional non-free-form structure.
Unter einem 2-dimensionalen geometrischen Regelgebilde ist ein 2-dimensionales Polytop oder eine ebene Projektion eines 2,5-dimensionalen oder eines 3-dimensionalen geometrischen Regelgebildes zu verstehen.A 2-dimensional geometric rule structure is a 2-dimensional polytope or a plane projection of a 2.5-dimensional or a 3-dimensional geometric rule structure.
Unter einem 2,5-dimensionalen geometrischen Regelgebilde ist ein 2-dimensionales Regelgebilde mit einer wenigstens abschnittsweise konstanten Dicken-Information in einer dritten Dimension zu verstehen.A 2.5-dimensional geometric rule structure is a 2-dimensional rule structure with at least partially constant thickness information in a third dimension.
Unter einem 3-dimensionalen geometrischen Regelgebilde ist ein 3-dimensionales nicht-Freiformgebilde zu verstehen, wobei insbesondere, aber nicht abschließend nachfolgend aufgezählte geometrische Grundkörper als 3-dimensionales Regelgebilde anzusehen sind:
- - 3-dimensionale Polytope, z.B.
- - Quader
- - Würfel
- - Prisma
- - Pyramide
- - 3- oder Mehreckplatte
- - Pyramidenstumpf und/oder
- - 3-dimensionale Körper mit wenigstens einer gekrümmten Begrenzungsfläche, z.B.
- - Zylinder,
- - Kugel
- - Kegel
- - Zylinderscheibe mit einer Höhe h und einem Durchmesser d, wobei h<d gilt
- - Teilkugel, insbesondere Halbkugel
- - Kegelstumpf.
- - 3-dimensional polytopes, e.g.
- - Cuboid
- - Dice
- - Prism
- - Pyramid
- - 3- or multi-corner plate
- - truncated pyramid and/or
- - 3-dimensional bodies with at least one curved boundary surface, e.g.
- - cylinder,
- - Bullet
- - Cone
- - Cylindrical disc with a height h and a diameter d, where h<d
- - partial sphere, especially hemisphere
- - truncated cone.
Virtuelles Gebilde:Virtual entity:
Unter einem virtuellen Gebilde ist erfindungsgemäß ein Ergebnis einer booleschen Addition oder ein Ergebnis einer booleschen Subtraktion von wenigstens 2 geometrischen Regelgebilden zu verstehen. Im Extremfall kann ein virtuelles Gebilde auch nur aus einem einzigen geometrischen Regelgebilde gebildet sein.According to the invention, a virtual entity is understood to be the result of a Boolean addition or a Boolean subtraction of at least two geometric rule entities. In extreme cases, a virtual entity can also be formed from only a single geometric rule entity.
Einspritzphase:Injection phase:
Zeitraum vom Beginn des Schmelzefüllprozesses bis zur vollständigen volumetrischen Formfüllung, bei der bis auf einen erforderlichen Materialtransport zum Schwindungsausgleich die Formfüllung als solche abgeschlossen ist. Der Beginn des Schmelzefüllprozesses fällt näherungsweise mit dem Schließen der Rückstromsperre zusammen.The period from the start of the melt filling process to complete volumetric mold filling, at which the mold filling process is complete except for the necessary material transport to compensate for shrinkage. The start of the melt filling process approximately coincides with the closing of the non-return valve.
Nachdruckphase:Post-print phase:
Zeitraum ab dem Umschaltzeitpunkt bis zum Ende der Druckbeaufschlagung zur Kompensation der Materialschwindung. Hierzu wird zwar Material in die Form transportiert, dieser Schwindungsausgleich wird aber nicht mehr der Einspritzphase zugerechnet.The period from the switchover point until the end of pressurization to compensate for material shrinkage. Although material is transported into the mold, this shrinkage compensation is no longer counted as part of the injection phase.
Formteilbildungsprozess:Molding process:
Zeitraum, während dem Schmelze in die Kavität gelangt. Üblicherweise betrifft der Formteilbildungsprozess einen Zeitraum vom Beginn der Einspritzphase bis zum Ende der Nachdruckphase.The period during which melt enters the cavity. Typically, the molding process covers a period from the beginning of the injection phase to the end of the holding pressure phase.
Im Einzelnen weist das erfindungsgemäße Verfahren zur Generierung und/oder zur Adaption eines geometrischen Meta-Modells für ein in einem Urformprozess herzustellendes Formteil zur Verwendung als Simulationsgeometrie nachfolgend aufgeführte Schritte auf:
- a) in einem Lernprozessschritt:
- a.1) Herstellen eines Gutteils des Formteils in einem realen Gutteil-Herstellungsprozess und/oder Durchführen einer Simulation des Gutteil-Herstellungsprozesses,
- a.2) Erfassen wenigstens einer Lernprozessgröße und wenigstens einer Lerngeometriegröße und wenigstens einer Lerndesignzielgröße des Gutteil-Herstellungsprozesses und/oder der Simulation des Gutteil-Herstellungsprozesses
- b) in einem Schritt zur Bestimmung des geometrischen Meta-Modells:
- b.1) Definition von mindestens einem Prozess-MUSS-Kriterium, welches der Lernprozessgröße entspricht, und Definition von mindestens einem Geometrie-MUSS-Kriterium, welches der Lerngeometriegröße entspricht
- b.2) Konfiguration einer Simulationsumgebung wenigstens umfassend:
- b.2.1) eine geometriebasierte Simulationskomponente enthaltend wenigstens eine Basisgeometrie,
- b.2.2) eine prozessbasierte Simulationskomponente,
- b.2.3) eine designbasierte Simulationskomponente eines Versuchsplandesigns, welche wenigstens ein zu erreichendes Simulationsoptimierungsziel der Simulation festlegt, wobei das Simulationsoptimierungsziel aus der Lerndesignzielgröße gebildet wird oder die Lerndesignzielgröße ist;
- b.3) Durchführung der Simulation mit der im Schritt b.2. konfigurierten Simulationsumgebung zum Erhalt eines Simulationsergebnisses;
- b.4) Evaluation des Simulationsergebnisses durch Vergleich des Simulationsergebnisses mit dem festgelegten Simulationsoptimierungsziel;
- b.5) wenn im Schritt b.4) das Simulations-optimierungsziel nicht erreicht wird,
- b.5.1) Iterative Adaption der Basisgeometrie zum Erhalt einer Zwischengeometrie;
- b.5.2) Modifikation der geometriebasierten Simulationskomponente aus Schritt b.2.1) durch Ersatz der Basisgeometrie mit der Zwischengeometrie;
- b.6) Wiederholung der Schritte b.3) bis b.5) unter der Verwendung der Zwischengeometrie, bis das festgelegte Simulationsoptimierungsziel mit der Zwischengeometrie erreicht wird;
- b.7) Wenn das festgelegte Simulationsoptimierungsziel erreicht ist, Definition der Zwischengeometrie als das geometrische Meta-Modell;
- b.8) wobei für die Basisgeometrie und die Zwischengeometrie ein virtuelles Gebilde verwendet wird, welches wenigstens ein geometrisches Regelgebilde ist oder welches aus zwei oder mehreren geometrischen Regelgebilden gebildet ist.
- a) in a learning process step:
- a.1) Producing a good part of the molded part in a real good part manufacturing process and/or carrying out a simulation of the good part manufacturing process,
- a.2) Recording at least one learning process variable and at least one learning geometry variable and at least one learning design target variable of the good part manufacturing process and/or the simulation of the good part manufacturing process
- b) in one step to determine the geometric meta-model:
- b.1) Definition of at least one process MUST criterion corresponding to the learning process size and definition of at least one geometry MUST criterion corresponding to the learning geometry size
- b.2) Configuration of a simulation environment comprising at least:
- b.2.1) a geometry-based simulation component containing at least one basic geometry,
- b.2.2) a process-based simulation component,
- b.2.3) a design-based simulation component of a test plan design, which defines at least one simulation optimization objective to be achieved in the simulation, wherein the simulation optimization objective is formed from the learning design objective or is the learning design objective;
- b.3) Carrying out the simulation using the simulation environment configured in step b.2 to obtain a simulation result;
- b.4) Evaluation of the simulation result by comparing the simulation result with the defined simulation optimization objective;
- b.5) if the simulation optimization goal is not achieved in step b.4),
- b.5.1) Iterative adaptation of the base geometry to obtain an intermediate geometry;
- b.5.2) Modification of the geometry-based simulation component from step b.2.1) by replacing the base geometry with the intermediate geometry;
- b.6) Repeating steps b.3) to b.5) using the intermediate geometry until the specified simulation optimization objective is achieved with the intermediate geometry;
- b.7) When the specified simulation optimization goal is achieved, definition of the intermediate geometry as the geometric meta-model;
- b.8) wherein a virtual entity is used for the basic geometry and the intermediate geometry, which is at least one geometric rule entity or which is formed from two or more geometric rule entities.
In einer besonderen Ausführungsform ist das virtuelle Gebilde aus 2-dimensionalen, 2,5-dimensionalen und/oder 3-dimensionalen Regelgebilden gebildet oder zusammengesetzt.In a particular embodiment, the virtual structure is formed or composed of 2-dimensional, 2.5-dimensional and/or 3-dimensional rule structures.
Diese stellen erstrebenswerte Grundalternativen betreffend Regelgebildetypen dar.These represent desirable basic alternatives regarding rule formation types.
Vorteilhafterweise kommt als 3-dimensionales Regelgebilde wenigstens eines ausgewählt aus der Gruppe:
- - 3-dimensionale Polytope, z.B.
- - Quader
- - Würfel
- - Prisma
- - Pyramide
- - 3- oder Mehreckplatte
- - Pyramidenstumpf und/oder
- - 3-dimensionale Körper mit wenigstens einer gekrümmten Begrenzungsfläche, z.B.
- - Zylinder,
- - Kugel
- - Kegel
- - Zylinderscheibe mit einer Höhe h und einem Durchmesser d, wobei h<d gilt
- - Teilkugel, insbesondere Halbkugel
- - Kegelstumpf zum Einsatz.
- - 3-dimensional polytopes, e.g.
- - Cuboid
- - Dice
- - Prism
- - Pyramid
- - 3- or multi-corner plate
- - truncated pyramid and/or
- - 3-dimensional bodies with at least one curved boundary surface, e.g.
- - cylinder,
- - Bullet
- - Cone
- - Cylindrical disc with a height h and a diameter d, where h<d
- - partial sphere, especially hemisphere
- - Truncated cone used.
Mit diesen mathematisch relativ einfach darstellbaren 3-dimensionalen geometrischen Regelgebilden gelingt die Verwirklichung eines besonders niedrigen Rechenaufwands bei Simulationsberechnungen basierend auf geometrischen Meta-Modellen, die aus diesen 3-dimensionalen geometrischen Regelgebilden gebildet sind. Im Gegensatz z.B. zu lediglich numerisch zu bestimmenden Freiformflächen oder Freiformkörpern, zum Beispiel Strakflächen oder Schmiegeflächen enthaltende Körper, vereinfacht das geometrische Meta-Modell aus solchen Regelgebilden die Simulationsrechnung erheblich.These mathematically relatively simple 3-dimensional geometric structures allow for particularly low computational effort in simulation calculations based on geometric metamodels formed from these 3-dimensional geometric structures. In contrast to, for example, freeform surfaces or freeform bodies, which can only be determined numerically, such as bodies containing spherical surfaces or oscillating surfaces, the geometric metamodel formed from such structures significantly simplifies simulation calculations.
Vorteilhafterweise ist unter einem 2-dimensionalen Regelgebilde ein 2-dimensionales Polytop oder eine ebene Projektion eines 3-dimensionalen Regelgebildes zu verstehen.Advantageously, a 2-dimensional rule structure is understood to be a 2-dimensional polytope or a planar projection of a 3-dimensional rule structure.
Auch die Verwendung von lediglich 2-dimensionalen Regelgebilden ermöglicht es, einen Simulationsrechenaufwand und somit einen Zeitaufwand für eine Berechnung einer Simulation auf der Basis des hieraus gebildeten geometrischen Meta-Modells zu verringern.The use of only 2-dimensional rule structures also makes it possible to reduce the simulation computational effort and thus the time required to calculate a simulation based on the geometric meta-model created from it.
Weiterhin ist unter einem 2,5-dimensionalen Regelgebilde ein 2-dimensionales Regelgebilde zusammen mit einer wenigstens abschnittsweisen konstanten Dicken-Information betreffend eine dritte Dimension zu verstehen.Furthermore, a 2.5-dimensional control structure is to be understood as a 2-dimensional control structure together with at least partially constant thickness information relating to a third dimension.
Eine solches 2,5-dimensionales Regelgebilde kann vorteilhafterweise dabei helfen, den Berechnungsaufwand und somit den Zeitaufwand für eine Simulation insbesondere auch gegenüber der Verwendung von 3-dimensionalen Regelgebilden zu verringern.Such a 2.5-dimensional control structure can advantageously help to reduce the computational effort and thus the time required for a simulation, especially compared to the use of 3-dimensional control structures.
Besonders zweckmäßig ist, dass das virtuelle Gebilde und/oder wenigstens eines der geometrischen Regelgebilde in Richtung wenigstens einer Raumachse (X-Achse und/oder Y-Achse und/oder Z-Achse) parametrierbar ausgebildet ist, und im Schritt b.5.1) zur iterativen Adaption wenigstens einer der Größenwerte der Raumachsen (X-Achse und/oder Y-Achse und/oder Z-Achse) verändert wird.It is particularly expedient that the virtual structure and/or at least one of the geometric control structures is designed to be parameterizable in the direction of at least one spatial axis (X-axis and/or Y-axis and/or Z-axis), and in step b.5.1) at least one of the size values of the spatial axes (X-axis and/or Y-axis and/or Z-axis) is changed for the iterative adaptation.
Mit obiger Maßnahme gelingt es, zur Optimierung der Basisgeometrie bzw. der Zwischengeometrie hin zum optimierten geometrischen Meta-Modell, lediglich die Raumform und/oder die Größe des wenigstens einen Regelgebildes variieren zu müssen und somit lediglich hierdurch oder auch im Zusammenhang mit weiteren Maßnahmen die Basisgeometrie oder die Zwischengeometrie iterativ an die gewünschte Zielgeometrie anzupassen, d. h. das geometrische Meta-Modell zu erhalten.With the above measure, in order to optimize the basic geometry or the intermediate geometry towards the optimized geometric meta-model, it is possible to only vary the spatial shape and/or the size of at least one control structure and thus to iteratively adapt the basic geometry or the intermediate geometry to the desired target geometry only in this way or in conjunction with further measures, i.e. to obtain the geometric meta-model.
Gemäß einer weiteren Ausführungsform des erfindungsgemäßen Verfahrens sind Außenkanten und/oder Innenkanten des virtuellen Gebildes oder Übergangskanten zwischen zwei Regelgebilden des virtuellen Gebildes verrundet oder weisen eine Fase auf.According to a further embodiment of the method according to the invention, outer edges and/or inner edges of the virtual structure or transition edges between two standard structures of the virtual structure are rounded or have a chamfer.
Durch den Einsatz von Verrundungen oder Fasen ist es in besonders einfacher Art und Weise möglich, z.B. ein Strömungsverhalten einer Materialschmelze innerhalb des geometrischen Meta-Modells an die Erkenntnisse aus dem Lernprozessschritt anzupassen.By using fillets or chamfers, it is possible in a particularly simple way to adapt, for example, the flow behavior of a material melt within the geometric meta-model to the findings from the learning process step.
Vorteilhafterweise ist der Urform-Herstellprozess ein Gießprozess, z. B. ein Spritzgießprozess oder ein Druckgussprozess.Advantageously, the master mold manufacturing process is a casting process, e.g., an injection molding process or a die casting process.
Für obige Urformprozesse eignet sich das erfindungsgemäße Verfahren in besonders positiver Art und Weise.The method according to the invention is particularly suitable for the above primary forming processes.
Gemäß einer weiteren Ausführungsform der Erfindung erfüllt das geometrische Meta-Modell in Bezug auf die geometriebasierte Simulationskomponente wenigstens ein Geometrie-MUSS-Kriterium innerhalb vorgegebener Geometrie-MUSS-Kriterien-Grenzwerte und/oder das geometrische Meta-Modell verhält sich hinsichtlich des Geometrie-MUSS-Kriteriums innerhalb der vorgegebenen Geometrie-MUSS-Kriterien-Grenzwerte so, wie die Realgeometrie des Gutteils oder die Simulationsgeometrie des herzustellenden Formteils , d.h. wie die Lerngeometriegröße.According to a further embodiment of the invention, the geometric meta-model, with respect to the geometry-based simulation component, satisfies at least one geometry MUST criterion within predefined geometry MUST criterion limits and/or the geometric meta-model behaves with respect to the geometry MUST criterion within the predefined geometry MUST criterion limits in the same way as the real geometry of the good part or the simulation geometry of the molded part to be produced, i.e. like the learning geometry variable.
Mit oben umrissenen Eigenschaften des geometrischen Meta-Modells gelingt eine besonders genaue und realitätsnahe Ermittlung des geometrischen Meta-Modells im Vergleich zu korrespondierenden Eigenschaften der Realgeometrie bzw. der Simulationsgeometrie.The properties of the geometric meta-model outlined above enable a particularly accurate and realistic determination of the geometric meta-model compared to corresponding properties of the real geometry or the simulation geometry.
In einer weiteren Ausführungsform des erfindungsgemäßen Verfahrens erfüllt das geometrische Meta-Modell in Bezug auf die geometriebasierte Simulationskomponente wenigstens ein Geometrie-KANN-Kriterium innerhalb vorgegebener Geometrie-KANN-Kriterien-Grenzwerte und/oder das geometrische Meta-Modell verhält sich hinsichtlich des Geometrie-KANN-Kriteriums innerhalb der vorgegebenen Geometrie-KANN-Kriterien-Grenzwerte so, wie die Realgeometrie des Gutteils oder die Simulationsgeometrie des herzustellenden Formteils, d.h. wie die Lerngeometriegröße.In a further embodiment of the method according to the invention, the geometric meta-model, with respect to the geometry-based simulation component, fulfills at least one geometry CAN criterion within predefined geometry CAN criterion limits and/or the geometric meta-model behaves with respect to the geometry CAN criterion within the predefined geometry CAN criterion limits in the same way as the real geometry of the good part or the simulation geometry of the molded part to be produced, ie like the learning geometry variable.
Mit oben umrissenen Eigenschaften des geometrischen Meta-Modells gelingt eine weitere, besonders genaue Ermittlung des Verhaltens des geometrischen Meta-Modells im Vergleich zu dem der Realgeometrie bzw. der Simulationsgeometrie.With the properties of the geometric meta-model outlined above, a further, particularly precise determination of the behavior of the geometric meta-model in comparison to that of the real geometry or the simulation geometry is possible.
Besonders bewährt hat sich, dass das Geometrie-MUSS-Kriterium ein zu füllendes Gesamtvolumen (Vfill,tot)ist.It has proven particularly useful that the MUST geometry criterion is a total volume to be filled (V fill,tot ).
Gemäß einer besonderen Ausführungsform ist das Geometrie-KANN-Kriterium eine Relation von Dimensionen der Regelgebilde des geometrischen Meta-Modells ist, z.B. L/D (Länge zu Durchmesser) bei einem Zylinder.According to a particular embodiment, the geometry CAN criterion is a relation of dimensions of the rule structures of the geometric meta-model, e.g. L/D (length to diameter) for a cylinder.
Durch Festlegung eines solchen Geometrie-KANN-Kriteriums können beispielsweise Fließgeschwindigkeiten der Schmelze in einem einer Simulation zugrunde liegenden geometrischen Meta-Modell wenigstens bereichsweise an reale Fließgeschwindigkeiten beim Gutteilprozesses oder an Fließgeschwindigkeiten, die sich aus der Simulation des Gutteilprozesses ergeben, angenähert werden. Derartige, wenigstens bereichsweise stattfindenden Annäherungen können insbesondere mittlere Fließfrontgeschwindigkeiten der Schmelze im Meta-Modell gut simulieren bzw. anpassbar machen.By specifying such a geometry CAN criterion, for example, melt flow velocities in a geometric meta-model underlying a simulation can be approximated, at least in some areas, to actual flow velocities during the good part process or to flow velocities resulting from the simulation of the good part process. Such approximations, at least in some areas, can, in particular, accurately simulate or adapt average flow front velocities of the melt in the meta-model.
Eine weitere Ausführungsform der Erfindung zeichnet sich dadurch aus, dass das geometrische Meta-Modell in Bezug auf die prozessbasierte Simulationskomponente wenigstens ein Prozess-MUSS-Kriterium innerhalb vorgegebener Prozess-MUSS-Kriterien-Grenzwerte erfüllt und/oder dass ein mit dem Meta-Modell simulierter Prozess sich hinsichtlich des Prozess-MUSS-Kriteriums innerhalb der vorgegebenen Prozess-MUSS-Kriterien-Grenzwerte so verhält wie der reale Gutteil-Herstellungsprozess oder wie die Simulation des Gutteil-Herstellungsprozesses, d.h. wie die Lernprozessgröße.A further embodiment of the invention is characterized in that the geometric meta-model, with respect to the process-based simulation component, fulfills at least one process MUST criterion within predetermined process MUST criterion limits and/or that a process simulated with the meta-model behaves with respect to the process MUST criterion within the predetermined process MUST criterion limits like the real good part manufacturing process or like the simulation of the good part manufacturing process, i.e. like the learning process variable.
Mit oben umrissenen Eigenschaften des geometrischen Meta-Modells gelingt eine besonders genaue und realitätsnahe Ermittlung des geometrischen Meta-Modells hinsichtlich seiner Prozessgrößen im Vergleich zu korrespondierenden Prozessgrößen des Gutteil-Herstellungsprozesses oder der Simulation des Gutteil-Herstellungsprozesses.With the properties of the geometric meta-model outlined above, a particularly accurate and realistic determination of the geometric meta-model with regard to its process variables in comparison to corresponding process variables of the good part manufacturing process or the simulation of the good part manufacturing process is possible.
Eine weitere Ausführungsform der Erfindung zeichnet sich zusätzlich dadurch aus, dass das geometrische Meta-Modell in Bezug auf die prozessbasierte Simulationskomponente wenigstens ein Prozess-KANN-Kriterium innerhalb vorgegebener Prozess-KANN-Kriterien-Grenzwerte erfüllt und/oder dass ein mit dem geometrischen Meta-Modell simulierter Prozess sich hinsichtlich des Prozess-KANN-Kriteriums innerhalb der vorgegebenen Prozess-KANN-Kriterien-Grenzwerte so verhält wie der reale Gutteil-Herstellungsprozess oder wie die Simulation des Gutteil-Herstellungsprozesses, d.h. wie die Lernprozessgröße.A further embodiment of the invention is additionally characterized in that the geometric meta-model, with respect to the process-based simulation component, fulfills at least one process CAN criterion within predetermined process CAN criterion limits and/or that a process simulated with the geometric meta-model behaves with respect to the process CAN criterion within the predetermined process CAN criterion limits like the real good part manufacturing process or like the simulation of the good part manufacturing process, i.e. like the learning process variable.
Wenn zusätzlich zu dem Prozess-MUSS-Kriterium oder den Prozess-MUSS-Kriterien wenigstens ein weiteres Prozess-KANN-Kriterium erfüllt ist oder sich das geometrische Meta-Modell in einem Simulationsprozess hinsichtlich des Prozess-KANN-Kriteriums so verhält wie der reale Gutteil-Herstellungsprozess oder wie die Simulation des Gutteil-Herstellungsprozesses, kann die Qualität und Aussagekraft des geometrischen Meta-Modells als vereinfachte Ersatzgeometrie weiter verbessert werden.If, in addition to the process MUST criterion or the process MUST criteria, at least one further process CAN criterion is met or if the geometric meta-model in a simulation process behaves with regard to the process CAN criterion like the real good part manufacturing process or like the simulation of the good part manufacturing process, the quality and meaningfulness of the geometric meta-model can be further improved as a simplified substitute geometry.
In einer bestimmten Ausführungsform hat sich bewährt, dass das Prozess-MUSS-Kriterium wenigstens eines oder mehrere ausgewählt aus der Gruppe:
- - Plastifizierschneckenhubkurve der Einspritzphase (sinj) und/oder daraus berechnete Werte;
- - Einspritzdruckkurve (d.h. einem Verlauf Einspritzdruckwerte pinj über einer Zeit, z.B. Einspritzzeit, oder einer Strecke, z.B. dem Schneckenhub) oder singuläre Einspritzdruckwerte (pinj) und/oder daraus - berechnete Werte;
- - Physikalische Materialdaten, z.B. in Form von Material-Modellen wie pvT- und Cross-WLF-Modellen;
- - Temperaturwert (Tinj), der eine Temperatur der Materialschmelze, insbesondere in Düsennähe repräsentiert oder eine HeißkanalTemperatur ist/sind.
- - plasticizing screw stroke curve of the injection phase (s inj ) and/or values calculated therefrom;
- - injection pressure curve (i.e. a course of injection pressure values p inj over a time, e.g. injection time, or a distance, e.g. the screw stroke) or singular injection pressure values (p inj ) and/or values calculated therefrom;
- - Physical material data, e.g. in the form of material models such as pvT and cross-WLF models;
- - Temperature value (T inj ), which represents a temperature of the material melt, especially near the nozzle, or is/are a hot runner temperature.
Mit den oben erwähnten Prozess-MUSS-Kriterien, von denen wenigstens eines erfüllt sein muss, wird eine Grundlage dafür geschaffen, dass ein simulierter Prozess auf der Basis des geometrischen Meta-Modells hinsichtlich wesentlicher Prozessdaten mit dem realen Gutteilprozesses oder mit der Simulation eines realen Gutteilprozesses übereinstimmend eingerichtet und/oder optimiert werden kann, dies insbesondere innerhalb vorgegebener Prozess-MUSS-Kriterien-Grenzwerte.The above-mentioned process MUST criteria, of which at least one must be fulfilled, create a basis for setting up and/or optimizing a simulated process on the basis of the geometric meta-model in terms of essential process data in accordance with the real good part process or with the simulation of a real good part process, in particular within specified process MUST criteria limit values.
In weiteren Ausführungsformen der Erfindung ist das Prozess-KANN-Kriterium eines oder mehrere ausgewählt aus der Gruppe:
- - Düsendruckkurve (pnoz) und/oder daraus berechnete Werte;
- - Volumenstromkurve der Einspritzphase (V̇inj) und/oder daraus berechnete Werte;
- - Werkzeuginnendruckkurve (pCav) und/oder daraus berechnete Werte;
- - Schließkraftverlaufskurve (FCIp) und/oder daraus berechnete Werte;
- - Stromkurve (IDrv) und/oder daraus berechnete Werte.
- - nozzle pressure curve (p noz ) and/or values calculated therefrom;
- - Volume flow curve of the injection phase (V̇ inj ) and/or values calculated therefrom;
- - cavity pressure curve (p Cav ) and/or values calculated from it;
- - Closing force curve (F CIp ) and/or values calculated therefrom;
- - Current curve (I Drv ) and/or values calculated from it.
Mit derartigen Prozess-KANN-Kriterien gelingt es, ein geometrisches Meta-Modells innerhalb einer Simulation hinsichtlich realitätsnaher Prozesseigenschaften des Gutteil-Herstellungsprozesses bzw. die Prozesseigenschaften der Simulation des Gutteil-Herstellungsprozesses sinnvoll auszuwählen. Insbesondere die letztgenannte Stromkurve kann dabei eine einfach messbare Aussage über Druckverhältnisse innerhalb des Schneckenvorraums und/oder innerhalb der Werkzeugkavität liefern. Die Stromkurve ist beispielsweise der zeitliche Verlauf der elektrischen Stromaufnahme eines Antriebsmotors für ein Hydraulikaggregat, welches für den Vorschub der Plastifizierschnecke innerhalb einer Kunststoff-Spritzgießmaschine sorgt. Ähnliche Aussagen sind auch über die Kenntnis des zeitlichen Verlaufs der Schließkraft, die erforderlich ist, um ein Formwerkzeug geschlossen zu halten, möglich.Such process CAN criteria make it possible to meaningfully select a geometric meta-model within a simulation with regard to realistic process properties of the good part manufacturing process or the process properties of the simulation of the good part manufacturing process. The latter current curve, in particular, can provide easily measurable information about pressure conditions within the screw antechamber and/or within the mold cavity. The current curve is, for example, the temporal progression of the electrical current consumption of a drive motor for a hydraulic unit that advances the plasticizing screw within a plastics injection molding machine. Similar statements are also possible based on knowledge of the temporal progression of the clamping force required to keep a mold closed.
Alternativ oder zusätzlich kann es zweckmäßig sein, dass das geometrische Meta-Modell in Bezug auf die designbasierte Simulationskomponente wenigstens ein Design-MUSS-Kriterium innerhalb vorgegebener Design-MUSS-Kriterien-Grenzwerte erfüllt und/oder dass ein mit dem Meta-Modell simulierter Prozess sich hinsichtlich des Design-MUSS-Kriteriums innerhalb der vorgegebenen Design-MUSS-Kriterien-Grenzwerte so verhält wie der reale Gutteil-Herstellungsprozess oder wie die Simulation des Gutteil-Herstellungsprozesses, d.h. wie die Lerndesignzielgröße.Alternatively or additionally, it may be expedient for the geometric meta-model to fulfill at least one design MUST criterion within predefined design MUST criterion limits with respect to the design-based simulation component and/or for a process simulated with the meta-model to behave like the real good part manufacturing process or like the simulation of the good part manufacturing process, i.e. like the learning design target variable, with respect to the design MUST criterion within the predefined design MUST criterion limits.
Unter einem Design-MUSS-Kriterium ist ein Prozesskriterium zu verstehen, auf welches hin, der Simulationsprozess unter Verwendung der Basisgeometrie/der Zwischengeometrie optimiert wird. Es handelt sich also um ein Kriterium eines Versuchsplandesigns, welches innerhalb möglichst enger Design-MUSS-Kriterien-Grenzwerte zu liegen kommen soll.A design must-have criterion is a process criterion toward which the simulation process is optimized using the base geometry/intermediate geometry. It is therefore a criterion of a test plan design that should be within the narrowest possible design must-have criterion limits.
Ein Beispiel für das Design-MUSS-Kriterium ist die Formbauteilfüllzeit (tfill), die z.B. der Dauer der Einspritzphase entspricht, unter einer Randbedingung des zu füllenden Gesamtvolumens (Vfill,tot).An example of the design MUST criterion is the mold filling time (t fill ), which corresponds, for example, to the duration of the injection phase, under a boundary condition of the total volume to be filled (V fill,tot ).
Obiges Design-MUSS-Kriterium gibt unter der Randbedingung des einzuhaltenden zu füllenden Gesamtvolumens (Vfill,tot), welches bauteilspezifisch und/oder kavitätenspezifisch ist, ein einfach zu messendes und gut erreichbares Optimierungsziel an.The above design MUST criterion specifies an easy-to-measure and easily achievable optimization goal under the boundary condition of the total volume to be filled (V fill,tot ), which is component-specific and/or cavity-specific.
Neben einem Design-MUSS-Kriterium kann das geometrische Meta-Modell zweckmäßigerweise in Bezug auf die designbasierte Simulationskomponente wenigstens ein Design-KANN-Kriterium innerhalb vorgegebener Design-KANN-Kriterien-Grenzwerte erfüllen und/oder das geometrische Meta-Modell kann sich dadurch auszeichnen, dass sich ein mit dem Meta-Modell simulierter Prozess hinsichtlich des Design-KANN-Kriteriums innerhalb der vorgegebenen Design-KANN-Grenzwerte so verhält wie der reale Gutteil-Herstellungsprozess oder wie die Simulation des Gutteil-Herstellungsprozesses, d.h. wie die Lerndesignzielgröße.In addition to a design MUST criterion, the geometric meta-model can expediently fulfill at least one design CAN criterion within predefined design CAN criterion limits with regard to the design-based simulation component and/or the geometric meta-model can be characterized in that a process simulated with the meta-model behaves like the real good part manufacturing process or like the simulation of the good part manufacturing process, i.e. like the learning design target variable, with regard to the design CAN criterion within the predefined design CAN limit values.
Als Design-KANN-Kriterium hat sich wenigstens eines oder mehrere ausgewählt aus der Gruppe:
- - Erstarrungszeitpunkt (tsolid);
- - Volumenstromkurve und daraus abgeleitete Werte, z.B. - maximaler Volumenstrom (V̇max), mittlerer Volumenstrom (V̇avg) bewährt.
- - solidification time (t solid );
- - Volume flow curve and values derived from it, e.g. - maximum volume flow (V̇ max ), average volume flow (V̇ avg ) proven.
Hinsichtlich der iterativen Optimierung zur Erreichung des geometrischen Meta-Modells hat es sich bewährt, dass die iterative Adaption der Basisgeometrie oder der Zwischengeometrie durch eine Änderung einer geometrischen Erstreckung eines oder mehrerer der geometrischen Regelgebilde in einer oder mehrerer der Raumachsen (x-Achse; Y-Achse; Z-Achse) erfolgt.With regard to the iterative optimization to achieve the geometric meta-model, it has proven useful that the iterative adaptation of the base geometry or the intermediate geometry is carried out by changing a geometric extension of one or more of the geometric rule structures in one or more of the spatial axes (x-axis; y-axis; z-axis).
Mit einer solchen Parametrisierung der räumlichen Ausdehnungen wenigstens eines, bevorzugt mehrerer der Regelgebilde, aus denen die Basisgeometrie, die Zwischengeometrie oder das geometrische Meta-Modell bevorzugt unter Zuhilfenahme boolescher Addition und/oder boolescher Subtraktion gebildet ist, sind in besonders einfacher Art und Weise Anpassungen der Basisgeometrie und/oder der Zwischengeometrie zum Erreichen des geometrischen Meta-Modells möglich.With such a parameterization of the spatial extents of at least one, preferably several, of the rule structures from which the basic geometry, the intermediate geometry or the geometric meta-model is formed, preferably with the aid of Boolean addition and/or Boolean subtraction, adaptations of the basic geometry and/or the intermediate geometry to achieve the geometric meta-model are possible in a particularly simple manner.
Alternativ oder kumulativ zur oben erwähnten Parametrisierung einzelner Regelgebilde kann es zur Erreichung des Optimierungsziels besonders sinnvoll sein, dass die iterative Anpassung der Basisgeometrie oder der Zwischengeometrie durch boolesches Addieren eines weiteren Regelgebildes zur bestehenden Basisgeometrie oder zur bestehenden Zwischengeometrie erfolgt.Alternatively or cumulatively to the above-mentioned parameterization of individual rule structures, it may be particularly useful to achieve the optimization goal if the iterative adaptation of the base geometry or the intermediate geometry is carried out by Boolean addition of another rule structure to the existing base geometry or to the existing intermediate geometry.
Mit dieser Maßnahme gelingt es in besonders einfacher Art und Weise und vor allem ohne die Komplexität des geometrischen Meta-Modells über Gebühr zu erhöhen, eine verbesserte Annäherung des geometrischen Meta-Modells an entsprechende Eigenschaften des Gutteils zu erreichen. Auch sind charakteristische Prozessgrößen des Gutteil-Herstellungsprozesses bzw. der Simulation des Gutteil-Herstellungsprozesses in einfacher Art und Weise durch Hinzufügen von Regelgebilden zu einer existierenden Basisgeometrie bzw. einer existierenden Zwischengeometrie leicht adaptierbar.This measure makes it possible to achieve an improved approximation of the geometric meta-model to the corresponding properties of the good part in a particularly simple manner and, above all, without unduly increasing the complexity of the geometric meta-model. Characteristic process variables of the good part manufacturing process or the simulation of the good part manufacturing process can also be easily adapted by adding rule structures to an existing base geometry or an existing intermediate geometry.
Alternativ oder kumulativ zur oben erwähnten Parametrisierung einzelner Regelgebilde oder der oben erwähnten booleschen Addition von Regelgebilden kann es zur Erreichung des Optimierungsziels besonders sinnvoll sein, dass die iterative Anpassung der Basisgeometrie oder der Zwischengeometrie durch boolesches Subtrahieren eines weiteren Regelgebildes von der bestehenden Basisgeometrie oder von der bestehenden Zwischengeometrie erfolgt.Alternatively or cumulatively to the above-mentioned parameterization of individual rule structures or the above-mentioned Boolean addition of rule structures, it may be particularly useful to achieve the optimization goal for the iterative adaptation of the base geometry or the intermediate geometry to be carried out by Boolean subtraction of another rule structure from the existing base geometry or from the existing intermediate geometry.
Mit dieser Maßnahme gelingt es in besonders einfacher Art und Weise und vor allem ohne die Komplexität des geometrischen Meta-Modells über Gebühr zu erhöhen, eine verbesserte Annäherung des geometrischen Meta-Modells an entsprechende Eigenschaften des Gutteils zu erreichen. Auch sind charakteristische Prozessgrößen des Gutteil-Herstellungsprozesses oder der Simulation des Gutteil-Herstellungsprozesses in einfacher Art und Weise durch ein Entfernen von Regelgebilden von einer existierenden Basisgeometrie bzw. einer existierenden Zwischengeometrie leicht adaptierbar.This measure makes it possible to achieve an improved approximation of the geometric meta-model to the corresponding properties of the good part in a particularly simple manner and, above all, without unduly increasing the complexity of the geometric meta-model. Characteristic process variables of the good part manufacturing process or the simulation of the good part manufacturing process can also be easily adapted by removing standard structures from an existing base geometry or an existing intermediate geometry.
Auch kann es zweckmäßig sein, dass die iterative Anpassung der Basisgeometrie oder der Zwischengeometrie durch Austauschen eines Regelgebildes der bestehenden Basisgeometrie oder der bestehenden Zwischengeometrie mit einem anderen Regelgebilde erfolgt.It may also be appropriate for the iterative adaptation of the base geometry or the intermediate geometry to be carried out by exchanging a rule structure of the existing base geometry or the existing intermediate geometry with another rule structure.
Dies stellt eine weitere kumulative oder alternative Möglichkeit zur sinnvollen Anpassung oder Generierung des geometrischen Meta-Modells dar.This represents another cumulative or alternative possibility for meaningful adaptation or generation of the geometric meta-model.
Vorteilhafterweise ist es auch ein Ziel des erfindungsgemäßen Verfahrens, das eine charakteristische Werkzeugsystem-Antwort des geometrischen Meta-Modells innerhalb vorbestimmter Werkzeugsystem-Antwort-Grenzwerte dieselbe Werkzeugsystem-Antwort erzeugt, wie der reale Gutteil-Herstellungsprozess oder wie die Simulation des Gutteil-Herstellungsprozesses.Advantageously, it is also an aim of the method according to the invention that a characteristic tool system response of the geometric meta-model generates the same tool system response as the real good part manufacturing process or as the simulation of the good part manufacturing process within predetermined tool system response limits.
Mit diesem Ansatz geht man davon aus, dass in einer Simulation unter Verwendung des geometrischen Meta-Modells eine charakteristische WerkzeugSystem-Antwort als Reaktion auf vorbestimmte Prozessabläufe, wie zum Beispiel eine Einspritzdruckkurve, ein besonders geeignetes Charakteristikum ist, welches dazu führt, dass eine berechnete Prozesssimulation auf Basis des geometrischen Meta-Modells trotz deutlich geringerem und daher wenig zeitaufwendigem Berechnungsaufwand in hohem Maße dem Gutteil-Herstellungsprozess bzw. der Simulation des Gutteil-Herstellungsprozesses entspricht und somit eine für die weitere Simulationsberechnungen geeignete Ersatzgeometrie in Form des resultierenden geometrischen Meta-Modells gefunden wird.This approach assumes that in a simulation using the geometric meta-model, a characteristic tool system response in response to predetermined process sequences, such as an injection pressure curve, is a particularly suitable characteristic, which leads to a calculated process simulation based on the geometric meta-model corresponding to a high degree to the good part manufacturing process or the simulation of the good part manufacturing process despite significantly lower and therefore less time-consuming calculation effort, and thus a suitable replacement geometry for further simulation calculations is found in the form of the resulting geometric meta-model.
Weiterhin kann es vorteilhaft sein, dass ein Gesamtvolumen des geometrischen Meta-Modells einem Gesamtvolumen des Gutteils, insbesondere inklusive Ankonstruktionen oder des in der Simulation des Gutteilprozesses verwendeten Volumens entspricht.Furthermore, it may be advantageous that a total volume of the geometric meta-model corresponds to a total volume of the good part, in particular including ancillary structures or the volume used in the simulation of the good part process.
Ein derartiger Ansatzpunkt vereinfacht die Bestimmung eines Gesamtfüllvolumens einer Kavität, ohne dass separat das Gesamtvolumen des eigentlichen Formbauteils oder der Ankonstruktionen bekannt sein muss.Such an approach simplifies the determination of the total filling volume of a cavity without having to know the total volume of the actual molded component or the ancillary structures separately.
Besonders zweckmäßig ist es, dass aus einer Mehrzahl von Zwischengeometrien, welche sowohl das Geometrie-MUSS-Kriterium als auch das Prozess-MUSS-Kriterium als auch das Design-MUSS-Kriterium erfüllen, diejenige Zwischengeometrie als Meta-Modell ausgewählt wird, welche in Bezug auf wenigstens ein Prozess-KANN-Kriterium der Lernprozessgröße und/oder in Bezug auf wenigstens ein Geometrie-KANN-Kriterium der Lerngeometriegröße und/oder in Bezug auf wenigstens ein Design-KANN-Kriterium am nächsten kommt.It is particularly expedient that, from a plurality of intermediate geometries which satisfy both the geometry MUST criterion and the process MUST criterion as well as the design MUST criterion, that intermediate geometry is selected as the meta-model which, with respect to at least one process CAN criterion, comes closest to the learning process variable and/or with respect to at least one geometry CAN criterion to the learning geometry variable and/or with respect to at least one design CAN criterion.
Mit dieser Maßnahme kann erreicht werden, dass eine Simulation auf Basis des ermittelten geometrischen Meta-Modells eine besonders hohe Genauigkeit erzielt.This measure can ensure that a simulation based on the determined geometric meta-model achieves a particularly high level of accuracy.
Weiterhin kann es vorteilhaft sein, dass eine Bestimmung des zu füllenden Gesamtvolumens (Vfill,tot) unter Berücksichtigung einer Schmelzekompression und/oder unter Berücksichtigung einer Elastizität einer Plastifizierschnecke und/oder unter Berücksichtigung eines Schließverhaltens und/oder eines Leckageverhaltens einer Rückstromsperre erfolgt.Furthermore, it may be advantageous that the total volume to be filled (V fill,tot ) is determined taking into account a melt compression and/or taking into account an elasticity of a plasticizing screw and/or taking into account a closing behavior and/or a leakage behavior of a non-return valve.
Eine derartige Maßnahme erhöht ebenfalls die Genauigkeit der Berechnung einer Simulation auf Basis des so ermittelten geometrischen Meta-Modells als Ersatzgeometrie, da materialspezifische idealisierte Annahmen wie auch maschinenseitig idealisierte Annahmen durch entsprechendes reales Materialverhalten und/oder reales Maschinenverhalten ersetzt wird. Hinsichtlich der Durcdhführeung dieser Maßnahmen sei lediglich beispielhaft auf die technischen Lehren der europäischen Patentschriften
Besonders leicht durchführbar ist es , wenn die Werkzeugsystem-Antwort ein Druckverlauf p(s) ist, der sich aus einem Identifikationsgeschwindigkeitssignal v(s) der Plastifizierschnecke, mit dem das Werkzeug gefüllt wird, ergibt.It is particularly easy to carry out if the tool system response is a pressure curve p(s) which results from an identification speed signal v(s) of the plasticising screw with which the tool is filled.
Hierdurch kann der apparative Messaufwand wie auch der rechnerische Messaufwand, d.h. die rechnerische Verarbeitung von Messdaten, deutlich verringert werden.This can significantly reduce the measuring equipment and the computational measuring effort, i.e. the computational processing of measurement data.
Alternativ zur oben definierten Werkzeugsystem-Antwort, z.B. eine Form eines Druckverlaufs, kann die Werkzeugsystem-Antwort auch ein Geschwindigkeitsverlauf der Plastifizierschnecke v(s) sein, der sich aus einem Identifikationsdrucksignal p(s), mit dem das Werkzeug gefüllt wird, ergibt.As an alternative to the tool system response defined above, e.g. a form of a pressure curve, the tool system response can also be a speed curve of the plasticizing screw v(s), which results from an identification pressure signal p(s) with which the tool is filled.
Hierdurch kann ebenfalls der apparative Messaufwand wie auch der rechnerische Messaufwand deutlich verringert werden.This also allows the measurement effort, both in terms of equipment and calculations, to be significantly reduced.
Besonders zweckmäßig ist, dass das Versuchsplandesign neben dem Simulationsoptimierungsziel auch wenigstens Angaben zu einer Iterationsschrittweite für die iterative Adaption im Schritt b.5.1) und/oder obere und untere Grenzwerte für die iterative Adaption im Schritt b.5.1) umfasst.It is particularly useful that the experimental design includes, in addition to the simulation optimization objective, at least information on an iteration step size for the iterative adaptation in step b.5.1) and/or upper and lower limit values for the iterative adaptation in step b.5.1).
Durch geeignete Anpassung der Iterationsschrittweite innerhalb des Versuchsplandesigns kann der rechnerische und/oder iterative Aufwand bis zum Erhalt eines innerhalb der erforderlichen Grenzwerte liegenden geometrischen Meta-Modells verringert und/oder sogar optimiert werden. Insbesondere gelingt dies durch die Reduzierung der Anzahl der erforderlichen Iterationsschritte.By appropriately adjusting the iteration step size within the experimental design, the computational and/or iterative effort required to obtain a geometric meta-model within the required limits can be reduced and/or even optimized. This is particularly achieved by reducing the number of required iteration steps.
Zweckmäßig ist, dass der Basisgeometrie, der Zwischengeometrie und dem geometrischen Meta-Modell im Rahmen einer Vernetzung ein Netz zugeordnet wird und/oder der Basisgeometrie, der Zwischengeometrie und dem geometrischen Meta-Modell ein Inlet zugeordnet wird.It is advisable that a mesh is assigned to the base geometry, the intermediate geometry and the geometric meta-model within the framework of a meshing and/or that an inlet is assigned to the base geometry, the intermediate geometry and the geometric meta-model.
Um sowohl die Basisgeometrie wie auch Zwischengeometrien und das geometrische Meta-Modell für Simulationsrechnungen verfügbar zu machen, wird zweckmäßigerweise sowohl eine Vernetzung durchgeführt als auch ein Inlet, welches einen Anspritzpunkt simulieren soll, definiert. Dies sind übliche vorbereitende Maßnahmen, um ein geometrisches Gebilde einer Simulationsrechnung zugänglich zu machen, d. h. eine simulationsfähige Geometrie zu schaffen.To make both the base geometry and intermediate geometries and the geometric meta-model available for simulation calculations, meshing is performed and an inlet that simulates an injection point is defined. These are common preparatory measures for making a geometric entity accessible to simulation calculations, i.e., creating a simulation-capable geometry.
Um den Rechenaufwand zum Erhalt einer simulationsfähigen Basisgeometrie, einer simulationsfähigen Zwischengeometrie oder eines simulationsfähigen geometrischen Meta-Modells möglichst gering zu halten, bleibt das Inlet während der iterativen Adaption von der Basisgeometrie über die Zwischengeometrien hin zum geometrischen Meta-Modells wenigstens hinsichtlich der Anordnung an der Geometrie unverändert. Eine Form und/oder Abmessungen des Inlets können sachgerecht an das in Schmelzeströmungsrichtung nachfolgende Regelgebilde angepasst werden.To minimize the computational effort required to obtain a simulation-capable base geometry, a simulation-capable intermediate geometry, or a simulation-capable geometric meta-model, the inlet remains unchanged during the iterative adaptation from the base geometry through the intermediate geometries to the geometric meta-model, at least with regard to its geometry arrangement. The shape and/or dimensions of the inlet can be appropriately adapted to the control structure downstream in the melt flow direction.
Im Folgenden wird die Erfindung anhand der Zeichnung beispielhaft näher erläutert. Es zeigen:
-
1 : schematisch auf der linken Figurenseite eine Ansicht auf ein Realbauteil, nämlich einen Halter für Schraubenschlüssel, welcher durch eine stark vereinfachte Ersatzgeometrie in Form eines Meta-Modells (rechte Figurenseite), welches mit dem erfindungsgemäßen Verfahren erhalten wurde, ersetzbar ist; -
2 : schematisch ein Ablaufdiagramm des erfindungsgemäßen Verfahrens; -
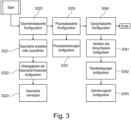
3 : eine detaillierte Darstellung des Verfahrensschrittes „Konfiguration der Simulationsumgebung“aus 2 ; -
4 schematisch ein Ablaufdiagramm zur Parameterdefinition zum Beispiel von Radius und Länge eines dreidimensionalen Regelgebildes, zum Beispiel eines Zylinders; -
5 : schematisch ein Ablaufdiagramm eines Unterprozesses zur Bestimmung des Zylinderradiusses aus4 ; -
6 : schematisch ein Ablaufdiagramm eines Unterprozesses zur Bestimmung der Zylinderlänge aus4 ; -
7 : schematisch ein Ablaufdiagramm zum Erhalt eines Versuchsplandesigns (=DoE: Design of Experiments).
-
1 : schematically on the left side of the figure a view of a real component, namely a holder for wrenches, which can be replaced by a highly simplified replacement geometry in the form of a meta-model (right side of the figure), which was obtained using the method according to the invention; -
2 : schematically a flow diagram of the method according to the invention; -
3 : a detailed description of the process step “Configuration of the simulation environment” from2 ; -
4 schematically a flow chart for the parameter definition, for example of radius and length of a three-dimensional control structure, for example a cylinder; -
5 : schematically a flow diagram of a sub-process for determining the cylinder radius from4 ; -
6 : schematically a flow diagram of a sub-process for determining the cylinder length from4 ; -
7 : schematically a flow chart for obtaining a design of experiments (=DoE: Design of Experiments).
Die vorliegende Erfindung ermöglicht daher das Durchführen von Strömungssimulationen für einen Urformprozess, insbesondere für einen Spritzgießprozess, ohne die für eine solche Simulation üblicherweise notwendige, reale dreidimensionale Bauteilgeometrie oder Kavitätengeometrie zu kennen. Auf der Basis von Prozess- und Einstelldaten einer Maschine, die beispielsweise einen Gutteil-Herstellungsprozess durchführt, wird ein geometrisches Ersatzmodell, d.h. ein geometrisches Meta-Modell, abgeleitet, welches in einer Strömungssimulation anstelle der komplexeren Originalgeometrie genutzt werden kann. Erfüllt ein solches geometrisches Ersatzmodell gewisse, weiter unten näher beschriebene Prozess-Mindestanforderungen, so wird dieses geometrische Ersatzmodell im Rahmen dieser Erfindung als geometrisches Meta-Modell 2 bezeichnet.The present invention therefore enables the performance of flow simulations for a primary forming process, in particular for an injection molding process, without knowing the real three-dimensional component geometry or cavity geometry typically required for such a simulation. Based on process and setting data from a machine that, for example, performs a good part manufacturing process, a geometric substitute model, i.e., a geometric meta-model, is derived, which can be used in a flow simulation instead of the more complex original geometry. If such a geometric substitute model fulfills certain minimum process requirements described in more detail below, this geometric substitute model is referred to as geometric meta-
Berechnungsergebnisse auf der Basis eines solchen geometrischen Meta-Modells 2 sind insbesondere hinsichtlich von Formfüllzeiten, Einspritzdrücken und Volumenströmen mit solchen vergleichbar, die beim Einsatz der Originalgeometrie berechnet worden wären. Kerngedanke der Erfindung ist somit, ein geometrisches Meta-Modell 2 auf Basis von u.a. Prozessdaten zu entwerfen, welches trotz erheblich verringerter geometrischer Komplexität im Vergleich zum Gutteil 1 oder der Realgeometrie, d. h. trotz stark verringertem Rechen- und Datenhandlingsaufwand zuverlässige Aussagen im Rahmen einer Simulation bieten kann, mit denen in ausreichender Näherung ein Herstellprozess des Gutteils bzw. der Realgeometrie simuliert werden kann. Diese Grundgedanken sind grundsätzlich auf alle Urformprozesse, insbesondere jedoch auf einen Spritzgießprozess und/oder einen Druckgussprozess, wie zum Beispiel einen Aluminium-Druckgussprozess, anwendbar.Calculation results based on such a geometric meta-
Das erfindungsgemäße Verfahren zum Erhalt einer solchen Ersatzgeometrie in Form eines geometrischen Meta-Modells 2 ist hinsichtlich des Verfahrensablaufes in
Der Lernprozessschritt 3 kann grundsätzlich alternativ oder kumulativ auf zwei unterschiedliche Arten durchgeführt werden. Zum einen ist es möglich, an einer Maschine 5 einen Gutteil-Herstellungsprozess zur Herstellung eines Gutteils durchzuführen und Prozessparameter oder Prozesssignale 6 aus diesem Gutteil-Herstellungsprozess zu ermitteln.
Alternativ oder kumulativ dazu kann auch eine Simulation 7 des Gutteil-Herstellungsprozesses auf der Basis der Realgeometrie durchgeführt werden. Ein solcher simulierter Gutteil-Herstellungsprozess ergibt sogenannte simulierte Prozesssignale 8 bzw. simulierte Prozessparameter, die mittels der Simulation des Gutteil-Herstellungsprozesses ermittelt werden. Am Ende des Lernprozessschritts 3 liegen somit reale Gutteil-Herstellungsprozess-Daten oder simulierte Gutteil-Herstellungs-Prozessdaten vor, auf deren Basis, wie nachfolgend beschrieben werden wird, das erfindungsgemäße, geometrisch stark vereinfachte geometrische Meta-Modell 2 ermittelt wird.Alternatively or additionally, a
Im Lernprozessschritt 3 wird daher wenigstens eine Lernprozessgröße und wenigstens eine Lerngeometriegröße sowie wenigstens eine Lerndesignzielgröße des Gutteil-Herstellungsprozesses und/oder der Simulation desselben erfasst oder ermittelt.In
Diese, insbesondere hochaufgelösten, Prozess- und Einstelldaten werden über ein Datenerfassungssystem erfasst und gespeichert und für die weitere Verarbeitung zur Verfügung gestellt.These, particularly high-resolution, process and setting data are recorded and stored via a data acquisition system and made available for further processing.
Die gelieferten Daten, insbesondere der Umfang der gelieferten Daten sind beispielsweise messtechnisch erfasste Größen, die im Gutteil-Herstellungsprozess direkt an der Maschine erfasst werden oder welche in der Gutteil-Simulation berechnet werden. Alternativ oder kumulativ kann neben der Erfassung eine Modellbildung auf der Maschine, in der Cloud oder auf einem lokalen Rechner laufen. Neben diesen Daten können beispielsweise unter Einsatz von sogenannten Softsensoren ermittelte Daten, wenn die Softsensoren in ausreichender Qualität vorliegen bzw. prozessspezifische Anforderungen in Bezug auf die Auflösung, die Genauigkeit etc. gesichert ist, verwendet werden.The data provided, in particular the scope of the data provided, includes, for example, measured values that are recorded directly on the machine during the good part manufacturing process or that are calculated in the good part simulation. Alternatively or cumulatively, modeling can run on the machine, in the cloud, or on a local computer alongside the data acquisition. In addition to this data, data acquired using so-called soft sensors can be used, for example, if the soft sensors are of sufficient quality and process-specific requirements regarding resolution, accuracy, etc. are met.
Zu Beginn des Schrittes 4 zur Bestimmung des geometrischen Meta-Modells 2, also in der zweiten wesentlichen Phase des erfindungsgemäßen Verfahrens wird zunächst mindestens ein Prozess-MUSS-Kriterium, welches der Lernprozessgröße entspricht, und wenigstens ein Geometrie-MUSS-Kriterium definiert, welches der Lerngeometriegröße entspricht. Die Lernprozessgröße und die Lerngeometriegröße sind aus dem Lernprozessschritt 3 bekannt. Diese beiden MUSS-Kriterien müssen sinnvollerweise durch die neu zu schaffende Ersatzgeometrie, nämlich schlussendlich durch das geometrische Meta-Modell 2 selbstverständlich innerhalb vernünftiger MUSS-Kriterien-Grenzwerte erreicht werden, damit eine Simulation auf Basis des geometrischen Meta-Modells Aussagekraft für einen realen oder simulierten Prozess des Gutteils oder der Realgeometrie entfalten kann. Geometrie-Muss-Kriterien/ Geometrie-KANN-Kriterien und Randbedingungen (Beispiele)
Auch findet zu Beginn des Schritts 4 zur Bestimmung des geometrischen Meta-Modells 2 eine Datenvorverarbeitung (Schritt S105) statt. Daten aus der Datenvorverarbeitung (Schritt S105) werden entweder direkt einem Konfigurationsschritt (S106) zugeführt oder es können aus den Daten der Datenvorverarbeitung im Rahmen eines Berechnungsschrittes S107 virtuelle Sensorsignale ermittelt und/oder berechnet werden, wobei die so ermittelten virtuellen Sensorsignale einem entsprechenden virtuellen Sensor, der körperlich real nicht vorhanden sein muss, sich aber aus Messwerten ergibt, zugeordnet werden. Dieser Schritt ist in
In diesem Simulations-Konfigurationsschritt werden Einstellungen für die zu simulierende Geometrie, den zu simulierenden Prozess sowie der Umfang eines simulierten Versuchsplans festgelegt. Einzelheiten hierzu werden im Rahmen der Diskussion von
Im geometriebasierten Arbeitsschritt wird die in der Simulation zu nutzende Geometrie festgelegt und bei Bedarf parametrisiert, sowie vernetzt und mit einem hinsichtlich dessen Abmessungen, hinsichtlich der Form und hinsichtlich der Position an der Geometrie passenden Inlet I versehen. Die im geometriebasierten Arbeitsschritt erhaltene Geometrie ist eine Ersatzgeometrie für das Gutteil 1 und stellt den Beginn einer Iterationsschleife dar, sodass diese Ersatzgeometrie als Basisgeometrie bezeichnet wird.In the geometry-based work step, the geometry to be used in the simulation is defined and, if necessary, parameterized, meshed, and provided with an inlet I that matches its dimensions, shape, and position on the geometry. The geometry obtained in the geometry-based work step is a replacement geometry for the
Die prozessbasierenden Einstellungen hängen von dem zu simulierenden Prozess ab. Es unterscheiden sich beispielsweise die für eine Spritzguss-Simulation vorzunehmenden prozessbasierten Einstellungen von denen, die bei einer Druckguss-Simulation notwendig sind. Prozess-MUSS-Kriterien, Prozess-KANN-Kriterien und Randbedingungen (Beispiele)
Diese Daten werden genutzt, um bspw. die Simulationsumgebung zu konfigurieren.This data is used, for example, to configure the simulation environment.
Im letzten Konfigurationsschritt der Simulationsumgebung wird die designbasierte Konfiguration durchgeführt. Diese Konfiguration eines Versuchsplans enthält Größen, die das Ziel der Optimierung vorgeben, also zum Beispiel die Lerndesignzielgröße, welche im Lernprozessschritt 3 ermittelt wurde, sowie die zu variierenden Größen, um das Optimierungsziel zu erreichen. Diese zu variierenden Größen sind versuchsplanbezogene Größen, die durch ihre Veränderungen eine Annäherung an das Optimierungsziel unterstützen. Außerdem können zu berücksichtigende Randbedingungen definiert werden, um die Ergebnisse der Simulation zu filtern bzw. Grenzen eines Optimierungsproblems festzulegen.The final configuration step of the simulation environment involves design-based configuration. This configuration of a design of experiments contains variables that specify the optimization goal, such as the learning design target variable determined in
Im Anschluss an die Konfiguration der Simulationsumgebung, wie sie im Schritt S106 vorgenommen wurde, wird die Simulation des Versuchsplans durchgeführt (Schritt S109). Ergebnisse aus der Simulation des Versuchsplanes, also Ergebnisse aus dem Schritt S109, werden in einem Evaluierungsschritt S110 in Bezug auf die Erreichung des gewünschten Optimierungsziels, d. h. in Bezug auf die Erreichung der gewünschten Lerndesignzielgröße bewertet. Ob die gewünschte Lerndesignzielgröße erreicht, wenigstens jedoch im Rahmen technisch sinnvoller Toleranzen erreicht wurde, wird in einem Entscheidungsschritt S111 entschieden. Following the configuration of the simulation environment, as performed in step S106, the simulation of the experimental design is performed (step S109). Results from the simulation of the experimental design, i.e., results from step S109, are evaluated in an evaluation step S110 with respect to the achievement of the desired optimization goal, i.e., with respect to the achievement of the desired learning design target. Whether the desired learning design target has been achieved, or at least within technically reasonable tolerances, is determined in a decision step S111.
Sofern der erste Versuchsplan kein zufriedenstellendes Ergebnis generiert hat, wird der Schritt der geometriebasierten Konfiguration unter iterativer Anpassung der Basisgeometrie wiederholt (Schritt S112), sodass sich eine Zwischengeometrie ergibt. Mit der Zwischengeometrie wird der vorige oder ein neuer Versuchsplan simuliert, d. h. der Schritt S109 wird wiederholt. Design-MUSS-Kriterien, Design-KANN-Kriterien und Randbedingungen (Beispiele)
Der Umfang der geometrischen Adaption bzw. der geometrischen Iteration wird durch einen eigenen Algorithmus definiert und kann der Basisgeometrie oder der Zwischengeometrie sowohl neue geometrische Regelkörper hinzufügen als auch von einer vorhandenen Basisgeometrie oder einer vorhandenen Zwischengeometrie abziehen. Weiterhin ist es möglich, bei einer grundsätzlich unveränderten Form der Basisgeometrie oder der Zwischengeometrie die in der Geometrie vorhandenen Freiheitsgrade anzupassen. Beispielhaft sei hier erwähnt, dass grundsätzlich die Form eines Quaders behalten wird, allerdings der Quader in seiner Länge, Breite oder Höhe variiert werden kann. Für eine solche Vorgehensweise wird im weiteren Verlauf der Begriff „Parametrisierung“ verwendet. So kann die in der Simulation genutzte Geometrie, die von der verwendeten Simulationsumgebung abhängig ist, in allen 3 räumlichen Dimensionen gegebenenfalls zu parametrisieren sein, um das gewünschte Optimierungsziel, d.h. die Lerndesignzielgröße, zu erreichen. Nach dem Erreichen des Optimierungsziels liegen neben den Berechnungsergebnissen der Simulation die endgültigen Parameter fest, mit denen die in der Simulation verwendete Geometrie eindeutig beschrieben werden kann. Erreicht also eine iterativ gewonnene Geometrie bestimmte Toleranzen, so kann sie als taugliche Geometrie für die Simulation angesehen werden und wird im Rahmen der Erfindung somit als geometrisches Meta-Modell, welches das Ziel des erfindungsgemäßen Verfahrens ist, bezeichnet (Ende: S113).The scope of the geometric adaptation or geometric iteration is defined by a dedicated algorithm and can both add new geometric rule bodies to the base geometry or the intermediate geometry and subtract them from an existing base geometry or an existing intermediate geometry. Furthermore, it is possible to adapt the degrees of freedom present in the geometry while the shape of the base geometry or the intermediate geometry remains fundamentally unchanged. As an example, the shape of a cuboid is generally retained, but the cuboid can be varied in its length, width, or height. The term "parameterization" will be used below to describe such an approach. Thus, the geometry used in the simulation, which depends on the simulation environment used, may need to be parameterized in all three spatial dimensions in order to achieve the desired optimization goal, i.e., the learning design target. Once the optimization goal has been achieved, the final parameters with which the geometry used in the simulation can be uniquely described are determined, in addition to the calculation results of the simulation. If an iteratively obtained geometry achieves certain tolerances, it can be regarded as a suitable geometry for the simulation and is therefore referred to as a geometric meta-model within the scope of the invention, which is the goal of the method according to the invention (end: S113).
Im Folgenden wird anhand von
Im Rahmen der geometriebasierten Einstellungen (S320) wird zunächst eine Basisgeometrie erzeugt oder ausgewählt (S321). Diese Basisgeometrie ist erfindungsgemäß wenigstens ein geometrisches Regelgebilde, also ein geometrisch und mathematisch leicht erfassbarer und leicht beschreibbarer Grundkörper, der insbesondere keine Freiformflächen, wie zum Beispiel Strakflächen oder Schmiegungsflächen, enthält.Within the framework of the geometry-based settings (S320), a base geometry is first generated or selected (S321). According to the invention, this base geometry is at least one geometrically regulated structure, i.e., a basic body that is geometrically and mathematically easily graspable and easily describable, which in particular does not contain any free-form surfaces, such as oscillating surfaces or oscillating surfaces.
Unter Freiformflächen sind zum Beispiel Flächen zu verstehen, die lediglich numerisch beschreibbar sind und/oder aus Punktewolken bestehen, da sie nicht durch eine einfache, formelmäßige Beziehung, wie zum Beispiel eine Kugel oder ein Quader oder ein Würfel oder dergleichen, beschreibbar sind.Freeform surfaces are, for example, surfaces that can only be described numerically and/or consist of point clouds, since they cannot be described by a simple, formulaic relationship, such as a sphere or a cuboid or a cube or the like.
Solche Freiformflächen sind beispielsweise eingescannte Strakflächen oder Schmiegungsflächen an CAD-Modellen und/oder Realgeometrien.Such freeform surfaces are, for example, scanned strain surfaces or osculation surfaces on CAD models and/or real geometries.
Im Anschluss daran werden Abhängigkeiten von Geometrieparametern konfiguriert (S322). Derartige Abhängigkeiten können beispielsweise, aber nicht abschließend, ein Länge-Durchmesser (L/D)-Verhältnis eines Zylinders, ein Länge-Breite-Verhältnis eines Quaders, ein Breite-Höhe Verhältnis eines Quaders oder eine Länge-Höhe- Verhältnis eines Quaders sein. Außerdem kann eine Parametrisierung der geometrischen Regelkörper beispielsweise anhand einzelner oder mehrere Freiheitsgrade der geometrischen Regelkörper, zum Beispiel Längen, Breiten, Höhen, Winkeln, Durchmessern, Radien oder dergleichen vorgenommen werden.Subsequently, dependencies on geometry parameters are configured (S322). Such dependencies can be, for example, but not exclusively, a length-to-diameter (L/D) ratio of a cylinder, a length-to-width ratio of a cuboid, a width-to-height ratio of a cuboid, or a length-to-height ratio of a cuboid. Furthermore, the geometric control bodies can be parameterized, for example, based on individual or multiple degrees of freedom of the geometric control bodies, for example, lengths, widths, heights, angles, diameters, radii, or the like.
In einem letzten Schritt S323 wird eine so erhaltene Geometrie vernetzt und mit dem Inlet I versehen, um für eine Simulationsberechnung verwendbar zu sein. Es wird also eine Basisgeometrie, die die erste Ersatzgeometrie ist, oder eine Zwischengeometrie, die eine Ersatzgeometrie mit wenigstens einer durchlaufenden Iterationsstufe, zum Beispiel die Schritte S109, S110, S111 und S112, ist, vernetzt und mit dem Inlet I versehen.In a final step S323, a geometry thus obtained is meshed and provided with Inlet I to be usable for a simulation calculation. Thus, a base geometry, which is the first substitute geometry, or an intermediate geometry, which is a substitute geometry with at least one continuous iteration stage, for example, steps S109, S110, S111, and S112, is meshed and provided with Inlet I.
Im Rahmen der prozessbasierten Einstellungen (S330) werden in einem Schritt S331 wesentliche Prozesseinstellungen des Urformprozesses, insbesondere des Spritzgießprozesses, konfiguriert.As part of the process-based settings (S330), essential process settings of the primary forming process, in particular the injection molding process, are configured in a step S331.
Im Rahmen der designbasierten Einstellungen (S340) werden zunächst in einem Schritt S341 Variablen des Versuchsplans konfiguriert. Danach werden beispielsweise Randbedingungen, die hinsichtlich des Versuchsplans in jedem Fall einzuhalten sind, konfiguriert (Schritt S342). Weiterhin wird in einem Schritt S343 das Optimierungsziel, auf welches hin das geometrische Meta-Modell 2 optimiert werden soll, konfiguriert.As part of the design-based settings (S340), variables of the experimental design are first configured in step S341. Subsequently, boundary conditions that must be met in all cases with regard to the experimental design are configured (step S342). Furthermore, the optimization goal toward which geometric meta-
Danach ist der Schritt S106 der Konfiguration der Simulationsumgebung abgeschlossen.After that, step S106 of configuring the simulation environment is completed.
Nachfolgend wird anhand der
Zunächst wird in einem Schritt S400 entschieden, ob ein realer Radius rreal bekannt ist. Ist dies der Fall, so wird der bekannte reale Radius rreal als Zylinderradius für die Simulation rcyl,sim gesetzt (S401). Ist der Radius rreal nicht bekannt, so wird der Zylinderradius für die Simulation rcyl,sim auf einen Zylinderradius rcyl gesetzt (Schritt S402).First, in step S400, a decision is made as to whether a real radius r real is known. If so, the known real radius r real is set as the cylinder radius for the simulation r cyl,sim (step S401). If the radius r real is unknown, the cylinder radius for the simulation r cyl,sim is set to a cylinder radius r cyl (step S402).
Hinsichtlich der Länge l des Zylinders wird analog zum Radius r des Zylinders vorgegangen. Zunächst wird in einem Schritt S403 abgefragt, ob eine reale Länge lreal bekannt ist. Wenn dies der Fall ist, wird die reale Länge lreal als Zylinderlänge für die Simulation lcyl,sim gesetzt (S404). Ist die reale Länge lreal nicht bekannt, so wird die Zylinderlänge für die Simulation lcyl,sim auf eine Zylinderlänge lcyl gesetzt (S405).The procedure for determining the cylinder length l is analogous to the cylinder radius r. First, in step S403, a query is made as to whether a real length l real is known. If this is the case, the real length l real is set as the cylinder length for the simulation l cyl,sim (S404). If the real length l real is unknown, the cylinder length for the simulation l cyl,sim is set to a cylinder length l cyl (S405).
Startwerte, Schrittweiten einer Iteration sowie Grenzwerte bei der oben erläuterte Adaptionen, nämlich der Radiusadaption und der Längenadaption am Beispiel eines Zylinders, sind grundsätzlich frei wählbar.Starting values, step sizes of an iteration as well as limit values for the adaptations explained above, namely the radius adaptation and the length adaptation using the example of a cylinder, can basically be freely selected.
Unter Zuhilfenahme der
Nach dem Start dieses Vorganges (S500) wird zunächst abgefragt, ob es sich bei dem vorhandenen Durchlauf um einen ersten Durchlauf handelt (Schritt S501).After starting this process (S500), a query is first made as to whether the existing run is a first run (step S501).
Ist es der erste Durchlauf, wird beispielsweise in einem Schritt S502 der Zylinderradius rcyl auf 2 mm gesetzt. Weiterhin wird in einem Schritt S503 ein Bit limhigh, welches das Erreichen des oberen Grenzwertes anzeigt, und ein korrespondierendes Bit limlow, welches das Erreichen des unteren Grenzwerts anzeigt, auf 0 gesetzt. Der erste Durchlauf ist damit beendet. Es kann erneut zum Start dieses Prozesses S500 zurückgekehrt werden.If it is the first pass, for example, the cylinder radius r cyl is set to 2 mm in step S502. Furthermore, in step S503, a bit lim high , which indicates that the upper limit has been reached, and a corresponding bit lim low , which indicates that the lower limit has been reached, are set to 0. The first pass is thus completed. You can return to the start of this process S500.
In einem weiteren Durchlauf wird in einem Schritt S506 zunächst abgefragt, ob der obere Grenzwert des Zylinderradius rcyl erreicht ist, d.h. ob limhigh = true gesetzt ist. Ist dies der Fall, wird in einem Schritt S507 abgefragt, ob der untere Grenzwert des Zylinderradius rcyl erreicht ist, d.h. ob limlow = true gesetzt ist. Ist dies ebenso der Fall, kann der Radius rcyl beibehalten werden und die Unterroutine ist beendet. Falls limlow nicht auf true gesetzt ist, wird in einem Schritt S508 zunächst abgefragt, ob ein unterer Grenzwert der Adaption rmin erreicht ist. Ist dies nicht der Fall, wird der Radius rcyl in einem Schritt S508' um die Schrittweite hcyl,r der Zylinderradius-Anpassung reduziert.In a further run, a query is first made in step S506 as to whether the upper limit of the cylinder radius r cyl has been reached, i.e. whether lim high = true. If this is the case, a query is made in step S507 as to whether the lower limit of the cylinder radius r cyl has been reached, i.e. whether lim low = true. If this is also the case, the radius r cyl can be retained and the subroutine is terminated. If lim low is not set to true, a query is first made in step S508 as to whether a lower limit of the adaptation r min has been reached. If this is not the case, the radius r cyl is reduced in step S508' by the increment h cyl,r of the cylinder radius adaptation.
Ist der untere Grenzwert der Adaption rmin erreicht, so wird das Bit limlow, welches das Erreichen des unteren Grenzwertes anzeigt, in einem Schritt S511 auf 1 (=true) gesetzt. Mit diesem neuen Wert des Bits limlow =1, welches das Erreichen des unteren Grenzwertes für rcyl anzeigt, wird erneut zur Abfrage des Schrittes S507 zurückgekehrt.If the lower limit of the adaptation r min is reached, the bit lim low , which indicates that the lower limit has been reached, is set to 1 (=true) in step S511. With this new value of the bit lim low = 1, which indicates that the lower limit for r cyl has been reached, the program returns to the query of step S507.
Wenn der obere Grenzwert des Zylinderradius rcyl nicht erreicht ist, d.h. wenn limhigh nicht auf true gesetzt, wird in einem Schritt S509 zunächst abgefragt, ob ein oberer Grenzwert der Adaption rmax erreicht ist. Ist dies nicht der Fall, wird der Radius rcyl in einem Schritt S510 um die Schrittweite hcyl,r der Zylinderradius-Anpassung erhöht.If the upper limit of the cylinder radius r cyl is not reached, i.e., if lim high is not set to true, a query is first made in step S509 as to whether an upper limit of the adaptation r max has been reached. If this is not the case, the radius r cyl is increased by the increment h cyl,r of the cylinder radius adaptation in step S510.
Ist der obere Grenzwert der Adaption rmax erreicht, so wird das Bit limhigh, welches das Erreichen des oberen Grenzwertes anzeigt, in einem Schritt S511 auf 1 (=true) gesetzt. Mit diesem neuen Wert des Bits limhigh =1, welches das Erreichen des oberen Grenzwertes für rcyl anzeigt, wird erneut zur Abfrage des Schrittes S506 zurückgekehrt.If the upper limit of the adaptation r max is reached, the bit lim high , which indicates that the upper limit has been reached, is set to 1 (=true) in step S511. With this new value of the bit lim high = 1, which indicates that the upper limit for r cyl has been reached, the program returns to the query of step S506.
Eine analoge Vorgehensweise wird zur Bestimmung der Länge des Zylinders lcyl,sim angewandt, wenn diese Länge lcyl,sim nicht bekannt ist. Diese wird nachfolgend anhand der
Nach dem Start dieses Vorganges (S600) wird zunächst abgefragt, ob es sich bei dem vorhandenen Durchlauf um einen ersten Durchlauf handelt (Schritt S601).After starting this process (S600), a query is first made as to whether the existing run is a first run (step S601).
Ist es der erste Durchlauf, wird beispielsweise in einem Schritt S602 die Zylinderlänge lcyl auf 50 mm gesetzt. Weiterhin wird in einem Schritt S603 ein Bit limhigh, welches das Erreichen oberen Grenzwertes anzeigt, und ein korrespondierendes Bit limlow, welches das Erreichen des unteren Grenzwerts anzeigt, auf 0 gesetzt. Der erste Durchlauf ist damit beendet. Es kann erneut zum Start dieses Prozesses (S600) zurückgekehrt werden.If it is the first pass, for example, the cylinder length l cyl is set to 50 mm in step S602. Furthermore, in step S603, a bit lim high , which indicates that the upper limit has been reached, and a corresponding bit lim low , which indicates that the lower limit has been reached, are set to 0. The first pass is thus completed. One can return to the start of this process (S600).
In einem weiteren Durchlauf wird in einem Schritt S606 zunächst abgefragt, ob der obere Grenzwert der Zylinderlänge lcyl erreicht ist, d.h. ob limhigh = true gesetzt ist. Ist dies der Fall, wird in einem Schritt S607 abgefragt, ob der untere Grenzwert der Zylinderlänge lcyl erreicht ist, d.h. ob limlow = true gesetzt ist. Ist dies ebenso der Fall, kann die Zylinderlänge lcyl beibehalten werden und die Unterroutine ist beendet. Falls limlow nicht auf true gesetzt ist, wird in einem Schritt S608 zunächst abgefragt, ob ein unterer Grenzwert der Adaption Imin erreicht ist. Ist dies nicht der Fall, wird die Zylinderlänge lcyl in einem Schritt S608' um die Schrittweite hcyl,l der Zylinderlängen-Anpassung reduziert.In a further run, a query is first made in step S606 as to whether the upper limit value of the cylinder length l cyl has been reached, i.e. whether lim high = true. If this is the case, a query is made in step S607 as to whether the lower limit value of the cylinder length l cyl has been reached, i.e. whether lim low = true. If this is also the case, the cylinder length l cyl can be retained and the subroutine is terminated. If lim low is not set to true, a query is first made in step S608 as to whether a lower limit value of the adaptation I min has been reached. If this is not the case, the cylinder length l cyl is reduced in step S608' by the increment h cyl,l of the cylinder length adaptation.
Ist der untere Grenzwert der Adaption Imin erreicht, so wird das Bit limlow, welches das Erreichen des unteren Grenzwertes anzeigt, in einem Schritt S611 auf 1 (=true) gesetzt. Mit diesem neuen Wert des Bits limlow =1, welches das Erreichen des unteren Grenzwertes für lcyl anzeigt, wird erneut zur Abfrage des Schrittes S607 zurückgekehrt.If the lower limit of the adaptation I min is reached, the bit lim low , which indicates that the lower limit has been reached, is set to 1 (=true) in step S611. With this new value of the bit lim low = 1, which indicates that the lower limit for l cyl has been reached, the query of step S607 is returned.
Wenn der obere Grenzwert der Zylinderlänge lcyl nicht erreicht ist, d.h. wenn limhigh nicht auf true gesetzt, wird in einem Schritt S609 zunächst abgefragt, ob ein oberer Grenzwert der Adaption Imax erreicht ist. Ist dies nicht der Fall, wird die Zylinderlänge lcyl in einem Schritt S610 um die Schrittweite hcyl,I der Zylinderlängen-Anpassung erhöht.If the upper limit of the cylinder length l cyl is not reached, i.e., if lim high is not set to true, a query is first made in step S609 as to whether an upper limit of the adaptation I max has been reached. If this is not the case, the cylinder length l cyl is increased by the increment h cyl,I of the cylinder length adaptation in step S610.
Ist der obere Grenzwert der Adaption Imax erreicht, so wird das Bit limhigh, welches das Erreichen des oberen Grenzwertes anzeigt, in einem Schritt S611 auf 1 (=true) gesetzt. Mit diesem neuen Wert des Bits limhigh =1, welches das Erreichen des oberen Grenzwertes für lcyl anzeigt, wird erneut zur Abfrage des Schrittes S606 zurückgekehrt.If the upper limit of the adaptation I max is reached, the bit lim high , which indicates that the upper limit has been reached, is set to 1 (=true) in step S611. With this new value of the bit lim high = 1, which indicates that the upper limit for l cyl has been reached, the query of step S606 is returned.
Im Folgenden wird anhand der
Soweit nicht explizit anders angegeben, ist die Reihenfolge der Beschreibung der nachfolgenden Prozessschritte nicht einschränkend hinsichtlich des Zeitablaufes der Prozessschritte zu verstehen. Die einzelnen Schritte können, soweit nicht explizit anders angegeben, in anderer Reihenfolge oder gleichzeitig stattfinden bzw. durchgeführt werden.Unless explicitly stated otherwise, the order in which the following process steps are described is not intended to limit the timing of the process steps. Unless explicitly stated otherwise, the individual steps may take place or be performed in a different order or simultaneously.
In einem Materialdaten-Zuführ-Schritt S701 werden zum Beispiel physikalische Daten zum eingesetzten Material, insbesondere der Materialschmelze, eine Prozesstemperatur TProzess und/oder eine Werkzeugtemperatur TWerkzeug bereitgestellt.In a material data supply step S701, for example, physical data on the material used, in particular the material melt, a process temperature T process and/or a tool temperature T tool are provided.
In einem Zuführ-Schritt S702 für hochaufgelöste Daten werden beispielsweise hochaufgelöste Einzelwerte und oder hochaufgelöste Verläufe eines Einspritzdrucks pinj, einer Füllzeit tfill, eines Gesamtfüllvolumens Vfill, tot und ein Füllvolumenstrom V̇inj bereitgestellt.In a supply step S702 for high-resolution data, for example, high-resolution individual values and/or high-resolution curves of an injection pressure p inj , a filling time t fill , a total filling volume V fill, tot and a filling volume flow V̇ inj are provided.
Aus den Daten des Schrittes S701 und des Schrittes S702 wird in einem Schritt S703 eine Prozesskonfiguration ermittelt.A process configuration is determined from the data of step S701 and step S702 in a step S703.
Weiterhin werden wird in einem Schritt S704 eine Geometrie-Datenzufuhr durchgeführt, wobei geometrische Daten betreffend die Basisgeometrie bzw. die Zwischengeometrie, geometrische Grenzwerte sowie geometrische Randbedingungen bereitgestellt werden.Furthermore, in a step S704, a geometry data feed is carried out, wherein geometric data relating to the basic geometry or the intermediate geometry, geometric limit values and geometric boundary conditions are provided.
Die Geometrie-Datenzufuhr wird zur Vorbereitung einer für die Durchführung einer Simulation notwendigen Datenbearbeitung durch einen Netz-Konfigurationsschritt S705 ergänzt. Parallel dazu, davor oder danach wird in einem Schritt S706 eine Anspritzpunkt-Konfiguration vorgenommen (Inlet-Definition).The geometry data input is supplemented by a mesh configuration step S705 to prepare for the data processing required for performing a simulation. Parallel to this, before or after this, an injection point configuration (inlet definition) is performed in a step S706.
Aus der im Schritt S703 erhaltenen Prozesskonfiguration, sowie aus den Geometriedaten (S704), welche mit einer Netzkonfiguration (S705) und einer Anspritzpunkt-Konfiguration (S706) versehen sind, wird in einem Schritt S707 ein Versuchsplan gestaltet. Hieraus resultiert dann das erstrebte Versuchsplan-Design (DoE) (Schritt S708).A test plan is created in step S707 from the process configuration obtained in step S703, as well as from the geometry data (S704), which includes a mesh configuration (S705) and an injection point configuration (S706). This then results in the desired test plan design (DoE) (step S708).
Angaben zu einer möglichen Obergrenze der Anzahl und/oder der Größe der eingesetzten Regelgebilde:Information on a possible upper limit on the number and/or size of the control structures used:
Eine solche Obergrenze der Anzahl der eingesetzten Regelgebilde ist im wesentlichen bauteilabhängig und kann nicht pauschal spezifiziert oder bestimmt werden. Der Aufbau des geometrischen Meta-Modells 2 über die Anfangs-bzw. Zwischenstufen der Basisgeometrie und den Zwischengeometrien findet so lange durch Parametrisierung vorhandener Regelgebilde oder durch boolesches Hinzufügen zum virtuellen Gebilde oder boolesches Subtrahieren von Regelgebilden vom virtuellen Gebilde statt, bis das gewünschte Optimierungsziel, d. h. die Lerndesignzielgröße innerhalb technisch vernünftiger Toleranzen erreicht ist.Such an upper limit on the number of control entities used is essentially component-dependent and cannot be specified or determined across the board. The construction of the geometric meta-
Auch die Größe einzelner Regelgebilde sowohl in der Basisgeometrie als auch in den Zwischengeometrien wie auch im fertigen geometrischen Meta-Modell 2 kann variieren. Beispielsweise kann ein bestimmtes nachzubildendes Bauteil durch den Einsatz endlich vieler Regelgebilde mit jeweils einem Volumen von 0,1 cm3 bis 1 cm3 oder auch größeren Volumina aufgebaut sein. Die volumetrischen Größen der einzelnen Regelgebilde innerhalb einer Basisgeometrie oder einer Zwischengeometrie oder des fertigen geometrischen Meta-Modells 2 können auch bei qualitativ gleichartigen Regelgebilden wie zum Beispiel Quadern, Kugeln, Kegeln oder dergleichen untereinander gleich oder unterschiedlich sein.The size of individual regular structures, both in the base geometry and in the intermediate geometries, as well as in the finished geometric meta-
Eine Skalierung und ein spezifischer Einsatz von qualitativ unterschiedlichen Regelgebilden unterschiedlicher Grundformen wird durch den Anwendungsfall selbst und die abbildbaren Zustandsgrößen des geometrischen Meta-Modells 2 vorgegeben.A scaling and a specific use of qualitatively different rule structures of different basic forms is specified by the application case itself and the representable state variables of the geometric meta-
Eine mögliche Obergrenze für die Anzahl der einzusetzenden Regelgebilde kann beispielsweise durch eine Obergrenze der zur Simulation eines solchen geometrischen Meta-Modells 2 erforderlichen Simulationszeit genutzt werden. Erstrebenswert ist es selbstverständlich, den additiven Aufbau eines geometrischen Meta-Modells mit möglichst einfacher Form und minimal notwendiger Anzahl an Regelkörpern zu bewerkstelligen, sodass das spezifizierte Optimierungsziel, also die Lerndesignzielgröße, zum Beispiel die Füllzeit erreicht wird, bevor die notwendige Simulationszeit hierfür jener der Originalgeometrie entspricht. Ziel der Erfindung ist es nämlich, die Simulationszeit und damit den Rechenaufwand gegenüber derjenigen bzw. denjenigen der Originalgeometrie zu reduzieren.A possible upper limit for the number of control entities to be used can be used, for example, by setting an upper limit for the simulation time required to simulate such a geometric meta-model. It is, of course, desirable to achieve the additive construction of a geometric meta-model with the simplest possible form and the minimum necessary number of control entities, so that the specified optimization goal, i.e., the learning design target variable, for example, the filling time, is achieved before the required simulation time corresponds to that of the original geometry. The aim of the invention is to reduce the simulation time and thus the computational effort compared to that of the original geometry.
Weitere Ausgestaltungen der Erfindung:Further embodiments of the invention:
Selbstverständlich ist es möglich, dass durch den Einsatz einer künstlichen Intelligenz oder von Expertenwissen der Ablauf der geometrischen Adaption verkürzt und oder optimiert werden kann.Of course, it is possible that the process of geometric adaptation can be shortened and/or optimized through the use of artificial intelligence or expert knowledge.
Angaben zur Durchführung der Simulationen:Information on how to conduct the simulations:
Eine Durchführung der im Rahmen der Erfindung vorzunehmenden Simulationen auf der Basis einer Basisgeometrie, einer Zwischengeometrie oder auf der Basis des geometrischen Meta-Modells 2 kann beispielsweise innerhalb marktgängiger Simulationsanwendungen erfolgen. Es sei allerdings betont, dass das erfindungsgemäße Verfahren zur Generierung des geometrischen Meta-Modells 2 unabhängig von der verwendeten Simulationsanwendung angewendet werden kann. Ein Vorteil der Verwendung einer kommerziellen Simulationsanwendung besteht darin, dass für eine Füllsimulation wichtige Schritte, wie zum Beispiel eine Generierung eines Netzes, eine Definition des Inlets I sowie die numerischen Berechnungsmethoden, mit denen notwendige Differentialgleichungssysteme gelöst werden können, bereits vorliegen und erprobt sind. Außerdem besitzen kommerzielle Simulationsanwendungen üblicherweise eine Materialdatenbank, um materialspezifische Abläufe oder Daten, beispielsweise Viskositätseigenschaften, in der Simulation zu berücksichtigen.The simulations to be carried out within the scope of the invention on the basis of a basic geometry, an intermediate geometry or on the basis of the geometric meta-
Zur Thematik „Vernetzung“ der Basisgeometrie, der Zwischengeometrien sowie des geometrischen Meta-Modells 2:On the topic of “networking” of the basic geometry, the intermediate geometries and the geometric meta-model 2:
Unter dem Begriff „Vernetzung“ ist im erfindungsgemäßen Zusammenhang zu verstehen, dass auf die jeweilige Geometrie als Vorbereitung einer Simulation in üblicher Art und Weise ein entsprechendes Netz gelegt wird, auf dessen Basis dann die Simulationsberechnungen durchgeführt werden. Selbstverständlich wird bei jeder Geometrieanpassung auch ein angepasstes Netz zu ermitteln sein, da dieses die jeweils gültige Geometrie, d. h. die Basisgeometrie, eine oder mehrere der Zwischengeometrien oder das fertige geometrischen Meta-Modell 2 repräsentiert. Aufgrund der erfindungsgemäß stark in der Komplexität reduzierten Geometrie des geometrischen Meta-Modells 2 ist jedoch der Vernetzungsaufwand wie auch der Vernetzungsaufwand aller geometrischen Zwischenstufen (Basisgeometrie und Zwischengeometrie) erheblich reduziert, was den Aufwand zur Vorbereitung einer Simulation wesentlich vereinfacht und Rechenzeit einspart.In the context of the invention, the term "meshing" means that a corresponding mesh is placed on the respective geometry in the usual way in preparation for a simulation, on the basis of which the simulation calculations are then carried out. Of course, an adapted mesh will also have to be determined for each geometry adaptation, since this represents the respectively valid geometry, i.e., the base geometry, one or more of the intermediate geometries, or the finished geometric meta-
Zur Thematik „Setzen eines Inlets“ an der Basisgeometrie, den Zwischengeometrien sowie dem fertigen geometrischen Meta-Modell 2:On the topic of “setting an inlet” on the base geometry, the intermediate geometries and the finished geometric meta-model 2:
Im Rahmen der Erfindung wird zweckmäßigerweise auch ein Anspritzpunkt (Inlet I) an der jeweilig vorliegenden Geometrie, d. h. der Basisgeometrie, der Zwischengeometrien und dem fertigen geometrischen Meta-Modell 2 hinsichtlich seiner Größe, seiner Form und seiner Lage am Modell definiert. Selbstverständlich kann es notwendig sein, das Inlet I, welches zunächst bei einer Basisgeometrie in einer bestimmten Größe angenommen wurde, zu verkleinern, wenn beispielsweise eine Stirnseite eines Regelgebildes, zum Beispiel eines Zylinders im Rahmen der Adaption kleiner wird als eine Fläche des ursprünglich angesetzten Inlets, oder bei Bedarf zu vergrößern. Im Allgemeinen ist es natürlich zwingend notwendig, das Inlet I sachgerecht anzupassen.Within the scope of the invention, an injection point (Inlet I) is expediently also defined on the respective existing geometry, i.e., the base geometry, the intermediate geometries, and the finished geometric meta-
BezugszeichenlisteList of reference symbols
- 11
- Gutteil, RealgeometrieGood part, real geometry
- 22
- geometrisches Meta-Modellgeometric meta-model
- 33
- LernprozessschrittLearning process step
- 44
- Schritt zur Bestimmung des geometrischen Meta-ModellsStep to determine the geometric meta-model
- 55
- Maschinemachine
- 66
- ProzesssignaleProcess signals
- 77
- Simulationsimulation
- 88
- simulierte Prozesssignalesimulated process signals
- 1010
- virtuelles Gebildevirtual entity
- 1111
- virtuelles Regelgebildevirtual rule structure
- S105 bis S113S105 to S113
- SchritteSteps
- S320 bis S323S320 to S323
- SchritteSteps
- S330 bis S331S330 to S331
- SchritteSteps
- S340 bis S343S340 to S343
- SchritteSteps
- S400 bis S405S400 to S405
- SchritteSteps
- S500 bis S512S500 to S512
- SchritteSteps
- S600 bis S612S600 to S612
- SchritteSteps
- S701 bis S708S701 to S708
- SchritteSteps
- II
- InletInlet
ZITATE ENTHALTEN IN DER BESCHREIBUNGQUOTES CONTAINED IN THE DESCRIPTION
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.This list of documents submitted by the applicant was generated automatically and is included solely for the convenience of the reader. This list is not part of the German patent or utility model application. The DPMA assumes no liability for any errors or omissions.
Zitierte PatentliteraturCited patent literature
-
EP 3 291 959 B1 [0004]
EP 3 291 959 B1 [0004] -
EP 3 892 440 A1 [0005]
EP 3 892 440 A1 [0005] -
DE 10 2021 109 851 A1 [0006]
DE 10 2021 109 851 A1 [0006] - AT 513.481 B1 [0007]AT 513.481 B1 [0007]
- EP 3359365B1 [0075]EP 3359365B1 [0075]
- EP 3870422B1 [0075]EP 3870422B1 [0075]
- EP 3055116B1 [0075]EP 3055116B1 [0075]
Claims (33)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102023124804.9A DE102023124804A1 (en) | 2023-09-14 | 2023-09-14 | Method for generating and/or adapting a geometric meta-model for a molded part to be produced in a primary molding process, in particular for an injection molded part to be produced in an injection molding process |
| PCT/EP2024/072685 WO2025056256A1 (en) | 2023-09-14 | 2024-08-12 | Method for generating and/or adapting a geometric meta-model for a moulded part to be produced in a moulding process, in particular for an injection-moulded part to be produced in an injection moulding process |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102023124804.9A DE102023124804A1 (en) | 2023-09-14 | 2023-09-14 | Method for generating and/or adapting a geometric meta-model for a molded part to be produced in a primary molding process, in particular for an injection molded part to be produced in an injection molding process |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE102023124804A1 true DE102023124804A1 (en) | 2025-03-20 |
Family
ID=92457028
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102023124804.9A Pending DE102023124804A1 (en) | 2023-09-14 | 2023-09-14 | Method for generating and/or adapting a geometric meta-model for a molded part to be produced in a primary molding process, in particular for an injection molded part to be produced in an injection molding process |
Country Status (2)
| Country | Link |
|---|---|
| DE (1) | DE102023124804A1 (en) |
| WO (1) | WO2025056256A1 (en) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT513481B1 (en) | 2012-11-09 | 2014-05-15 | Engel Austria Gmbh | Simulation device and method |
| EP3055116B1 (en) | 2013-10-11 | 2017-09-20 | KraussMaffei Technologies GmbH | Method for controlling a mold filling process of an injection-molding machine |
| EP3359365B1 (en) | 2015-10-09 | 2019-08-14 | KraussMaffei Technologies GmbH | Method for determining an actual volume of an injection-mouldable compound in an injection-moulding process |
| EP3291959B1 (en) | 2015-05-06 | 2021-08-18 | BTMT GmbH | Determining and displaying process parameter values in an injection molding process |
| EP3892440A1 (en) | 2020-04-09 | 2021-10-13 | Arburg GmbH + Co KG | Method for adjusting an injection moulding machine |
| DE102021109851A1 (en) | 2020-04-20 | 2021-10-21 | Engel Austria Gmbh | Method and computer program product for comparing a simulation with the actual process carried out |
| EP3870422B1 (en) | 2018-10-23 | 2023-03-15 | KraussMaffei Technologies GmbH | Method for operating an injection-molding machine, in particular with respect to improved constant mold filling, and injection-molding machine for carrying out the method |
-
2023
- 2023-09-14 DE DE102023124804.9A patent/DE102023124804A1/en active Pending
-
2024
- 2024-08-12 WO PCT/EP2024/072685 patent/WO2025056256A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT513481B1 (en) | 2012-11-09 | 2014-05-15 | Engel Austria Gmbh | Simulation device and method |
| EP3055116B1 (en) | 2013-10-11 | 2017-09-20 | KraussMaffei Technologies GmbH | Method for controlling a mold filling process of an injection-molding machine |
| EP3291959B1 (en) | 2015-05-06 | 2021-08-18 | BTMT GmbH | Determining and displaying process parameter values in an injection molding process |
| EP3359365B1 (en) | 2015-10-09 | 2019-08-14 | KraussMaffei Technologies GmbH | Method for determining an actual volume of an injection-mouldable compound in an injection-moulding process |
| EP3870422B1 (en) | 2018-10-23 | 2023-03-15 | KraussMaffei Technologies GmbH | Method for operating an injection-molding machine, in particular with respect to improved constant mold filling, and injection-molding machine for carrying out the method |
| EP3892440A1 (en) | 2020-04-09 | 2021-10-13 | Arburg GmbH + Co KG | Method for adjusting an injection moulding machine |
| DE102021109851A1 (en) | 2020-04-20 | 2021-10-21 | Engel Austria Gmbh | Method and computer program product for comparing a simulation with the actual process carried out |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2025056256A1 (en) | 2025-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102017131032B4 (en) | Method for setting up a forming machine | |
| EP2313867B1 (en) | Method and device for the production of a master pattern tool | |
| DE102010004700B4 (en) | System for assessing the manufacturability of a casting design | |
| EP3291958B1 (en) | Determining process parameter values in an injection molding process | |
| EP2953778B2 (en) | Method for operating a machine for processing plastics | |
| DE69528870T2 (en) | Device and method for optimizing the flow behavior of a fluid and method for producing an injection molded part | |
| DE69126700T2 (en) | CONTROLLING AN INJECTION MOLDING MACHINE | |
| EP3291959B1 (en) | Determining and displaying process parameter values in an injection molding process | |
| AT519005A4 (en) | Method for simulating a shaping process | |
| EP3710223B1 (en) | Method for controlling a machine for processing plastics | |
| EP3892440A1 (en) | Method for adjusting an injection moulding machine | |
| DE102023124804A1 (en) | Method for generating and/or adapting a geometric meta-model for a molded part to be produced in a primary molding process, in particular for an injection molded part to be produced in an injection molding process | |
| EP3257606A1 (en) | Method and device for manufacturing objects with improved service qualities | |
| DE102022102395A1 (en) | Method and device for reducing the post-processing effort on master mold cavities before they are used in series production | |
| EP4327171B1 (en) | Method for controlling processes on plastics-processing machines | |
| DE102012022435A1 (en) | Method for generating three-dimensional object by generative manufacturing method, involves manufacturing object based on binary data set referred to as target data set by generative manufacturing method | |
| AT523127B1 (en) | Methods for determining real molding compound fronts and for adjusting simulations | |
| DE102023200802A1 (en) | Process for improved manufacturing of components | |
| DE102014015088A1 (en) | Method for determining a nozzle positioning for the production of a plastic injection-molded component, and method for producing a plastic injection-molded component | |
| DE102018006399A1 (en) | Method and device for producing a master or forming tool | |
| EP3416813B1 (en) | Processing tool and method for production thereof by means of a generative layer construction process | |
| AT522623B1 (en) | Procedure for checking the suitability of a forming tool | |
| DE102018202951B4 (en) | Planning method for producing a structured component and method for producing a structured component | |
| WO2025153561A1 (en) | Method and computer program product for adapting a model of a three-dimensional object by replacing grid geometry with polygonal geometry | |
| WO2022184544A1 (en) | Computer-implemented method for determining a spatial distribution of element size values for geometric basic elements of a network display from a digital display of an object for a simulation of the object |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R081 | Change of applicant/patentee |
Owner name: KRAUSSMAFFEI TECHNOLOGIES GMBH, DE Free format text: FORMER OWNER: KRAUSSMAFFEI TECHNOLOGIES GMBH, 85599 PARSDORF, DE |