-
Die Erfindung betrifft einen Brechbackensatz für einen Brecher, umfassend eine erste Brechbackeneinheit für eine erste Arbeitseinheit des Brechers, und eine zweite Brechbackeneinheit für eine zweite Arbeitseinheit des Brechers, wobei zwischen der ersten und der zweiten Arbeitseinheit ein Brechraum definiert ist, wobei die erste Brechbackeneinheit wenigstens eine erste und eine zweite Brechbacke umfasst, und die zweite Brechbackeneinheit wenigstes eine dritte und optional eine vierte Brechbacke umfasst, wobei die erste und die zweite Brechbacke an einer ersten Backen-Teilungsebene getrennt sind, die quer zu einer Materialflussrichtung des Brechers ausgerichtet ist, und wobei optional die dritte und die vierte Brechbacke an einer zweiten Backen-Teilungsebene getrennt sind, die quer zu einer Materialflussrichtung des Brechers ausgerichtet ist. Die Erfindung betrifft ferner einen Brecher mit einem derartigen Brechbackensatz. Weiterhin betrifft die Erfindung ein Wartungsverfahren für einen Brecher.
-
Bei Druckzerkleinerungsanlagen, insbesondere Brechanlagen mit Exzenterwalze als bewegliches Brechelement oder Backenbrecher mit einer beweglichen Schwinge dienen als stationäres Brechelement in der Regel mehrere übereinander angeordnete Brechbacken, die einen Brechbackensatz im Sinne der vorliegenden Erfindung bilden können. Als bewegliches Brechelement dient beispielsweise eine Exzenterwalze, die mit Abstand zu den stationären Brechbacken angeordnet ist und die eine exzentrische Bewegung bezüglich einer Achse der Exzenterwalze vollführt, durch die sich der Abstand zu den Brechbacken periodisch ändert. Bei anderen Brecherarten, wie beispielsweise einem Backenbrecher, dient eine bewegliche Schwinge als bewegliches Brechelement. Der Brechspalt ist bei diesem Typus von Brechanlagen definiert durch den Abstand zwischen dem äußeren Umfang der Exzenterwalze oder der beweglichen Schwinge und der dieser zugewandten Fläche der Brechbacken. Dabei sind üblicherweise mindestens zwei, bevorzugt drei oder mehrere einen Brechbackensatz bildende Brechbacken übereinander angeordnet und können je nach Ausführung auch entlang eines Bogens angeordnet sein. Es sind auch Ausführungsformen bevorzugt, bei denen die erste und/oder die zweite Brechbackeneinheit jeweils nur eine Brechbacke umfassen.
-
Wenn ein Brechbackensatz mit beispielsweise zwei oder drei Brechbacken vorgesehen ist, dann liegt eine hierin als „obere“ bezeichnete Brechbacke mit ihrer dem beweglichen Brecherelement zugewandten Fläche weiter entfernt zum beweglichen Brecherelement als die unterhalb von dieser angeordnete nächste Brechbacke, die hierin bei insgesamt zwei vorhandenen Brechbacken als „untere“ und bei insgesamt drei oder mehreren vorhandenen Brechbacken als „mittlere“ Brechbacke bezeichnet werden kann. Das zu zerkleinernde Material bewegt sich beim Brechvorgang in Schwerkraftrichtung von oben nach unten, weshalb die vorgenannten Bezeichnungen gewählt wurden. Unter diesem Aspekt liegt eine Brechbacke am weitesten oben und eine Brechbacke am weitesten unten, somit dem beweglichen Brecherelement am nächsten, und da sich der als Brechspalt fungierende Zwischenraum zwischen dem beweglichen und dem stationären Brecherelement kontinuierlich verjüngt, ist der Brechspalt im Bereich der weiter unten liegenden Brechbacke(n) enger als bei der oder den weiter oben liegenden Brechbacke(n). Dies führt dazu, dass beim Zerkleinerungsvorgang die Brechbacke oder die Brechbacken, bei denen der Brechspalt enger ist, intensiver mechanisch beansprucht werden, als die Brechbacke oder die Brechbacken, bei denen der Brechspalt weiter ist. Mit anderen Worten, weiter oben liegende Brechbacken werden weniger stark beansprucht und weiter unten liegende Brechbacken, die dort angeordnet sind, wo sich der Brechspalt verengt, werden stärker beansprucht. Dies hat zur Folge, dass die untere(n) Brechbacke(n) einem höheren Verschleiß unterliegen als die obere(n) Brechbacke (n).
-
Bei einer Wartungsmaßnahme besteht nun bei Erreichen der Verschleißgrenze der unteren Brechbacke entweder die Möglichkeit, alle Brechbacken eines Brechbackensatzes gleichzeitig auszutauschen oder aber alternativ könnten die Brechbacken bei mehreren Wartungsmaßnahmen nach einander ausgetauscht werden, das heißt ein Austausch nur einer Brechbacke erfolgt dann, wenn diese ihre individuelle Verschleißgrenze erreicht hat. Bei der erstgenannten Variante besteht der Nachteil, dass Material von Brechbacken (den oberen Brechbacken) entsorgt wird, welche noch nicht verschlissen sind und im Prinzip noch weiter genutzt werden könnten. Bei der zweiten Variante ist es nachteilig, dass häufigere Wartungsunterbrechungen notwendig werden, was zu einem hohen Produktionsstillstand und dadurch verursachtem Produktionsausfall führt. Alternativ wäre es zwar möglich, zwei unterschiedlich verschlissene Brechbacken untereinander auszutauschen, was aber auch zum Stillstand der Anlage führen würde. Mit diesem Problem befasst sich zum Beispiel
DE 10 2019 204 836 B3 .
-
Ein weiteres Problem besteht aber heutzutage darin, dass die Größen der Brecher zunehmen. Mittlere Brechergrößen erreichen heutzutage von ca. 600 bis 1000 t pro Stunde, große Maschinen für über 8000 t pro Stunde sind aber auch verfügbar. Je größer der Brecher ist, desto größer müssen auch die Brechbacken sein, um derartige Volumina von Primäraufgabematerial verarbeiten zu können.
-
Eine Aufgabe der vorliegenden Erfindung ist es daher, einen Brechbackensatz für einen Brecher sowie einen Brecher und ein Wartungsverfahren anzugeben, welche in Bezug auf Verschleiß, Materialeinsatz, Herstellung und/oder Wartung verbessert sind.
-
Die Erfindung löst die Aufgabe in einem ersten Aspekt durch einen Brechbackensatz der eingangs genannten Art, wobei wenigstens die erste Brechbacke aus zwei oder mehr ersten Brechbackensegmenten gebildet ist, die jeweils an einer Segmenten-Teilungsebene getrennt sind, die senkrecht zur ersten Backen-Teilungsebene ist. Die erste Backen-Teilungsebene ist eine Teilungsebene zwischen den oben genannten oberen, mittleren und unteren Brechbacken und ist beispielsweise bei einem Exzenter-Walzenbrecher parallel zur Drehachse der Walze angeordnet. Bei einem Backenbrecher ist die erste Backen-Teilungsebene parallel zur Schwenk- bzw. Drehachse des beweglichen Brecherelements, was im Falle eines Backenbrechers eine bewegliche Schwinge ist. Die Segmenten-Teilungsebene bzw. Segmenten-Teilungsebenen sind senkrecht zur ersten Backen-Teilungsebene und demnach beispielsweise senkrecht zur Rotationsachse der Walze des Exzenter-Walzenbrechers bzw. senkrecht zur Schwenkachse oder Drehachse des beweglichen Brecherelements eines Backenbrechers. Typischerweise ist damit die erste Brechbacke in vertikaler Richtung segmentiert ausgebildet und aus zwei oder mehr ersten Brechbackensegmenten gebildet. Je nach Brechertyp kann auch die zweite Brechbackeneinheit zusätzlich zur dritten Brechbacke mindestens eine vierte Brechbacke umfassen, wobei dann die dritte und vierte Brechbacke vorzugsweise an einer zweiten Backen-Teilungsebene getrennt sind, die quer zur Materialflussrichtung des Brechers ausgerichtet ist. Die zweite Backen-Teilungsebene ist folglich vorzugsweise parallel zur ersten Backen-Teilungsebene.
-
Der Erfindung liegt damit die Erkenntnis zugrunde, dass diese Segmentierung gleich mehrere Vorteile mit sich bringt. Zum einen ist durch die Segmentierung der Brechbacke in vertikal Richtung, d.h. die Segmenten-Teilungsebene verläuft in vertikaler Richtung, die Herstellung der Brechbackensegmente durch Gießen deutlich vereinfacht. Die einzelnen Brechbackensegmente sind kleiner und haben ein geringeres Volumen als die nicht segmentierte Brechbacke, wodurch das Gießen vereinfacht ist. Probleme wie Lunker oder Fehlstellen treten vermehrt bei großen Gussteilen auf, ebenso wie Eigenspannungen. Durch die Segmentierung der Brechbacke in vertikaler Richtung wird hier Abhilfe geschaffen. Ferner ist insbesondere auch das Gießen von großen Bauteilen aus Sonderwerkstoffen problematisch und mit hohen Kosten verbunden. Auch dieses Problem wird durch die Brechbackensegmente wenigstens teilweise verbessert. Beispielsweise ermöglicht die Segmentierung der Brechbacke in die ersten Brechbackensegmente das Vorsehen von Brechbackensegmenten aus verschiedenen Werkstoffen, wodurch insbesondere die Stellen der Brechbacke, die besonders stark von Verschleiß betroffen sind, aus festeren Werkstoffen und/oder Sonderwerkstoffen gebildet werden können, während die weniger verschleißanfälligen Abschnitte aus herkömmlichem Stahl hergestellt werden können. Schließlich sind auch die Handhabung, Logistik und Lagerung vereinfacht. Große Brechelemente sind auch aufgrund von Gewicht und Abmessungen im Handling deutlich aufwendiger. Auch dies wird durch die erfindungsgemäßen Brechbackensegmente verbessert.
-
Vorzugsweise ist die erste Brechbacke aus wenigstens drei, vorzugsweise sechs Brechbackensegmenten gebildet. Auch andere Anzahlen sind bevorzugt. Erfindungsgemäß sind wenigstens zwei Brechbackensegmente vorgesehen, es können aber auchvier, fünf, sechs, sieben, acht, neun, zehn oder mehr Brechbackensegmente vorgesehen sein. Vorzugsweise sind dabei die Brechbackensegmente identisch ausgebildet, oder es gibt zwei, drei oder mehr Klassen an Brechbackensegmenten, jeweils umfassend wenigstens zwei Brechbackensegmente, die identisch ausgebildet sind. Es kann auch vorgesehen sein, dass seitlich randständige Brechbackensegmente gesondert ausgebildet und nicht identisch sind, während wenigstens zwei zwischen den randständigen Brechbackensegmenten angeordnete Brechbackensegmente identisch ausgebildet sind. Auf diese Weise kann die Herstellung weiter vereinfacht werden und gleiche Teile können verwendet werden. Zudem bietet sich die Möglichkeit, auch nur einzelne Brechbackensegmente auszutauschen und bei Verschleiß nicht die vollständige Brechbacke auszutauschen.
-
Weiter bevorzugt haben die ersten Brechbackensegmente eine quaderförmige Grundform und ein Verhältnis der längsten Seite zur kürzesten Seite liegt vorzugsweise in einem Bereich von 1:2 bis 1:10. Hierdurch wird eine sowohl zum Gießen als auch für das spätere Handling und die Lagerung vorteilhafte Form erreicht, die diese Prozesse deutlich vereinfachen kann. Auch innerhalb des genannten Bereichs liegende Subbereiche sind bevorzugt, wie beispielsweise 1:2 bis 1:9, 1:2 bis 1:8, 1:2 bis 1:7, 1:2 bis 1:6, 1:2 bis 1:5, 1:3 bis 1:9, 1:4 bis 1:9, 1:5 bis 1:9, 1:6 bis 1:9. Weiter bevorzugt kann der untere Grenzwert des Bereichs jeden der Werte 1:2, 1:3, 1:4, 1:5, 1:6, 1:7, 1:8, 1:9 annehmen, während der obere Grenzwert jeden der Werte 1:3, 1:4, 1:5, 1:6, 1:7, 1:8, 1:9; 1:10 annehmen kann.
-
In einer bevorzugten Weiterbildung ist wenigstens eines der Brechbackensegmente aus einem ersten Material und wenigstens eines der Brechbackensegmente aus einem zweiten Material gebildet, welches verschieden vom ersten Material ist. Beispielsweise sind ein oder mehrere Brechbackensegmente in einem mittleren Bereich aus einem verschleißfesteren Material gebildet als Brechbackensegmente in einem Randbereich. Der Begriff der Verschleißfestigkeit entspricht der Verschleißbeständigkeit nach DIN 50320, das heißt, der Widerstandsfähigkeit eines festen Körpers gegen Verschleiß, beispielsweise Abrieb. Beispielsweise ist das erste Material, welches vorzugsweise ein verschleißfestes Material ist, ein Metallmatrix-Verbundwerkstoff. Bevorzugte Werkstoffe umfassen beispielsweise Mangan-Hartstahl, Cr-Mo-Stähle, Hochchromstähle, Metallmatrix-Verbundwerkstoffe, oder auch gewalzte verschleißfeste Stähle bspw. Hardox® von der Fa. SSAB AB, Schweden.
-
Ferner ist auch denkbar, dass eine oder mehrere der Brechbackensegmente mit einem Inlay gemäß
DE 10 2019 204 836 B3 versehen sind, sodass die übrigen Brechbackensegmente aus herkömmlichem Stahl gebildet sein können. Auf diese Weise können Kosten weiter reduziert werden und auch Recycling ist vereinfacht.
-
In einer bevorzugten Weiterbildung weisen die ersten Brechbackensegmente jeweils wenigstens eine Durchgangsöffnung auf zum Aufnehmen wenigstens einer Montagestange, wobei die Durchgangsöffnungen in einem montierten Zustand der ersten Brechbackensegmente miteinander fluchten. Die Montagestange kann durch die Durchgangsöffnung geführt werden und beidseitig beispielsweise mit einer Mutter oder einem anderen Befestigungsmittel gesichert werden. Hierdurch lassen sich die Brechbackensegmente, die gemeinsam eine erste Brechbacke bilden, auch gemeinsam transportieren und lagern, falls dies gewünscht ist. Insbesondere die Montage kann hierdurch vereinfacht sein, da alle Brechbackensegmente gemeinsam und bereits richtig zueinander positioniert, an der entsprechenden Aufnahme des Brechers angeordnet werden können. Es kann auch vorgesehen sein, dass zwei oder mehr Durchgangsöffnungen je Brechbackensegment und/oder zwei oder mehr Montagestangen vorgesehen sind.
-
Vorzugsweise weisen zwei oder mehr der ersten Brechbackensegmente wenigstens einen seitlichen Kontaktvorsprung mit einer Kontaktfläche auf, zum gegenseitigen Kontaktieren und Anlegen benachbarter Brechbackensegmente. Vorzugsweise weisen ebenfalls die benachbarten Brechbackensegmente an ihren Kontaktflächen derartige seitliche Kontaktvorsprünge auf. Die randständigen Brechbackensegmente brauchen an ihren äußeren Seiten nicht zwingend solche Kontaktvorsprünge, es kann aber Vorteile mit sich bringen, auch die randständigen Brechbackensegmente mit solchen seitlichen Kontaktvorsprüngen auszustatten. Hierdurch können insbesondere gleiche Teile verwendet werden, wodurch Kosten weiter reduziert werden können. Falls die ersten Brechbackensegmente als Gussteil ausgebildet sind, ist es bevorzugt, dass der Kontaktvorsprung bzw. die Kontaktvorsprünge als Angussstück ausgebildet sind. Die Kontaktfläche ist vorzugsweise bearbeitet. Die Kontaktvorsprünge durch Gussstücke zu bilden bietet gusstechnische Vorteile, insbesondere im Formenbau. Lediglich die vorspringenden Stirnflächen der Kontaktvorsprünge, die dann auch als Kontaktflächen genutzt werden, werden in diesem Fall bearbeitet, vorzugsweise spanend bearbeitet, um eine definierte Kontaktfläche zu erzeugen. Es hat sich herausgestellt, dass die Brechbackensegmente im Betrieb des Brechers verformt werden, sodass sie sich seitlich aufweiten und in axialer Richtung abflachen. Die Kontaktvorsprünge erlauben dieses seitliche Aufweiten, indem die Brechbackensegmente nicht über die volle Fläche aneinander anliegen, sondern nur an den Kontaktflächen. Die Kontaktflächen nehmen vorzugsweise einen Flächenanteil < 30 % der seitlichen Fläche ein, vorzugsweise < 20 %, weiter bevorzugt < 15 %, weiter bevorzugt < 10 %. Gemäß einer bevorzugten Ausführungsform ist vorgesehen, dass wenigstens die an seitlichen Enden der ersten und zweiten Brechbacke vorgesehen ersten Brechbackensegmente mit Formschlusselementen versehen sind, zum seitlichen Halten der ersten Brechbackensegmente. Die an seitlichen Enden der ersten Brechbacke vorgesehenen ersten Brechbackensegmente sind die in axialer Richtung randständigen Brechbackensegmente. Wenigstens an diesen sind vorzugsweise Formschlusselemente vorgesehen, die an horizontalen axialen Enden der Brechbacke die Brechbackensegmente halten. Die Formschlusselemente können beispielsweise als Ausnehmungen, Hinterschneidungen, Vorsprünge, Nuten oder dergleichen ausgebildet sein. Vorzugsweise weist die entsprechende brecherseitige Aufnahme, wie beispielsweise Schwinge, oder stationäres Brecherelement, korrespondierende Formschlusselemente auf, sodass die Brechbackensegmente formschlüssig an dieser gehalten werden können. Über die Formschlusselemente an der brecherseitigen Aufnahme sollen zudem seitliche Kräfte aufgenommen werden, die durch die Verformung der Brechbackensegmente beim Brechvorgang hervorgerufen werden.
-
Während die Erfindung jeweils mit Bezug auf die erste Brechbacke beschrieben wurden, soll verstanden werden, dass in bevorzugten Ausführungsformen auch die zweite, die dritte und/oder eine vierte Brechbacke aus zwei oder mehr zweiten, dritten bzw. vierten Brechbackensegmenten gebildet sein kann. Auch diese Brechbackensegmente sind vorzugsweise jeweils an einer Segmenten-Teilungsebene getrennt, die senkrecht zur ersten und zweiten Backen-Teilungsebene ist. Auch kann vorgesehen sein, dass alle Brechbacken eines Brechers auf die erfindungsgemäße Weise segmentiert sind.
-
In einem zweiten Aspekt der Erfindung wird die eingangs genannte Aufgabe gelöst durch einen Brecher zum Zerkleinern von Gestein, mit einer erste Arbeitseinheit, die mit einer ersten Brechbackeneinheit ausgestattet ist, und einer zweiten Arbeitseinheit, die mit einer zweiten Brechbackeneinheit ausgestattet ist, wobei zwischen der ersten und der zweiten Arbeitseinheit ein Brechraum definiert ist, wobei die erste Brechbackeneinheit wenigstens eine erste und eine zweite Brechbacke umfasst, und die zweite Brechbackeneinheit wenigstens eine dritte und optional eine vierte Brechbacke umfasst, wobei die erste und die zweite Brechbacke an einer ersten Backen-Teilungsebene getrennt sind, die quer zu einer Materialflussrichtung des Brechers ausgerichtet ist, und wobei die dritte und die optionale vierte Brechbacke an einer optionalen zweiten Backen-Teilungsebene getrennt sind, die quer zu einer Materialflussrichtung des Brechers ausgerichtet ist, wobei wenigstens die erste Brechbacke aus zwei oder mehr ersten Brechbackensegmenten gebildet ist, die jeweils an einer Segmenten-Teilungsebene getrennt sind, die senkrecht zur ersten und zweiten Backen-Teilungsebene ist. Es soll verstanden werden, dass der Brechbackensatz gemäß dem ersten Aspekt der Erfindung und der Brecher gemäß dem zweiten Aspekt der Erfindung gleiche und ähnliche Unteraspekte aufweisen wie sie insbesondere in den abhängigen Ansprüchen niedergelegt sind. Insbesondere weist der Brecher gemäß dem zweiten Aspekt der Erfindung einen Brechbackensatz gemäß dem ersten Aspekt der Erfindung auf, sodass vollumfänglich auf die obige Beschreibung Bezug genommen wird.
-
In einer bevorzugten Weiterbildung des Brechers gemäß dem zweiten Aspekt der Erfindung sind auch die zweite, die dritte und/oder die vierte Brechbacke aus zwei oder mehr zweiten, dritten bzw. vierten Brechbackensegmenten gebildet, die jeweils an einer Segmenten-Teilungsebene getrennt sind, die senkrecht zur ersten und zweiten Backen-Teilungsebene ist.
-
Bevorzugt ist die erste Arbeitseinheit im Betrieb des Brechers im Wesentlichen feststehend und die zweite Arbeitseinheit führt im Betrieb des Brechers eine oszillierende Brechbewegung aus. Die erste Arbeitseinheit kann beispielsweise als Schwinge und die zweite Arbeitseinheit als Exzenterwalze ausgebildet sein, wenn der Brecher als Exzenter-Walzenbrecher ausgebildet ist. Ist der Brecher als Backenbrecher ausgebildet, ist die erste Arbeitseinheit vorzugsweise eine stationäre Stützstruktur bzw. ein stationäres Brecherelement, und die zweite Arbeitseinheit ein bewegliches Brecherelement, vorzugsweise eine bewegliche Backenbrechschwinge.
-
In einem dritten Aspekt der Erfindung wird die eingangs genannte Aufgabe gelöst durch ein Wartungsverfahren zum Warten eines Brechers nach einer der vorstehend bevorzugten Ausführungsformen eines Brechers gemäß dem zweiten Aspekt der Erfindung, umfassend die Schritte: Demontieren von einem oder mehreren der ersten Brechbackensegmente des Brechers; Bereitstellen von Ersatz-Brechbackensegmenten zum Ersetzen der demontierten ersten Brechbackensegmente; und Montieren der Ersatz-Brechbackensegmente. Die Schritte können teilweise parallel oder nacheinander ausgeführt werden. Vorzugsweise umfasst das Wartungsverfahren auch den Schritt: Koppeln der einen oder mehreren ersten Brechbackensegmente vor dem Demontieren. Das Bereitstellen umfasst vorzugsweise ein Bereitstellen von mechanisch gekoppelten Ersatz-Brechbackensegmenten und ein Montieren der mechanisch gekoppelten Ersatz-Brechbackensegmente und anschließendes mechanisches Entkoppeln der Ersatz-Brechbackensegmente. Das mechanische Koppeln der ersten Brechbackensegmente oder der Ersatz-Brechbackensegmente kann beispielsweise mittels einer Stange realisiert werden, die durch Durchgangsöffnungen in den Brechbackensegmenten geführt ist.
-
Es soll verstanden werden, dass das Verfahren gemäß dem dritten Aspekt der Erfindung, der Brechbackensatz gemäß dem ersten Aspekt der Erfindung und der Brecher gemäß dem zweiten Aspekt der Erfindung gleiche und ähnliche Unteraspekte aufweisen, wie sie insbesondere in den abhängigen Ansprüchen niedergelegt sind. Insofern wird vollumfänglich auf die obige Beschreibung Bezug genommen.
-
Ausführungsformen der Erfindung werden nun nachfolgend anhand der Zeichnungen beschrieben. Diese sollen die Ausführungsformen nicht notwendigerweise maßstäblich darstellen, vielmehr sind die Zeichnungen, wenn dies zur Erläuterung dienlich ist, in schematisierter und/oder leicht verzerrter Form ausgeführt. Im Hinblick auf Ergänzungen der aus den Zeichnungen unmittelbar erkennbaren Lehren wird auf den einschlägigen Stand der Technik verwiesen. Dabei ist zu berücksichtigen, dass vielfältige Modifikationen und Änderungen betreffend die Form und das Detail einer Ausführungsform vorgenommen werden können, ohne von der allgemeinen Idee der Erfindung abzuweichen. Die in der Beschreibung, in den Zeichnungen sowie in den Ansprüchen offenbarten Merkmale der Erfindung können sowohl einzeln als auch in beliebiger Kombination für die Weiterbildung der Erfindung wesentlich sein. Zudem fallen in den Rahmen der Erfindung alle Kombinationen aus zumindest zwei der in der Beschreibung, den Zeichnungen und/oder den Ansprüchen offenbarten Merkmale. Die allgemeine Idee der Erfindung ist nicht beschränkt auf die exakte Form oder das Detail der im Folgenden gezeigten und beschriebenen bevorzugten Ausführungsformen oder beschränkt auf einen Gegenstand, der eingeschränkt wäre im Vergleich zu dem in den Ansprüchen beanspruchten Gegenstand. Bei angegebenen Bemessungsbereichen sollen auch innerhalb der genannten Grenzen liegende Werte als Grenzwerte offenbart und beliebig einsetzbar und beanspruchbar sein. Der Einfachheit halber sind nachfolgend für identische oder ähnliche Teile oder Teile mit identischer oder ähnlicher Funktion gleiche Bezugszeichen verwendet.
-
Weitere Vorteile, Merkmale und Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung der bevorzugten Ausführungsformen sowie anhand der Zeichnungen; diese zeigen in:
- 1 eine Schnittansicht eines Brechers in einem ersten Ausführungsbeispiel;
- 2 eine perspektivische Ansicht eines Brechbackensatzes gemäß dem Stand der Technik;
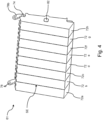
- 3 eine perspektivische Ansicht eines Brechbackensatzes gemäß der Erfindung;
- 4 eine perspektivische Ansicht der ersten Brechbacke gemäß der Erfindung;
- 5 eine perspektivische Ansicht eines Brechbackensegments;
- 6 eine Seitenansicht eines Brechbackensegments in einer zweiten Ausführungsform;
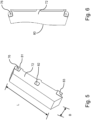
- 7 eine Rückansicht der ersten Brechbacke gemäß 4; und in
- 8 eine perspektivische Ansicht einer ersten Arbeitseinheit ohne erste Brechbacke.
-
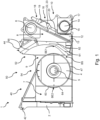
In 1 ist als Brecher exemplarisch ein Exzenter-Walzenbrecher 1, auch ERC genannt, gezeigt. Er umfasst einen Maschinenrahmen 2, eine drehbare Walze 4, die hier eine zweite Arbeitseinheit bildet, eine an einer Schwingenachse 6 an dem Maschinenrahmen 2 gelagerte erste Arbeitseinheit 8, hier als Schwinge 8 ausgebildet, einen Brechraum 9 zwischen Walze 4 und Schwinge 8, sowie einen Siebraum 7, unterhalb einer Absiebvorrichtung 40. Am unteren Ende des Brechraums 9 ist zwischen Schwinge 8 und Walze 4 ein Brechspalt BS ausgebildet, der den kleinsten Abstand zwischen Walze 4 und Schwinge 8 definiert. Im Betrieb rotiert die Walze 4 um eine Drehachse 5, wobei die Walze 4 hier mit einer Exzentrizität ausgebildet ist, sodass sich der Walzenkörper 4 exzentrisch um die Drehachse 5 dreht. Beim exzentrischen Drehen der Walze 4 ändert sich der Abstand zwischen Walze 4 und Schwinge 8, sodass Brechgut, welches in den Brechraum 9 gegeben wird, zerkleinert werden kann. Die Schwinge 8 kann auch als erste Arbeitseinheit oder stationäres Brecherelement bezeichnet werden, und die Walze 4 als zweite Arbeitseinheit oder bewegliches Bercherelement.
-
Die Schwinge 8 ist hier mit einer Schwingen-Verstelleinrichtung 10 versehen, die wie aus
WO 2014/067882 A2 bekannt ausgebildet sein kann. Konkret umfasst die Schwingen-Verstelleinrichtung 10 einen Schwingen-Keil 12, der in einem Spalt zwischen einer an einer Schwingenrückseite gebildeten Anlagefläche 13 und einer einem Schwingen-Widerlager 14 zugeordneten Gegenfläche 15 angeordnet ist. Der Schwingen-Keil 12 kann innerhalb des Spaltes mit einem Schwingen-Keilantrieb 16 der Schwingen-Verstelleinrichtung 10 positioniert werden, um den Abstand zwischen Schwinge 8 und Walze 4 und damit den effektiven Brechspalt BS zu verändern. Wenn der Schwingen-Keil 12 mit Bezug auf
2 nach unten bewegt wird, vergrößert sich der Abstand zwischen Walze 4 und Schwinge 8. Wenn der Schwingen-Keil 12 dagegen nach oben bewegt wird, verringert sich der Brechspalt BS zwischen Walze 4 und Schwinge 8.
-
Der Schwingen-Keil 12, die Anlagefläche 13 und die Gegenfläche 15 sind so zueinander ausgerichtet, dass der Schwingen-Keil 12 durch die auf die Schwinge 8 wirkenden Kräfte nach unten gedrängt wird. Die Geometrie der Anlagefläche 13, der Gegenfläche 15 und des Schwingen-Keils 12 ist so gewählt, dass der Schwingen-Keil 12 nicht selbsthemmend ist, das heißt, keine Selbsthemmung eintritt. Insbesondere kann der Schwingen-Keil 12 dazu eingerichtet sein, sich nach einer Entkopplung von dem Schwingen-Keilantrieb 16 selbsttätig nach unten zu bewegen. Die Gegenfläche 15 ist an einem Gegenhalter 17 ausgebildet, der ein Festlager bildet, aber drehbar um das Widerlager 14, welches als Achszapfen ausgebildet ist, angeordnet ist. Auf diese Weise kann sich die Gegenfläche 15 um das Widerlager 14 drehen, wenn der Schwingen-Keil 12 verstellt wird. Dies trägt der Tatsache Rechnung, dass die Schwinge 8 um die Schwingenachse 6 rotiert, wenn der Schwingen-Keil 12 verstellt wird.
-
In dem hier dargestellten Ausführungsbeispiel (
1) umfasst der Schwingen-Keilantrieb 16 beispielshaft einen Hydraulik- oder Pneumatikantrieb 18, mit einem Hydraulik- oder Pneumatikzylinder 19, der hier fest mit der Schwinge 8 verbunden ist, und einen Hydraulik- oder Pneumatikkolben 20, der gelenkig mit dem Schwingen-Keil 12 verbunden ist. Durch entsprechende Beaufschlagung von Hydraulik- oder Pneumatikdruck im Inneren des Hydraulik- oder Pneumatikzylinders 19 kann der Hydraulik- oder Pneumatikkolben 20 nach oben bzw. unten mit Bezug auf
1 bewegt werden, um so den Schwingen-Keil 12 zu verstellen. Hier sind aber auch andere Antriebsarten denkbar und bevorzugt, wie beispielsweise ein Spindelantrieb, ein elektromechanischer oder elektromagnetischer Antrieb, eine rein mechanische Vorspannung mittels einer Feder und/oder eines Gewichts. Weitere Beispiele können auch der Offenbarung der
DE 10 2022 125 159 entnommen werden, deren Offenbarung hierin vollständig mit einbezogen werden soll.
-
Die Schwingen-Verstelleinrichtung 10 umfasst auch einen Schwingen-Überlastschutz 22, der hier ein Überdruckventil 23 umfasst, derart, dass Hydraulik- oder Pneumatikfluid bei Überlastung der Schwinge 8 aus dem Überdruckventil 23 entlassen werden kann, um den Schwingen-Keil 12 in eine untere Position zu verbringen und so den Brechspalt BS zu erweitern. Alternativ oder zusätzlich kann das Überdruckventil 23 auch aktiv geöffnet werden, beispielsweise basierend auf einem Signal, welches basierend auf einer Lastermittlung an einem oder mehreren der tragenden Teile des Exzenter-Walzenbrechers 1 generiert wird.
-
Auch an der Walze 4 kann ein Überlastschutz vorgesehen sein. Hierzu ist beispielsweise denkbar, dass die Walze 4 verschieblich gelagert und mit einer oder mehreren Federn vorgespannt ist, wie ebenfalls in
DE 10 2022 125 159 beschrieben, worauf Bezug genommen wird.
-
In
1 ist weiterhin zu sehen, dass oberhalb der Walze 4 eine Absiebvorrichtung 40 vorgesehen ist, die einerseits an einem ortsfesten Widerlager 42 an dem Maschinenrahmen 2 und andererseits an einer Stützfläche der Walze 4 und/oder am Maschinenrahmen 2 abgestützt sein kann. Eine exzentrische Drehung der Walze 4 bewirkt auf diese Weise eine Rüttelbewegung an der Stützfläche zwischen Absiebvorrichtung 40 und Walze 4. Die Absiebvorrichtung 40 kann sich auch um das Widerlager 42 drehen, sodass die Absiebvorrichtung 40 eine exzentrische Drehung der Walze 4 ausgleichen kann. Die Absiebvorrichtung 40 ist so ausgebildet, dass Brechgut unterhalb einer vorbestimmten Größe durch das Sieb hindurchfällt und mit Bezug auf
1 links an der Walze 4 vorbeigeführt werden kann, das heißt, nicht in den Bruchraum 9 gelangt. Nur Brechgut mit einer Größe oberhalb der vorbestimmten Größe wird dem Bruchraum 9 zugeführt. Die Absiebvorrichtung 40 ist vorzugsweise in Übereinstimmung mit
WO 2014/067867 ausgebildet und kann ein oder alle Merkmale der dort beschriebenen Absiebvorrichtung aufweisen. Insbesondere kann vorgesehen sein, dass die Absiebvorrichtung 2 ein Fingersieb umfasst, und/oder Gleitschuhe vorgesehen sind und/oder elastische Dämpfungselemente, und/oder Gummipuffer.
-
Der Exzenter-Walzenbrecher 1 weist zudem ein von der Schwinge 8 getrenntes Führungselement 44 auf, welches an dem Maschinenrahmen bzw. Gehäuse 2 befestigt ist. Das Führungselement 44 ist separat von der Schwinge 8 und ortsfest und bewegt sich nicht mit der Schwinge 8 zusammen, weder beim Einstellen des Brechspalts BS noch bei einer etwaigen Überlastausgleichsbewegung der Schwinge 8. Das Führungselement 44 ist vorzugsweise in Übereinstimmung mit
WO 2014/067858 A1 gebildet und weist ein oder alle Merkmale des Führungselements gemäß
WO 2014/067858 A1 auf.
-
Der Brecher 1, hier Exzenter-Walzenbrecher 1, ist mit einem Brechbackensatz 50 ausgestattet, der hier eine erste Brechbackeneinheit 52 aufweist, die an der Schwinge 8 und dem optionalen Führungselement 44 angeordnet ist, sowie eine zweite Brechbackeneinheit 54, die an der Walze 4 vorgesehen ist. Gemeinsam bilden die erste und die zweite Brechbackeneinheit 52, 54 den Brechbackensatz, der neben der ersten und der zweiten Brechbackeneinheit 52, 54 auch weitere Brechbackeneinheiten umfassen kann. Auch kann es Ausführungsformen geben, in denen der Brechbackensatz 50 nur eine erste Brechbackeneinheit aufweist, oder erste und zweite Brechbackeneinheiten beide an der Schwinge 8 oder beide an der Walze 4 oder beide an anderen Elementen eines hier nicht gezeigten Brechers vorgesehen sind. Die erste Brechbackeneinheit 52 umfasst in dem hier gezeigten Ausführungsbeispiel eine erste Brechbacke 61 und eine zweite Brechbacke 62. Die zweite Brechbackeneinheit 54 umfasst in dem hier gezeigten Ausführungsbeispiel wenigstens eine dritte Brechbacke 63 und eine vierte Brechbacke 64, wobei sich aus 1 ergibt, dass neben der dritten und der vierten Brechbacke 63, 64 auch eine fünfte bis achte Brechbacke (in 1 nicht mit Bezugszeichen versehen) vorgesehen sind, wobei die dritte bis achte Brechbacke gemäß dem in 1 gezeigten Ausführungsbeispiel kreisförmig um den Umfang der Walze 4, die die zweite Arbeitseinheit definiert, angeordnet sind. An der Schwinge 8, die die erste Arbeitseinheit definiert, sind nur die erste und die zweite Brechbacke vorgesehen, wobei auf der Schwingenseite des Brechraums 9 durch das Führungselement 44 eine Führungselement-Brechbacke 65 angeordnet ist, die Teil der ersten Brechbackeneinheit 52 sein kann. Wie sich aus 1 ergibt, verjüngt sich der Brechraum 9 nach unten hin zum Brechspalt BS, sodass Verschleiß am unteren Ende in der Region des Brechspalts am höchsten ist und am Eingangsbereich des Brechraums 9 am geringsten.
-
Die erste und die zweite Brechbacke 61, 62 sind an einer ersten Backen-Teilungsebene BE1 (vgl. auch 3) getrennt, die mit Bezug auf 1 senkrecht zur Zeichenebene verläuft und damit parallel zur Drehachse der Walze 5 und der Schwingenachse 6. Eine Materialflussrichtung ist mit Bezug auf 1 von oben nach unten entlang des sichelförmigen Brechraums 9, sodass die Materialflussrichtung mit Bezug auf 1 innerhalb der Zeichenebene liegt. Die erste Backen-Teilungsebene BE1 ist damit auch senkrecht zur Materialflussrichtung des Brechers 1. Die dritten und vierten Brechbacken 63, 64 sind an einer zweiten Backen-Teilungsebene BE2 getrennt, die parallel zur ersten Backen-Teilungsebene BE1 ist, und damit ebenfalls quer zur Materialflussrichtung des Brechers 1.
-
In anderen Ausführungsformen des Brechers 1, beispielsweise als Backenbrecher, wie insbesondere Kurbelschwingenbrecher und Pendelschwingenbrecher, kann der Brechraum 9 auch nicht sichelförmig sein, sondern beispielsweise trichterförmig, und die Anzahl der Brechbacken je Brechbackeneinheit kann von dem hier gezeigten Ausführungsbeispiel (1) abweichen. Insofern ist die Ausführung des Brechers als Exzenter-Walzenbrecher nur optional und nur beispielhaft.
-
In 2 ist die Schwinge 8 samt erster Brechbackeneinheit 52 perspektivisch dargestellt, sodass sich die erste Backenteilungsebene BE1 besser erkennen lässt. Die zweite Brechbacke 62 ist hier profiliert ausgebildet mit insgesamt fünf vertikalen Nuten, die in Materialflussrichtung verlaufen und den Materialfluss positiv beeinflussen. Die erste Brechbacke 61 ist im Profil wellenförmig ausgebildet (vgl. auch 1), sodass sie sich im Bereich des Brechspalts BS zur Walze 4 hin etwas verdickt. Dies ist in Bezug auf den Verschleiß vorteilhaft, da insbesondere der verdickte Bereich der ersten Brechbacke 61 besonders stark von Verschleiß betroffen ist. Die ersten und zweiten Brechbacken 61, 62 sind auf einem Schwingenrahmen 70 befestigt, wie dies im Stand der Technik bekannt ist.
-
3 zeigt nun eine erfindungsgemäße erste Brechbackeneinheit 52 mit einer ersten Brechbacke 61 und einer zweiten Brechbacke 62, die an der ersten Backen-Teilungsebene BE1 getrennt sind.
-
Die erste Brechbacke 61 ist in 3 aus mehreren, nämlich insgesamt acht ersten Brechbackensegmenten 72a-72h gebildet (auch insgesamt mit 72 bezeichnet), die jeweils an einer Segmenten-Teilungsebene SE (in 3 nur beispielhaft einmal mit Bezugszeichen versehen) getrennt sind. Die Segmenten-Teilungsebene E ist senkrecht zur ersten Backen-Teilungsebene BE1 und damit auch zur zweiten Backen-Teilungsebene BE2. Die erste Brechbacke 61 mit den ersten Brechbackensegmenten 72 ist vergrößert in 4 dargestellt. Die einzelnen ersten Brechbackensegmente 72a-72h liegen mit ihren langen Seiten aneinander an und sind jeweils an der Segmenten-Teilungsebene SE getrennt. Die einzelnen Brechbackensegmente 72a-72h sind vollständig getrennt und können, wie in 4 gezeigt, komplett separiert werden. Sie sind einzelne Bauteile und werden in dem in 4 gezeigten Beispiel lediglich durch eine Montagestange 74 zusammengehalten, die durch eine Durchgangsöffnung 76 der Brechbackensegmente 72 geführt ist (vgl. 5 und 6). Die Durchgangsöffnungen 76 sind hier im montierten Zustand miteinander fluchtend ausgerichtet, sodass die Montagestange 74 durch sie hindurchgeführt werden kann, und in einem, mit Bezug auf einen Montagezustand der ersten Brechbacke 61, oberen Abschnitt angeordnet, sodass die Brechbackensegmente 72 an der Montagestange 74 hängen können. Die Montagestange 74 kann derart auf die Durchgangsöffnungen 76 angepasst sein, dass eine Ausrichtung und/oder Zentrierung der Brechbackensegmente 72 zueinander erreicht ist. Die Montagestange 74 ist hier an axialen Enden mit ersten und zweiten Handhabungselementen versehen, die beispielsweise durch eine Schraubverbindung auf der Montagestange 74 befestigt sein können oder mit separaten Muttern an dieser gesichert sein können. Die Handhabungselemente 78a, 78b dienen dazu, dass die erste Brechbacke 61 beispielsweise mittels eines Krans oder dergleichen angehoben und positioniert werden kann.
-
Die Brechbackensegmente 72 sind insbesondere quaderförmig bzw. haben eine quaderförmige Grundform mit einer Länge L und einer Breite B. Ein Verhältnis von Länge L zu Breite B ist vorzugsweise ein Verhältnis von 2:1 bis 10:1 und in dem in 5 gezeigten konkreten Ausführungsbeispiel in etwa in einem Bereich von 8:1. In 5 ist das Brechbackensegment 72 mit einer unprofilierten und ebenen dem Brechraum 9 zugewandten Oberfläche ausgestattet, während 6 eine Variante zeigt, in der die dem Brechraum zugewandte Oberfläche 80 profiliert, hier wellenförmig, ausgebildet ist.
-
Beispielsweise ist das Brechbackensegment 72 als Gussteil ausgebildet. Es weist vorzugsweise an Seitenflächen, die an anderen Brechbackensegmenten 72 anliegen, wenigstens einen, vorzugsweise wie in 5 dargestellt drei Kontaktvorsprünge 81, 82, 83 auf, die an korrespondierenden seitlichen Kontaktvorsprüngen des benachbarten Brechbackensegments 72 anliegen. Die Kontaktvorsprünge 81-83 können beispielsweise als Angussstücke ausgebildet sein. Sie erheben sich vorzugsweise um einige Millimeter aus der Seitenfläche, sodass ein seitliches Wachsen der Brechbackensegmente 72 erlaubt ist, der aufgrund von Verformung im Betrieb auftreten kann. Die Kontaktvorsprünge 81-83 sind vorzugsweise bearbeitet, beispielsweise spanend bearbeitet, um ebene, gleichmäßige und maßhaltige Kontaktflächen zu bilden. Vorzugsweise sind die Kontaktvorsprünge 81-83 über die Länge L verteilt und beispielsweise wie in 5 dargestellt am oberen Ende, unteren Ende und in der Mitte vorgesehen. Selbstverständlich kann auch vorgesehen sein, dass die komplette Seitenfläche bearbeitet ist, oder eine größere Anzahl an Kontaktvorsprüngen beispielsweise vier, fünf oder sechs, vorgesehen sind.
-
Auf der Rückseite (vgl. 7) sind die ersten Brechbackensegmente 72 vorzugsweise mit einer kreuzförmigen Profilierung versehen, oder einer anderen Profilierung, um Ausnehmungen zu definieren, in die bestimmte Halteeinrichtungen des Schwingenrahmens 70 (8) eingreifen können. Die Befestigung der ersten Brechbacke 61 am Schwingenrahmen 70 sollte möglichst wie im Stand der Technik erfolgen können, möglichst ohne wesentliche Änderungen, sodass an dem Schwingenrahmen 70 möglichst wenig Modifikationen vorzunehmen sind.
-
Um die Brechbackensegmente 72a-72h seitlich zu stützen, weisen in dem hier gezeigten Ausführungsbeispiel die randständigen Brechbackensegmente 72a und 72h jeweils eine Ausnehmung 84a, 84h auf, die als Formschlusselement fungieren. An dem Schwingenrahmen 70 sind korrespondierende Formschlusselemente 86a, 86b vorgesehen, die hier als Vorsprünge ausgebildet sind (vgl. 8). Die Vorsprünge 86a, 86b dienen dazu, dass die Brechbackensegmente 72 seitlich fixiert werden und im Betrieb nicht seitlich ausweichen können.
-
Auch wenn vorstehend nur eine Brechbacke 61 beschrieben wurde, soll verstanden werden, dass auch die anderen Brechbacken 62, 63, 64, 65 segmentiert ausgebildet sein können. Die Bezeichnungen erste, zweite, dritte, vierte usw. Brechbacke sind auch nicht auf deren Position beschränkt, sodass die erste Brechbacke 61 nicht zwingend die unterste der Schwinge 8 sein muss, sondern ebenfalls auch die oberste oder eine andere sein könnte. Insofern ist die Bezeichnung „erste Brechbacke 61“ nur generisch zu verstehen. Auch wenn das vorstehende Ausführungsbeispiel nur in Bezug auf einen Exzenter-Walzenbrecher beschrieben wurde, soll verstanden werden, dass eine gleiche Ausführung auch für andere Brecherarten, insbesondere einen Backenbrecher, denkbar und bevorzugt ist.
-
Bezugszeichenliste (Teil der Beschreibung)
-
- 1
- Brecher, Exzenter-Walzenbrecher
- 2
- Maschinenrahmen
- 4
- zweite Arbeitseinheit, Walze
- 5
- Drehachse der Walze
- 6
- Schwingenachse
- 7
- Siebraum
- 8
- erste Arbeitseinheit, Schwinge
- 9
- Brechraum
- 10
- Schwingen-Verstelleinrichtung
- 12
- Schwingen-Keil
- 13
- Anlagefläche an Schwingenrückseite
- 14
- Widerlager
- 15
- Gegenfläche
- 16
- Schwingen-Keilantrieb
- 17
- Schwingen-Gegenelement
- 18
- Hydraulik- oder Pneumatikantrieb
- 19
- Hydraulik- oder Pneumatikzylinder
- 20
- Hydraulik- oder Pneumatikkolben
- 22
- Schwingen-Überlastschutz
- 23
- Überdruckventil
- 40
- Absiebvorrichtung
- 42
- ortsfestes Widerlager
- 44
- Führungselement
- 50
- Brechbackensatz
- 52
- erste Brechbackeneinheit
- 54
- zweite Brechbackeneinheit
- 61
- erste Brechbacke
- 62
- zweite Brechbacke
- 63
- dritte Brechbacke
- 64
- vierte Brechbacke
- 65
- Führungselement-Brechbacke
- 70
- Schwingenrahmen
- 72
- erste Brechbackensegmente
- 74
- Montagestange
- 76
- Durchgangsöffnung
- 78a, 78b
- Handhabungselemente
- 80
- Oberfläche
- 81-83
- Kontaktvorsprünge
- 84a, 84h
- Formschlusselemente, Ausnehmungen
- 86a, 86b
- Formschlusselemente, Vorsprünge
- BS
- Brechspalt
- BE1
- erste Backen-Teilungsebene
- BE2
- zweite Backen-Teilungsebene
- B
- kurze Seite des Brechbackensegments
- L
- lange Seite des Brechbackensegments
- SE
- Segmenten-Teilungsebene
-
ZITATE ENTHALTEN IN DER BESCHREIBUNG
-
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
-
Zitierte Patentliteratur
-
- DE 102019204836 B3 [0004, 0012]
- WO 2014/067882 A2 [0024]
- DE 102022125159 [0026, 0028]
- WO 2014/067867 [0029]
- WO 2014/067858 A1 [0030]
-
Zitierte Nicht-Patentliteratur
-