CN1229384A - Laminated sheet and method of manufacturing laminated sheet - Google Patents
Laminated sheet and method of manufacturing laminated sheet Download PDFInfo
- Publication number
- CN1229384A CN1229384A CN96180377A CN96180377A CN1229384A CN 1229384 A CN1229384 A CN 1229384A CN 96180377 A CN96180377 A CN 96180377A CN 96180377 A CN96180377 A CN 96180377A CN 1229384 A CN1229384 A CN 1229384A
- Authority
- CN
- China
- Prior art keywords
- metal foil
- paper
- laminate
- pattern
- embossing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/12—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/24—Inking and printing with a printer's forme combined with embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/24—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/62—Boxes, cartons, cases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
Landscapes
- Laminated Bodies (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Making Paper Articles (AREA)
Abstract
公开了一种制造层压片的方法。该方法的第一步包括将金属箔(3)与纸片(4)粘在一起。然后,该方法包括在纸片(4)的外表面印刷图案,或在金属箔(3)上压印图案。如果首先在纸片(4)上印刷图案,则该方法还包括在金属箔(3)上压印与印刷在纸片(4)上的图案相配准的镜像。相反地,如果图案首先被压印在金属箔上,则该方法还包括在纸片(4)的外表面上印刷与压印在金属箔(3)上的图案相配准的镜像。

A method for manufacturing a laminate is disclosed. The first step of the method includes bonding a metal foil (3) to a paper sheet (4). The method then includes printing a pattern on the outer surface of the paper sheet (4) or embossing a pattern on the metal foil (3). If the pattern is first printed on the paper sheet (4), the method also includes embossing a mirror image of the pattern printed on the paper sheet (4) onto the metal foil (3). Conversely, if the pattern is first embossed on the metal foil, the method also includes printing a mirror image of the pattern embossed on the metal foil (3) onto the outer surface of the paper sheet (4).
Description
本发明涉及一种层压片及制造该层压片的方法。The present invention relates to a laminated sheet and a method of manufacturing the laminated sheet.
特别地,本发明涉及一种包括了金属箔和纸的层压片及制造该层压片的方法。In particular, the present invention relates to a laminate comprising metal foil and paper and a method of making the laminate.
层压片,例如由金属箔和纸片制成的层压片,可以用于各种用途,包括包装纸或包裹纸。消费品,例如糖果,常用层压片独立地或成包地包装起来,而香烟或雪茄则常以衬有层压片的听或盒来销售。层压片特别适用于作衬里,因为金属箔构成一种防蔽对烟草有害的光和湿气的屏障。Laminates, such as those made from metal foils and paper sheets, can be used in a variety of applications, including wrapping or wrapping paper. Consumer goods, such as confectionery, are often packaged individually or in packs with laminated sheets, while cigarettes or cigars are often sold in laminated-lined tins or boxes. Laminates are particularly useful as liners because the metal foil constitutes a barrier against light and moisture which are harmful to tobacco.
层压片上常印刷或压印图案,例如商标,标识语或制造商或分销商的公司名,或其它信息,以便提高用层压片包装或包裹的商品的表现力。Laminates are often printed or embossed with graphics, such as trademarks, logotypes or company names of manufacturers or distributors, or other information to enhance the presentation of goods packaged or wrapped with the laminate.
通常,仅在层压片的一面上印刷或压印图案。一般地,在纸的一面印刷,或在金属箔的一面压印,但偶尔也会在金属箔上印刷,在纸上压印。印刷或压印是以印刷技术领域所熟知的方法来进行,例如辊辊压印和凹板印刷。Typically, the graphics are printed or embossed on only one side of the laminate. Typically, printed on one side of paper, or embossed on the foil side, but occasionally printed on foil, embossed on paper. Printing or embossing is carried out by methods well known in the art of printing technology, such as roll embossing and gravure printing.
尽管在印刷和造纸工业中,生产包括压印的金属箔和印刷的纸的层压片是众所周知的,但迄今为止还没有人提供这样一种层压片,在其上印刷和压印的图案是配准的(in registration),即其上印刷和压印的图案完全相一致。Although the production of laminates comprising embossed foils and printed paper is well known in the printing and paper industries, no one has hitherto provided a laminate on which printed and embossed patterns It is in registration, that is, the pattern printed and embossed on it is exactly the same.
本发明的一个目的是提供一种包括了印刷的纸和压印的金属箔的层压片,其中印刷和压印的图案是配准的。It is an object of the present invention to provide a laminate comprising printed paper and embossed metal foil wherein the printed and embossed patterns are in register.
本发明的又一目的是提供一种制造所述层压片的方法。Yet another object of the present invention is to provide a method of manufacturing said laminate.
本发明的制造层压片的方法包括下述步骤:The method for manufacturing laminated sheet of the present invention comprises the following steps:
(i)将金属箔片和纸片粘在一起;(i) bonding metal foil and paper together;
(ii)在纸的外表面印刷一个图案;和(ii) printing a design on the outer surface of the paper; and
(iii)在金属箔上压印一个与印刷在纸上的图案相配准的镜像。(iii) Embossing a mirror image on the metal foil in registration with the pattern printed on the paper.
本发明的制造层压片的方法包括下述步骤:The method for manufacturing laminated sheet of the present invention comprises the following steps:
(i)将金属箔片和纸片粘在一起;(i) bonding metal foil and paper together;
(ii)在金属箔片上压印一个图案;和(ii) embossing a pattern on the metal foil; and
(iii)在纸的外表面上印刷与压印在金属箔上的图案相配准的镜像。(iii) Printing a mirror image on the outer surface of the paper in registration with the pattern imprinted on the metal foil.
正如前面所指出的,印刷和压印步骤的顺序不重要。然而,压印步骤优选在印刷步骤前完成。As previously indicated, the order of the printing and embossing steps is not critical. However, the embossing step is preferably done before the printing step.
所述方法特别优选包括检查首先形成的印刷或压印图案,并且控制随后的压印/印刷步骤,以确保随后形成的印刷和压印图案与原图案的配准。It is particularly preferred that the method comprises inspecting the first formed printed or embossed pattern, and controlling subsequent embossing/printing steps to ensure registration of the subsequently formed printed or embossed pattern with the original pattern.
将纸片和金属箔片粘在一起的步骤可采用任何适当的方法来完成。在一个优选的实施方案中,将金属箔片通过一个涂布辊,该辊将粘合剂涂布在金属箔的一个面上。然后将纸和金属箔通过一对辊的缝隙间,将纸与金属箔涂有粘合剂的表面压在一起,形成层压片。The step of adhering the sheets of paper and foil together may be accomplished by any suitable method. In a preferred embodiment, the metal foil is passed through a coating roll which coats the adhesive on one side of the metal foil. The paper and foil are then passed through the nip of a pair of rollers, pressing the adhesive-coated surfaces of the paper and foil together to form a laminate.
压印步骤可采用任何适当的方法来完成。在一种压印方法中,将一个工作件(例如一个辊)和压印模置于层压片的两边并组装在一起,使印模与金属箔接触并在其上压印图案。在另一种压印方法中,工作件静止不动,而将压印模对着层压片的金属箔上下运动。在另一种压印方法中,将工作件对着层压片的纸片运动,而将金属箔压到压印模上。The embossing step can be accomplished using any suitable method. In one embossing method, a workpiece (such as a roll) and an embossing die are placed on both sides of the laminate and assembled together, the die is brought into contact with the metal foil and the pattern is embossed thereon. In another embossing method, the workpiece is stationary while the stamp is moved up and down against the foil of the laminate. In another embossing method, the metal foil is pressed onto the embossing die by moving the workpiece against a paper sheet of the laminate.
压印步骤优选包括将层压片加入到两个辊的缝隙间,其中一个辊作为工作件,是由相对软的材料,例如纸制成,而另一个辊作为印模,是由金属,例如钢制成。The embossing step preferably involves feeding the laminate between two rollers, one of which acts as the work piece and is made of a relatively soft material such as paper, and the other roller acts as a stamp and is made of metal such as Made of steel.
印刷步骤可由任何合适的方法来完成。例如,印刷步骤可包括凸板印刷或活板印刷,平板印刷或凹板印刷,例如照像凹板或辊辊凹板(roll to roll gravure)。The printing step can be accomplished by any suitable method. For example, the printing step may comprise letterpress or letterpress printing, offset printing or gravure printing, such as gravure or roll to roll gravure.
本发明的层压片可以具有适合于目标用途的物理特性。例如,目的是用于糖果包装时,层压片的柔韧性需要很好。而目的是用于香烟盒衬里时,层压片需要相对硬些,以便层压片能够折叠并保持该折叠状态。The laminated sheet of the present invention may have physical properties suitable for the intended use. For example, when intended for confectionary packaging, the laminate needs to be very flexible. Whereas the purpose is to line cigarette packs, the laminate needs to be relatively stiff so that the laminate can fold and maintain that fold.
通过选择粘合剂和纸和/或金属箔的品级和种类,可以部分地提供层压片不同的物理特性。Different physical properties of the laminate can be provided, in part, by selection of the grade and type of adhesive and paper and/or metal foil.
金属箔优选包括选自元素周期表主族的金属。The metal foil preferably comprises a metal selected from the main group of the periodic table.
金属箔特别优选包括铝或由铝构成。The metal foil particularly preferably comprises or consists of aluminum.
本发明方法可以包括给金属箔染色。染色步骤优选包括辊辊凹板印刷过程。在此通过使金属箔经过一个涂有油墨的凹板辊而在金属箔的整个表面上涂上颜色。使金属箔通过一个热空气室或类似装置而使由凹板辊涂在金属箔上的染色油墨干燥。The method of the invention may include dyeing the metal foil. The dyeing step preferably comprises a roll-to-roll gravure printing process. Here the color is applied to the entire surface of the metal foil by passing the metal foil over an ink-coated gravure roll. The dyed ink applied to the metal foil by a gravure roll is dried by passing the metal foil through a hot air chamber or similar device.
下面参考附图和实施例进一步描述本发明,其中:The present invention is further described below with reference to accompanying drawing and embodiment, wherein:
图1是本发明方法的一个优选实施方案的概要图,用此方法可以制造本发明优选的层压片;Figure 1 is a schematic diagram of a preferred embodiment of the process of the present invention, with which the preferred laminates of the present invention can be produced;
图2(a)是按照图1所示方法制造的层压片的金属箔表面的平面图;Fig. 2 (a) is the plan view of the metal foil surface of the laminate made according to the method shown in Fig. 1;
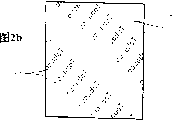
图2(b)是按照图1所示方法制造的层压片的纸面的平面图;Fig. 2 (b) is the plane view of the paper surface of the laminate made according to the method shown in Fig. 1;
图3是图2(a)和2(b)所示层压片的截面图。Fig. 3 is a sectional view of the laminate shown in Figs. 2(a) and 2(b).
在图1所示方法中,金属箔3和纸4从各自的滚筒1和2进入,通过一系列工作站,在这些工作站,金属箔3和纸4层压在一起,在纸4上印刷上图案,在金属箔3上压印上镜像。In the process shown in Figure 1, the metal foil 3 and paper 4 enter from their
参考图1,通常为银铝合金箔的金属箔3从滚筒1下来通过一个涂布辊5,该辊将粘合剂涂在金属箔3的一个表面上,优选形成一个均匀的粘合剂膜。Referring to Figure 1, a metal foil 3, usually silver aluminum alloy foil, is passed from a drum 1 through a coating roller 5, which applies adhesive to one surface of the metal foil 3, preferably forming a uniform adhesive film .
然后金属箔3与从滚筒2下来的纸4一起从两个层压辊(6a,6b)间通过,使金属箔3涂有粘合剂的面与纸4的一个面均匀地压在一起,形成层压片。Then the metal foil 3 passes between the two laminating rollers (6a, 6b) together with the paper 4 coming down from the
然后使层压片与凹板辊7接触,辊7在金属箔3的外表面沉积一层染色油墨,从而使层压片的金属箔3的外表面染色。The laminate is then brought into contact with a gravure roll 7 which deposits a layer of dyed ink on the outer surface of the metal foil 3, thereby dyeing the outer surface of the metal foil 3 of the laminate.
使层压片通过一个有热空气在内循环的干燥室8,而使湿的油墨干燥。The wet ink is dried by passing the laminate through a drying chamber 8 in which heated air is circulated.
然后将层压片通过一个凹板滚筒9,它在纸4的外表面印刷一个图案。The laminate is then passed through a gravure cylinder 9 which prints a pattern on the outer surface of the paper 4 .
使层压片通过另外一个干燥室10而使纸上的湿油墨干燥。The wet ink on the paper is dried by passing the laminate through a further drying chamber 10 .
然后层压片进入到包括有工作件12a和压印模12b的压印工作站,压印模12b在金属箔3上压印一个印刷在纸4上的图案的镜像。一个包括传感器11的控制器装配在压印工作站的上游,用来检测印刷在纸4上的图案,并以任何适当的方式控制压印过程以确保压印在金属箔3上的镜像与印刷在纸14上的图案相配准。The laminate then enters an embossing station comprising a workpiece 12a and an embossing die 12b which embosses on the metal foil 3 a mirror image of the pattern printed on the paper 4 . A controller comprising sensors 11 is fitted upstream of the embossing station to detect the pattern printed on the paper 4 and to control the embossing process in any suitable manner to ensure that the mirror image imprinted on the metal foil 3 is identical to that printed on the paper 4. The patterns on the paper 14 are in registration.
最后,将经过压印和印刷的层压片缠在一个大的滚筒13上贮存起来,以备切割并卷在较小的滚筒上。Finally, the embossed and printed laminate is wound on a
图2a显示了按如上所述方法制造的层压片片断的金属箔3的外表面,在其上面压印有图案15,包括单词“tobacco”的排列。图2b显示了在图2a中显示的层压片片断的纸4的外表面。纸的外表面上标记有印刷的图案17,该图案包括单词“tobacco”的排列。其布置是使压印和印刷的图案的形状、大小和位置都对应。Figure 2a shows the outer surface of the metal foil 3 of a laminate segment manufactured as described above, on which a
图3a是图2a和2b所示层压片片断的放大截面图,显示了金属箔3和纸4被一薄层粘合剂18粘在一起。金属箔3上有印记19,压印模在此接触和挤压金属箔表面。由于压印和印刷图案是配准的,纸上沉积有油墨20,它与金属箔3上的印记19相对应。Figure 3a is an enlarged cross-sectional view of a fragment of the laminate shown in Figures 2a and 2b showing the metal foil 3 and paper 4 held together by a thin layer of adhesive 18. The metal foil 3 has impressions 19 where the stamping die contacts and presses the surface of the metal foil. Since the embossed and printed patterns are in register, ink 20 is deposited on the paper, which corresponds to the imprint 19 on the metal foil 3 .
图3b是图2a和2b所示层压片片断的放大截面图,显示金属箔3和纸4被一薄层粘合剂18粘在一起。金属箔3上有印记14,在此压印模没有接触和挤压金属箔表面。由于压印和印刷图案是配准的,纸上沉积有油墨16,它与金属箔3上的印记14相对应。Figure 3b is an enlarged cross-sectional view of a fragment of the laminate shown in Figures 2a and 2b showing the metal foil 3 and paper 4 held together by a thin layer of adhesive 18. The metal foil 3 has an imprint 14 where the stamping die does not touch and press against the surface of the metal foil. Since the embossed and printed patterns are in register, ink 16 is deposited on the paper, which corresponds to the imprint 14 on the metal foil 3 .
需要指出的是,图2a和2b中所显示的特定图案是随意选取的,任何合适的图案都可以压印和印刷在层压片上。It should be noted that the specific patterns shown in Figures 2a and 2b are chosen arbitrarily, and any suitable pattern can be embossed and printed on the laminate.
还应该指出,可以相信具有压印和印刷的相配准的镜像的层压片是例如烟草类商品的购买者区分不同贸易商产品的重要方法。在烟草工业中,主要的利润建立在能够区分假冒香烟的基础上。It should also be noted that it is believed that laminates having in-register mirror images of embossing and printing are an important way for buyers of eg tobacco goods to differentiate products from different merchants. In the tobacco industry, the main profit is based on being able to distinguish counterfeit cigarettes.
本发明已就其优选的实施方案进行了阐述,同时应该明白,其各种修改对阅读了本说明书的本领域技术人员来说是显而易见的。This invention has been described in terms of its preferred embodiments, and it is to be understood that various modifications will be apparent to those skilled in the art from the reading of the specification.
Claims (8)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA002258575A CA2258575A1 (en) | 1996-05-27 | 1996-05-27 | Laminated sheet and process for manufacture of a laminated sheet |
| CN96180377A CN1229384A (en) | 1996-05-27 | 1996-05-27 | Laminated sheet and method of manufacturing laminated sheet |
| AU62480/96A AU715285B2 (en) | 1996-05-27 | 1996-05-27 | Laminated sheet and process for manufacture of a laminated sheet |
| PCT/SG1996/000005 WO1997045266A1 (en) | 1996-05-27 | 1996-05-27 | Laminated sheet and process for manufacture of a laminated sheet |
| IDP962316A ID16700A (en) | 1996-05-27 | 1996-08-15 | LAMINATION SHEET AND THE PROCESS OF MAKING |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA002258575A CA2258575A1 (en) | 1996-05-27 | 1996-05-27 | Laminated sheet and process for manufacture of a laminated sheet |
| CN96180377A CN1229384A (en) | 1996-05-27 | 1996-05-27 | Laminated sheet and method of manufacturing laminated sheet |
| PCT/SG1996/000005 WO1997045266A1 (en) | 1996-05-27 | 1996-05-27 | Laminated sheet and process for manufacture of a laminated sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1229384A true CN1229384A (en) | 1999-09-22 |
Family
ID=27170910
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN96180377A Pending CN1229384A (en) | 1996-05-27 | 1996-05-27 | Laminated sheet and method of manufacturing laminated sheet |
Country Status (5)
| Country | Link |
|---|---|
| CN (1) | CN1229384A (en) |
| AU (1) | AU715285B2 (en) |
| CA (1) | CA2258575A1 (en) |
| ID (1) | ID16700A (en) |
| WO (1) | WO1997045266A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101314272B (en) * | 2007-05-31 | 2012-07-18 | 小森公司 | Sheet-fed printing press |
| CN107145045A (en) * | 2016-03-01 | 2017-09-08 | 柯尼卡美能达株式会社 | Image processing system, image formation managing device and image forming method |
| CN113427875A (en) * | 2021-07-09 | 2021-09-24 | 云南名博包装印刷有限公司 | Composite film with three-dimensional effect and manufacturing process thereof |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI116687B (en) * | 2000-08-15 | 2006-01-31 | Avenira Oy | Process and apparatus for making cardboard and cardboard product |
| DE102023111064A1 (en) * | 2023-04-28 | 2024-08-08 | Constantia Pirk Gmbh & Co. Kg | Embossed packaging material for twist packaging and process for its manufacture |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU76649A1 (en) * | 1977-01-27 | 1978-09-13 | ||
| CA1143614A (en) * | 1978-04-14 | 1983-03-29 | Joseph C. Harkins, Jr. | Process for producing texture resinous sheet |
| US4312686A (en) * | 1980-02-11 | 1982-01-26 | American Biltrite Inc. | Printed and embossed floor covering and method and apparatus for its manufacture |
| MY108715A (en) * | 1992-09-09 | 1996-11-30 | Hilglade Pty Ltd | Self inking embossing system. |
| JPH06344649A (en) * | 1993-06-04 | 1994-12-20 | Dainippon Printing Co Ltd | Printing and embossing label paper manufacturing method |
-
1996
- 1996-05-27 CN CN96180377A patent/CN1229384A/en active Pending
- 1996-05-27 AU AU62480/96A patent/AU715285B2/en not_active Ceased
- 1996-05-27 WO PCT/SG1996/000005 patent/WO1997045266A1/en not_active Ceased
- 1996-05-27 CA CA002258575A patent/CA2258575A1/en not_active Abandoned
- 1996-08-15 ID IDP962316A patent/ID16700A/en unknown
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101314272B (en) * | 2007-05-31 | 2012-07-18 | 小森公司 | Sheet-fed printing press |
| US9079389B2 (en) | 2007-05-31 | 2015-07-14 | Komori Corporation | Sheet-fed printing press |
| CN107145045A (en) * | 2016-03-01 | 2017-09-08 | 柯尼卡美能达株式会社 | Image processing system, image formation managing device and image forming method |
| CN107145045B (en) * | 2016-03-01 | 2020-09-18 | 柯尼卡美能达株式会社 | Image forming apparatus, image formation management apparatus, and image forming method |
| CN113427875A (en) * | 2021-07-09 | 2021-09-24 | 云南名博包装印刷有限公司 | Composite film with three-dimensional effect and manufacturing process thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1997045266A1 (en) | 1997-12-04 |
| CA2258575A1 (en) | 1997-12-04 |
| AU6248096A (en) | 1998-01-05 |
| AU715285B2 (en) | 2000-01-20 |
| ID16700A (en) | 1997-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4850713B2 (en) | Method and apparatus for producing printed products by combination printing | |
| US5735994A (en) | Film printing device | |
| CA1196845A (en) | Method of applying decorative foil to materials | |
| US20070240590A1 (en) | Method for Applying a Film | |
| US5603259A (en) | In-line cold foil transfer process and apparatus | |
| RU2513682C2 (en) | Method of application lacquer on security papers, particularly on security papers printed by intaglio method, for example, banknotes, and machine for application lacquer for performing method | |
| GB2368313A (en) | Cold foil stamping | |
| CN104245342A (en) | Multi-layer printing process | |
| CN101415557A (en) | Printing press having an embossing device | |
| CA1147186A (en) | Method for the manufacture of a printed, pre-creased packing material web provided with opening indication | |
| CN1229384A (en) | Laminated sheet and method of manufacturing laminated sheet | |
| CN107443886A (en) | A kind of electrochemical aluminium gold-stamped leapfrog technique | |
| JP6733023B2 (en) | How to make printed products | |
| JP2009012472A (en) | Laminated printing product and its manufacturing method | |
| CN219115036U (en) | A low-carbon self-adhesive label production equipment | |
| JP2010513074A (en) | Non-heated film pasting with embossing | |
| US6248198B1 (en) | Process for manufacture of a laminated sheet | |
| HK1021161A (en) | Laminated sheet and process for manufacture of a laminated sheet | |
| JP2006150820A (en) | Method and equipment for combination printing | |
| CN207224574U (en) | A kind of the mould roller and molding machine of the molding machine for being used to produce glitter film | |
| GB2424383A (en) | Method and apparatus for applying a cast finish to a printed substrate | |
| DE502005006052D1 (en) | Film feed for cold foil stamping | |
| KR20000016050A (en) | Laminated sheet and manufacturing method of laminated sheet | |
| CN113370686A (en) | Method for producing printed sheets from a web | |
| US20140123865A1 (en) | Method for coating sheets with a film in a printing press |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1021161 Country of ref document: HK |